
由Methods Machine Tools公司出(chū)品的Kiwa臥式加工中心安裝之後,幫助Baum Precision Machining公(gōng)司減少了裝夾用時並提高了生產率。
盡管Baum Precision Machining公(gōng)司已經麵臨著一個緊要關頭,但是這家工廠仍然對轉向采用臥式(shì)加工生產(chǎn)抱著懷疑的態(tài)度。對多托盤、立碑(bēi)式夾具和不同加工方向的考慮遠遠超出了這家工廠所熟悉(xī)的立式加工中心的相關範疇。但是(shì),在(zài)經濟大衰退(tuì)期間,這家工廠再也無法忽視自己對增加主軸運行時間的需要,所以最終(zhōng)決定(dìng)采用臥式加工中心。總裁Aaron Baum表(biǎo)示:“如果沒有(yǒu)Kiwa臥(wò)式加(jiā)工中心,我們(men)不(bú)可(kě)能存活下來,更不可能繁榮發展。”
這家工廠創建於1979年,製造各種以鈦6AL-4V、鋁、不鏽鋼和(hé)更多(duō)材料(liào)的(de)精密零部件,除(chú)了(le)醫療行業的脊椎手術(shù)、創傷治療、整形手術和(hé)假肢部件之外(wài),對於商業航空和(hé)國際項目來說,部件公(gōng)差嚴格至±0.0001in(1in=25.4mm)。
Baum先生表示:“總體來說,隨著航空和醫療市場的逐漸成熟以(yǐ)及持續不斷的技術進步,客戶的要求一直在變得越來越嚴格。近年來,我們正在看到(dào)更多更精細化(huà)的要(yào)求,並且交付周期的要求也在收縮。”

圖1 在將Kiwa臥式加工中心加入到自己設備(bèi)行列之後,Baum公司在主軸利用率上實現了55%的提升
而據Baum先生所說,對於該公司的客戶來說,最(zuì)緊要的(de)是公司有能力在短(duǎn)時間內完成小批量原型部件的交付。而當公司不能在縮短後的交(jiāo)付周期內以足夠(gòu)快的速度交付這(zhè)些部件時,就(jiù)會失去一些業務機會。
Baum公司為自己的生產流程增加臥式(shì)加工能力後,也帶來了巨大的轉機。車間如今已經有3台Kiwa日本公司出品的(de)臥式加工中心正在運行,其中一台為(wéi)較早期的雙托盤機型,另兩台為(wéi)Kiwa KH-45型6托盤加工中心。
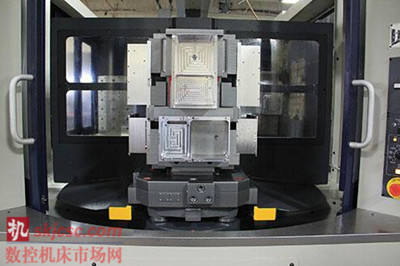
圖2 Kiwa的6托盤擴展加載站配備了(le)立碑式夾具,能夠在主軸(zhóu)正(zhèng)在執行(háng)其他(tā)任務加工時實現多(duō)個夾具裝夾
Baum先生說:“我們在Methods Machine Tools公(gōng)司代理這(zhè)一係列產品之前就(jiù)選中了Kiwa的這種產品,因為我們親睞於它優於同類別產品的加工能力。”Kiwa機床配備了一個400mm或500mm的托盤,這方麵比其(qí)他400mm臥式機床略微占優,而托盤夾具的裝夾在設計上允許相對不太熟練的操作人員也能加載工件,並能在(zài)裝夾完成後操作機床。在工廠現場將雙托盤Kiwa機床改(gǎi)造為6~8托盤機床也很容易(yì)。事實上,Methods公司最近將一台(tái)購於2008年的雙托盤(pán)Kiwa機床升級成了6托盤配置(zhì)。Baum先生表示:“這些機(jī)床隻需3天就能改造完畢,而當公司可以使用多出的(de)4個托盤進行作業後(hòu),約1周(zhōu)就能追(zhuī)上此前落(luò)後的進度。”
這些Kiwa機(jī)床真正做到了能夠加工Baum公司生產的任何典型部件(jiàn),包括高難(nán)度的航空應用鋁部件上的拱起部分,這個部(bù)分要求加工中(zhōng)去除相當數量的材料,加工複雜外形和(hé)很長的加工周期。
Baum公司的工長Jason Bogert說,在多托盤臥式加工中心成(chéng)為這類部件(jiàn)最優加工(gōng)機床的眾多特點之中,主軸(zhóu)內直流冷卻液功能和輕鬆切(qiē)屑去除功能最具效果。旋轉運動的螺杆和輸送裝置能夠在無需手工推動(dòng)切屑的(de)情況下完成除屑作(zuò)業。從主(zhǔ)軸內噴出的冷卻液也會將切屑衝走,防止切屑造(zào)成重(chóng)複切割並保持部(bù)件清潔。
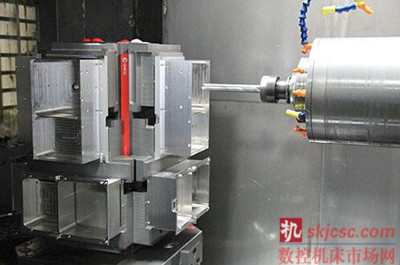
圖(tú)3 Kiwa臥式加工中心將此(cǐ)項任務的加工作業從4次減少到了兩次,Baum公司可就此最大程度地實現熄燈作業,
而(ér)另外(wài)4個托盤仍然安(ān)裝在機床上,開(kāi)放給其他加工任(rèn)務,並可以在(zài)前麵任(rèn)務正在執行時進行裝夾
在購入Kiwa臥式加工中心之前,Baum公司需要在立式(shì)加工中心上通過3~5次作業來加工複雜部件。這種作業方式要求具備精深的技能,並增加了有可能導致失誤和部件報廢的變數(shù)。Baum先生說:“如今,部件(jiàn)通過一次或兩次作業就(jiù)能加工完成,極大幅度的減少(shǎo)了裝夾用時。”事實上,裝夾用時已經從平均的8h減少到了2h。可以使用多(duō)個托盤同時為多個作業執行裝夾(jiá)工序,這(zhè)樣使主軸能夠連續運轉(zhuǎn)。相較於典型立式加工中心35%的主軸利用率(lǜ),臥式加(jiā)工中心的主軸利用率超過了90%(按24h/周6天計)。
鋁6061零件
Baum先生說:“從生產率(lǜ)的角度考慮,1台Kiwa機床等於3~4台立式加工中心,而且(qiě)隻(zhī)需1位操作員。”
在裝夾用時改善的同(tóng)時,臥式加工中心也讓Baum公司能夠更為統一地(dì)實現熄燈加工。工廠的6托盤Kiwa KH-45機床能夠在夜晚和整個周末實現無人執守運行,完成多項(xiàng)不同的(de)加工作業。工程部部長Ben Meyer說:“多托盤和宏程序(循環邏輯)讓操作員可以加(jiā)工一個部件(jiàn),或者通過更換少數幾(jǐ)個宏變量加工(gōng)多個部件。斷裂刀具(jù)檢測功能可以(yǐ)在作業過程中發生刀具(jù)斷裂時跳轉至下(xià)一個托(tuō)盤。程序和刀(dāo)具編號存儲(chǔ)在宏變量內,以便機床(chuáng)技師在早晨檢(jiǎn)查時能夠知道應當(dāng)檢查哪些部分。”
臥(wò)式加工中心在設計上以箱型(xíng)床身、階梯式底座和柱式鑄件為特色,在減少柱體重量的同時提升了剛性和精確度。KH-45機床的(de)特色(sè)還包括一個(gè)穩定的(de)鎖(suǒ)定按壓式托盤夾緊設計,用於(yú)進一步提升精確度。為了最大程度的加快轉(zhuǎn)速和(hé)縮(suō)短加工周期,機(jī)床專門為所有軸提供了1g的加速度和2362in/min的轉速。
Baum先生(shēng)說:“如(rú)今,我們很高興(xìng)公司轉向了(le)Kiwa臥式加工中心。這些加工(gōng)中心在安裝和運行上都更加方便,遠遠超(chāo)出我們的想像,飛躍(yuè)式提升的(de)生產率、質量和成本節約更是無可否認的成績。”
如果您(nín)有機床行業、企(qǐ)業相(xiàng)關(guān)招標信息發布,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")
- 覆蓋件模具數控加工刀庫自動化應用(yòng)
- 高速(sù)、高質、高效的精密齒輪製造之路——訪平(píng)湖市一鑫(xīn)齒輪有限公司總經理金佳先生
- 高速、高質與高效 :埃馬(mǎ)克助力一鑫齒輪夯實精密齒輪(lún)製造之路
- 伊斯卡(kǎ)將(jiāng)再次改變(biàn)金屬切削(xuē)的世界!
- 車削加工,高效迅(xùn)速
- 創新引領 共赴未來--——訪孚爾默(mò)(太倉)機械有限公司總經理 Bernd Kern 先生
- SINUMERIK ONE 提供眾多支持(chí)可持續(xù)發展的功能(néng)
- 中(zhōng)國裝備 裝備中國 走(zǒu)向世界:新(xīn)中國成立 75 年來,隨著國家經濟社會的
- HandySCAN 3D|MAX 係列全新增強規格(gé)
- 切削刀具行(háng)業的未來


