
車床鑽孔攻螺紋加工(gōng)方法及工裝設計
2018-4-19
作(zuò)者:教傳豔等
車床加工時, 零件連續轉動, 相對其他機床加工效(xiào)率(lǜ)較高。但是對於零件較小(xiǎo)、數(shù)量較(jiào)多的情況(kuàng),反複在卡(kǎ)盤上安裝與拆卸零件,輔助(zhù)時間較長,相對效率下降(jiàng)。為縮短輔助時間、提高加工效率,研究設計將刀具安裝在卡盤上連續轉動(dòng),零件僅作進給運動,更換零件時,刀具可以繼續轉動,且(qiě)更換(huàn)零件簡單方便(biàn)、時間短。
某公司加工一(yī)批六(liù)角螺母零件,規格M20,需要鑽孔(kǒng)、攻螺紋,采用將鑽頭或(huò)絲錐安裝在卡(kǎ)盤上進行切削運動,零件安裝在刀架上進行進給運動的方法,取得了較好的效果。
螺母結構分析及加工特點(diǎn)
該螺母材料(liào)是45鋼(gāng), 毛坯為冷鍛坯料,內孔留2mm加工餘量, 外六方輪廓尺寸基本均勻,無需加工。加工時(shí)需要先去除內孔2mm餘量(liàng),然(rán)後用絲錐攻螺紋完成。用車床加工螺母絲扣是(shì)將單個螺母卡在三爪自定心(xīn)卡盤上,然後用車刀加工內孔及絲(sī)扣,或將鑽頭、絲錐(zhuī)安裝(zhuāng)在車床尾座上,用鑽頭鑽孔,用絲(sī)錐(zhuī)加工絲扣。采用(yòng)上述兩種方法,都是將單個螺母毛坯安裝在卡盤上,螺母轉動,車(chē)刀或鑽(zuàn)頭(絲錐)作進給運動,反複操作,耗時耗力,加工效率低。為提高加工速度, 研究決定設計簡單工裝,將鑽頭(tóu)或絲錐(zhuī)安裝在三爪自定心卡盤上,作回轉運動,而待加工螺母安裝在工裝上(shàng),作進給運(yùn)動,構成(chéng)加工模式。
鑽孔(kǒng)方式及工裝(zhuāng)的設計使用
依據鑽頭或絲錐旋轉、螺母進(jìn)行進給運動的思路,將鑽頭或絲錐安裝在三(sān)爪自定心卡盤上,設計簡易(yì)工裝,待(dài)加工螺母安裝在工裝裏, 將工裝安裝在刀架上,由刀架進行軸向移動,實現進(jìn)給運動。鑽(zuàn)孔方式和工裝設計(jì)如圖1所(suǒ)示。
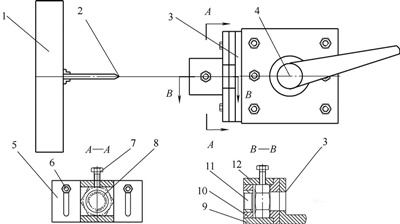
圖1 鑽(zuàn)孔方式及工裝設計簡圖(tú)
1.車床卡盤 2.鑽頭 3.支撐彎板 4.刀架 5.聯接板
6.聯接螺栓 7.緊(jǐn)定螺栓 8.待加工螺母 9.底板
10.前端板 11.鑽(zuàn)套 12.上蓋板
安裝螺母的工裝由支撐彎板3、聯接板(bǎn)5、聯接螺(luó)栓6、定位螺栓7、鑽套11、上蓋板12、前端板10和底板9等組成。支撐彎板3安裝在車床刀架上,聯接(jiē)板5兩側加工長孔,由聯接螺栓6與支(zhī)撐彎板(bǎn)聯接。由於存在長孔,聯接板可以在支撐彎板上(shàng)上下移動,確定加(jiā)工位置,緊定螺栓7安(ān)裝在上蓋板12上,待加工螺母安裝到工(gōng)裝裏後,擰緊螺栓,將其鎖住。鑽套11安裝在前端板裏,用於引導鑽頭或絲(sī)錐,保證加工準確。鑽套采(cǎi)用45鋼(gāng)材料,淬火處理,以保(bǎo)證耐磨性。上蓋板12、前端板(bǎn)10、底板9和聯接(jiē)板5等采用焊接方式組成整體。其寬(kuān)度等於待(dài)加工螺母的六角最大尺寸。
加工前,先將鑽(zuàn)頭安裝在三爪自定心卡盤上鎖緊。然後將支撐板3安裝(zhuāng)在車床刀(dāo)架上,鎖緊。將(jiāng)工裝安裝到支撐板上,找平,將聯接螺栓擰上, 稍稍擰緊一些。
首件(jiàn)加工,將待(dài)加工螺母從側麵放到工(gōng)裝裏,以不超(chāo)過工裝(zhuāng)寬(kuān)度為宜,擰緊緊定螺栓7,將螺母(mǔ)固定。找正。上下移動(dòng)聯接板5,垂直車床(chuáng)軸線移動刀架中滑板,確定鑽套中心與車床回轉(zhuǎn)中心的位置,確認兩者重合後,擰緊聯接螺栓6,鎖緊滑板,找正結束。加工開始,主軸帶動鑽頭旋轉,向前軸向移動刀架小滑板,鑽頭通過鑽套引導開始鑽孔操作。鑽頭透過聯接板上的孔後,確定鑽孔結束。向後移動刀架小滑板,鑽頭離開工裝,鬆開(kāi)緊定螺栓7,從側麵放(fàng)入(rù)第二個螺母,首件螺母被擠出。再次擰緊緊定螺栓7,鎖緊螺母。移動刀架小滑板,第二次加工開始。整個加工過程鑽頭始終保持旋轉(zhuǎn),僅是刀架作軸向移動,由於(yú)首件加工(gōng)找正已完成,後續加工無需找正過程,大大提高了加工效率。
絲錐攻螺紋工裝設計
在攻製內螺紋時,為防止由於機(jī)床(chuáng)絲杠與絲錐之間產生的傳動誤差,造成螺紋(wén)亂扣現象的(de)發(fā)生,設計專用(yòng)攻螺紋工裝卡頭,如圖2所示(shì)。
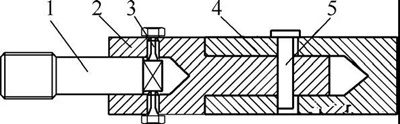
圖2 絲錐攻螺紋工裝設計簡圖
1.絲錐 2.鑽(zuàn)套 3.緊定螺(luó)栓 4.卡箍 5.圓柱銷
卡箍4一端安裝在三爪自定心卡盤上, 另(lìng)一端裏孔安裝鑽套,它既是鑽套的安裝套,又是鑽套的導向套,兩者配合為小間隙配合。在(zài)卡箍(gū)上軸向穿透(tòu)加工長孔,用以(yǐ)與圓柱銷5配(pèi)合使用(yòng)。鑽套(tào)用於夾持絲錐,該零件采用45鋼材料,淬火處理。圓(yuán)柱銷5與鑽套為過盈配合,起到帶動鑽套旋轉作用(yòng),並與卡箍上長(zhǎng)孔相配合,能使鑽套存在4mm的軸向竄動,用以(yǐ)消除傳動(dòng)誤差,防止亂扣。緊定螺栓3主(zhǔ)要起緊固絲錐作用。
攻(gōng)螺紋套扣加工(gōng)時, 首先卸下鑽頭,將攻螺紋工裝卡頭安裝在三爪自定心卡盤(pán)上,鎖緊。安裝(zhuāng)在刀架上的工裝位置保持不變,將準備攻螺(luó)紋的螺母送入工裝中(zhōng),擰緊圖(tú)1中的緊定螺栓7,即可攻螺紋(wén)。主軸帶動絲錐轉動,刀架向前移動,當絲錐的(de)切(qiē)削部分穿過螺母以(yǐ)後,主軸反轉退刀,刀架向後移動(dòng),第一個(gè)螺母攻螺紋完成。接著送入第二個螺母,同時擠出第一個螺母,重複上述操作,如此循環即可。
結語
同樣的車床加工方式, 利用簡單(dān)工裝,改變刀具和零件(jiàn)的安裝位置,實現了刀(dāo)具作切削(xuē)運動、零件作進給運動,加(jiā)快了切削速度(dù),簡化了操(cāo)作程序,省力(lì)省時,加(jiā)工效率大為提高。
聲明(míng): 本博文(wén)僅係博主個人看法,並不代表本網立(lì)場,請讀(dú)者僅(jǐn)作參考並請自行核實相關內容
歡迎各位(wèi)博(bó)主聯係本網編輯部,郵箱:skjcsc@vip.sina.com ,電話:010-57729015
更多相關信息
名企推薦







新聞資訊
| 更多
- 覆蓋(gài)件模具數控加工刀(dāo)庫(kù)自動化應用
- 高速、高質、高效的精密(mì)齒輪製造(zào)之路——訪平湖(hú)市一鑫齒輪有限公司總經理金佳(jiā)先生
- 高速、高質與高效 :埃馬克助(zhù)力(lì)一鑫齒輪夯實精密齒輪製造之路
- 伊斯卡將再次改變金屬切削的世界!
- 車削加工,高效迅速
- 創新引領 共赴未來--——訪(fǎng)孚爾默(太倉)機械有限公司總經理 Bernd Kern 先生
- SINUMERIK ONE 提供眾多支持可持續發展的功能(néng)
- 中國(guó)裝備 裝備中國 走向世界(jiè):新(xīn)中國成立 75 年來,隨著國家經濟社會的
- HandySCAN 3D|MAX 係列全新增強規格
- 切削刀具行業的未來
展(zhǎn) 會
| 更(gèng)多


