
隨(suí)著科學技術的發展,機械(xiè)製造(zào)技術有了深刻的變化。由於社會對產品多樣化的需求更(gèng)加強烈(liè),多品種、中小批量生產的比重明顯增加,采用傳統的普通加工設備已難以適應高效率、高質(zhì)量、多樣化(huà)的加工要(yào)求。機床數控(kòng)技術的應用,大大縮短了機(jī)械加工的前期準(zhǔn)備時間,並使機械加工的(de)全過程(chéng)自動化水(shuǐ)平不斷提高,同時也增強了製造係統適應各種生產條件變化的能力(lì)。
數控線(xiàn)切割機床(chuáng)的基本組成(chéng)包括加工程序、高頻電源(yuán)、驅動係統﹑數控係統 及機(jī)床本體。加工程(chéng)序可由(yóu)人工編寫(如(rú)早期的3B指令),現在都在計算(suàn)機上進行繪圖(tú)(如現在的CAXA,HL,HF,YH等編程軟件),然後生成加工程序。程序的輸(shū)入可由數控係統的(de)麵板(單板機)進(jìn)行手工輸入,也可通過計算機的232串行口進行傳輸,也可(kě)以用計算機USB接口進行傳輸(shū)。
在選購數控線(xiàn)切割機床時可從三個方麵考慮,首先是機床本體能否符合自己的加工要求,機床的質量如何(hé)。其次是數控係統,數控係統有很多種類,選擇合適的係統是選購數控機床的關鍵。最後是驅動單元(yuán),也(yě)是機床控製的關鍵,不同的驅(qū)動單元能達到的加工精度也(yě)不一樣,在選擇驅動單元(yuán)時,要根據加工的工件的精度要求選擇合適的驅動單元。
以下從機床本體﹑數控係統及驅動(dòng)單元(yuán)三個方麵進行分析:
1、機床本體的選擇
首先機床結構設計與加工件尺寸和重量要達到最佳的匹配。對於中大型負載工作台采用全支撐(chēng)加工中心結構。這樣設(shè)計才能具有足夠的承載﹑剛度、精度、抗振(zhèn)性和精度保持(chí)性。其次是(shì)進給係統的機(jī)械傳動要(yào)采用滾珠絲杠,滾珠絲杠優(yōu)於三角螺紋絲杠和(hé)梯形螺(luó)紋(wén)絲杠,並且要(yào)求絲杠的直徑盡可(kě)能大些,增加剛性。再(zài)次是導軌,工作台運動導軌是保(bǎo)證工作台運動精度的(de)關鍵,用戶在選型時應高度重視。首先觀察(chá)導軌的橫截麵的大小,在同等條件下,越粗壯,剛性越好,加工(gōng)中越不易產生變形,才能保(bǎo)證(zhèng)機床在長期工作中(zhōng)能得(dé)到(dào)最高精度和耐(nài)用性。日前市場上常見的導軌結構有以下幾種:

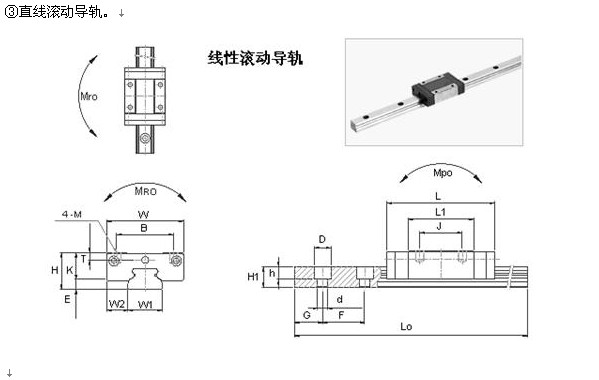
第一(yī)種與第二種的區別在導軌的滾體(tǐ)上,一個是(shì)滾珠一個是滾柱。滾珠與導軌麵是點接觸,滾柱與導軌麵是線(xiàn)接觸,所以它的耐磨性和軸承能力都大大優於(yú)滾珠式。而線性滑軌是一種滾(gǔn)動導引,它由(yóu)鋼珠在滑塊與滑軌之間作無限滾動循環,使得負載平(píng)台能沿著滑軌(guǐ)輕易的以高精度作線性運動,其摩擦係數可降至傳統滑動導(dǎo)引的(de)1/50,使之能輕易地達到μm級的定位精度。滑(huá)塊與滑軌間(jiān)的末製單元設計,使得線形滑軌可同時承受上下左右(yòu)等(děng)各方向的負荷,線性滑軌有更平順且低噪音的運動(dòng)特性。使之精度保持和承載能力都大大優於滾珠和滾柱式。目前在日本沙迪克公司、日本三菱公司、瑞(ruì)士夏米爾公司、瑞阿奇公司進口的機床中都是采用第三種結構,所(suǒ)以通(tōng)過對比,用戶在選型時應盡量考慮第三種結構。
2. 數控係統的選配
數控係統是數控機床(chuáng)的“大腦",對機床控製信息進行運算及處理。根據數(shù)控係統的原(yuán)理可分為(wéi)經(jīng)濟型數控係統和標準型數控係統兩大類。
2.1 經濟型數控係統
經濟型數控(kòng)係統從控製方法來看,一般指開環數控係統。開環數(shù)控係統是指數控係統本身不帶位置檢測裝置,由數控係統送出(chū)一定數量和頻率的指令脈衝(chōng),由驅動單元進行機床定位。開環係統在外(wài)部因素影響的情況下,機床不(bú)動作或動作不(bú)到位(wèi),但係統已當機床到達了指定位置,此時機床的加工精度(dù)將大大降低。但因其結構簡(jiǎn)單、反(fǎn)應迅速、工作穩定可靠、調試及維修均很方便,加之價格十分低廉,但受步進電機(jī)矩頻特性及精度、進給速度、力矩三者之間相互製約,性能的提高受到限製。所以,經濟型數控係(xì)統(tǒng)目前用於數(shù)控快走絲線切割(gē)及一些速度和精度要求不高的經濟型中走絲線切割機床,在普通快走絲機床的數控化改造中也得到廣泛的應用。
2.2 精密型數控係統
精密型數控係統包(bāo)括半閉環數控係統和全閉環數控係統(tǒng)。半閉環數控係統一般指機床的伺服電機的位置信號(光電編碼(mǎ)器)反饋到數控係統,係統能自動(dòng)進行位(wèi)置檢測和誤差比較,可對部分誤(wù)差(chà)進行補(bǔ)償控製,因此其控製精度比(bǐ)開環數(shù)控係(xì)統要高,但比全閉環的(de)數控係統(tǒng)要低。
全閉環數控(kòng)係統除包括機床的伺服電機的位置反饋外,還有機床工作台的位置檢測裝置(通常用光柵尺)的位置(zhì)信號反饋到係(xì)統,從而形成全部位置隨動控製,係統在加工過程中自(zì)動檢測並補償所有的位置誤差。
全閉環數控係統的加工精度是(shì)最(zuì)高的,但這種係統的調試、維修極其困難,而且係統的(de)價格很高,隻適用於中、高檔的數控機床上。
因為開環控製係統的價格比閉環控製係統要低得多,因此在選擇數控係統時,要考(kǎo)慮數控係統占整台數控機床的價格成本比例,然後根據機床的配置情況及機床本身的要求,中(zhōng)、低檔機床采(cǎi)用開環控製係統,中、高檔機床采用閉環控製(zhì)係統。
3、驅動單元的(de)選配
驅動單(dān)元包括驅動裝置和電機兩部分,對驅動(dòng)單(dān)元(yuán)的選(xuǎn)購主要在於驅動裝置(zhì)的選擇,因為電機是通用的部件(jiàn),性(xìng)能差(chà)別隻存在於(yú)不同的廠(chǎng)家和型號。
驅動電機主要可分為(wéi):反應式步進驅動電機、混合式(也(yě)稱永磁反應式)步進驅動電機和伺服(fú)驅動電機三大(dà)類。
反應式步進驅動電機的轉子無繞組,由被勵磁的(de)定子繞組產生反應力矩實現步進運行。混合式步進電機的轉子(zǐ)用永久磁鋼,由勵磁和永磁產(chǎn)生的(de)電磁力矩實現步進運行。步進電(diàn)機受脈衝的控製,通過改變通電的順序可(kě)改變電機的(de)旋轉方向,改變脈(mò)衝的頻率(lǜ)可改變電機的旋轉速度(dù)。步進電機有一定的步距精度,沒有累積誤差。但步進(jìn)電機的效率低,拖動負載的能力不大,脈衝當量不能太大,調速範圍不大。目前(qián)步進電機可分為兩(liǎng)相、三相(xiàng)、五相等幾種,常用的是(shì)五相步進電機。在過去很長一(yī)段(duàn)時間裏,步進電機占很大的市場,但目前(qián)正逐步為伺服電機所取代。
目前常用的伺服電機是交流伺服(fú)電機,在電機的軸端裝有光電編碼器(qì),通過檢測轉子角度用(yòng)以變頻控製。從最低轉速(sù)到最高轉速,伺服電機都能平滑運轉,轉矩(jǔ)波動小。伺服電機有較長的過載能力,有較小的轉(zhuǎn)動慣量(liàng)和(hé)大的堵(dǔ)轉轉矩。伺服電機有很小的啟動頻率,能很快從最低(dī)轉速(sù)加速(sù)到(dào)額定轉速。
采用交流伺服電機作為(wéi)驅動器件,可以和直流伺服電機一樣構成高精度,高性能的半閉(bì)環或閉環控製係統。由於交流伺服電機內(nèi)是無刷結構,幾乎不需維修,體(tǐ)積相對較小,有利(lì)於轉速(sù)和功率的提高。目前已經在很大範圍(wéi)內取(qǔ)代了直流伺服(fú)電機。采用高(gāo)速微處理(lǐ)器和專用數字信(xìn)號處理機(DSP)的全數字化交流伺服(fú)係統出現後,原來(lái)的硬件(jiàn)伺服控製變為軟件伺服控製,一(yī)些現代(dài)控製理(lǐ)論中的先(xiān)進算法得到實現,進而大大地提(tí)高了伺服係(xì)統(tǒng)的(de)性能,因(yīn)此伺服單元能(néng)較大的提高加工效(xiào)率及加工精度,但伺服驅動單(dān)元(yuán)的價格也較高。隨著伺服控製技術的逐步提高(gāo),目前伺(sì)服(fú)驅(qū)動單元正逐(zhú)步成為驅動單元的主(zhǔ)力軍,伺服驅動單元的價格(gé)也在逐步減低伺服驅動器有兩種。一種(zhǒng)采用脈衝控製(zhì)方式,此(cǐ)種驅動器與電(diàn)機閉環,但不反饋到(dào)數控係統,這種驅(qū)動(dòng)器在某種程度上可稱為(wéi)開環控製的伺服控製。另一種采用電壓控製方式(shì),通過電壓的高低進行電機的轉速(sù)控製,電機的反(fǎn)饋信號通過驅動器反饋到數控係統進行位(wèi)置控製。
選擇驅(qū)動單元時,也要考慮驅動單元的價格在整台數控機床中的比例(lì)。整台數控機床價格較低的(de)一(yī)般選擇步進驅動單元,而價格較高(gāo)的機床選擇伺(sì)服驅動單元。但選擇驅動單(dān)元的同時,也要考慮驅動單元與數控係(xì)統的匹配問題,選擇閉環控製係統時必須選擇閉環的伺服驅動單元。交流伺服係統在許多性能方麵都優於步進電機。但在一些要求不高的場合(hé)也經常用步進電(diàn)機來做執行電動(dòng)機。所以,在控製係統的(de)設計(jì)過程中要綜合考慮控製要(yào)求、成本(běn)等多(duō)方(fāng)麵(miàn)的因素,選用(yòng)適當的控製電機。
4、功能選擇(zé)
以上是根據數控係(xì)統的加(jiā)工精度進行考(kǎo)慮,除此以外(wài),還要從數(shù)控係統的功能選擇上考慮。
4.1 控(kòng)製軸
數控係(xì)統控製軸的數量也是選擇(zé)的關鍵。按控製軸的數量可分為兩軸聯動、四軸聯動、多軸(zhóu)聯動等。控製軸的數量越多,機床所能加工的形狀(zhuàng)越複雜,但其成本就越(yuè)高(gāo)。目前線切割割機床一般用兩個直線移動軸聯動(dòng),有錐度(dù)裝置的附加二個直線移動軸。高檔的係統則聯動的(de)軸更多,代表線切割機床製造業最高境界(jiè)的是五軸聯動數控係統,其中四個(gè)軸分別為XYUV直線移動軸,一個軸為Z軸作上下直線(xiàn)移動軸(zhóu),五軸聯動時可加工(gōng)出比較複雜的空間零件。當然這需要高檔的數控係統、伺服係統以及軟(ruǎn)件的支持,對機床的(de)要求也(yě)極(jí)高。
控製軸越多,數控係統的價格成幾(jǐ)何級(jí)數增長。因此,在選擇數控係(xì)統時,要根據機床本身的運動軸進行選擇,多餘的控製軸並不能提高(gāo)機床的控製(zhì)精度(dù),反而增加了數控(kòng)係統的成本。
4.2 圖(tú)形顯示
係統的圖形顯示功能,該功能用於模擬零件加(jiā)工過(guò)程,顯示真實刀具在工件上的切割路徑,可以選擇直角坐標係中的一個平麵(miàn),也可選擇不同視角(jiǎo)的三(sān)維立體,可以在加工的同時作實時的顯示,也(yě)可在機械鎖定的方式下作加工過程的快速描繪(huì),是一種檢驗零(líng)件加(jiā)工(gōng)程序,提高編程效率和實(shí)時監視的有效工具。
上述這類(lèi)問題在數控線切割 機床的功能配置時是經常遇到(dào)的,作為一個數控機床的(de)設計和銷售(shòu)人員以及投資購買者,都必須清楚了解數控係統的各種功能用途,根據機床的實際情況為用戶配置經濟合理(lǐ)、功能(néng)和價格比都比較(jiào)高的數控機床,減少不必要的浪費(fèi)。
")
- 覆(fù)蓋件模具數控加(jiā)工刀庫(kù)自動化應用
- 高速、高質、高效的精密齒輪製造之路——訪平湖市一鑫齒輪有限公司總經理(lǐ)金佳先生(shēng)
- 高速(sù)、高質與(yǔ)高效(xiào) :埃馬克助力一鑫齒輪夯實精密齒輪製造之路
- 伊斯(sī)卡將再次改變金屬切削的世界!
- 車削加(jiā)工,高效(xiào)迅(xùn)速
- 創(chuàng)新引領 共赴未來--——訪(fǎng)孚爾默(太倉)機械有限公司總經理 Bernd Kern 先生
- SINUMERIK ONE 提供眾多支持可持續發(fā)展(zhǎn)的功能
- 中國裝備 裝備中國(guó) 走向世界(jiè):新中國(guó)成立(lì) 75 年來,隨著國家經濟社(shè)會的
- HandySCAN 3D|MAX 係列(liè)全新增強(qiáng)規格(gé)
- 切削刀具行業(yè)的未來


- 機械(xiè)加工(gōng)過程圖示
- 判斷一台加工中心精(jīng)度(dù)的幾種辦法
- 中走絲線(xiàn)切割(gē)機床的發展趨勢
- 國產(chǎn)數控係統和數控(kòng)機床何去何(hé)從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是(shì)小作坊?
- 機械(xiè)行業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床加工刀具補償功能
- 車(chē)床鑽孔(kǒng)攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與(yǔ)螺旋銑孔(kǒng)加工工藝的區(qū)別

網友評論 >>查看更多評論
數控機床市場網友 (IP:) 2011-6-23
這個(gè)分析的很(hěn)詳細,還有(yǒu)圖表