
Y7520X1500螺紋(wén)磨床磨頭軸承改造方案(àn)
【摘要】 擬對絲杠車間精磨工段上海機床廠Y7520X1500螺紋磨床的主軸單(dān)元進行(háng)改造,磨頭部分利用滾動軸承裝配方式代替原有的滑動軸承(靜壓主軸),解決(jué)維修周期長、維(wéi)修困難(nán)、維修費用(yòng)高的缺點,同時能夠達(dá)到同樣的磨削(xuē)表麵質量。
一、設備原有砂輪磨頭單元結構簡介
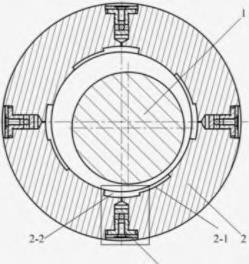
Y7520X1500螺(luó)紋磨床是上(shàng)海機(jī)床廠(chǎng)早期產品,其砂輪磨頭磨削單元(yuán)配置的(de)是靜壓主軸,采用(yòng)靜力(lì)潤滑的滑動軸承稱為靜壓軸承。主(zhǔ)軸(zhóu)單元裝的靜壓軸承(見圖1),主軸直徑(jìng)60mm。由外部的潤滑油泵提供壓力(lì)油(yóu)來形成壓力(lì)油膜(mó),以承受載荷。靜壓軸承的主要(yào)特點之一,是在完全靜止的狀態下,也能建立起承(chéng)載油膜,從而保證在啟動(dòng)階段摩擦副兩表麵也沒有(yǒu)直接接觸。因此,啟動采用靜(jìng)壓軸承的轉子(zǐ)時,必須先(xiān)啟動靜壓潤滑係統。利用壓力泵將壓力(lì)油泵入軸承和軸之間的微小間隙的滑動軸承(見圖2),當(dāng)油泵(bèng)開動後,待壓力油(yóu)進入軸承,各油腔達到規定的壓力時(0.8MPa左右),主軸才開始工作。啟動和運轉期間摩擦副均被壓力油膜隔開,滑動阻力僅來自流體粘性,摩擦因數小、工作壽(shòu)命長。靜壓軸承有(yǒu)"均化"誤差的作用(yòng),能減小製造中不確定性(xìng)產生的影響(xiǎng),摩擦副表麵上的壓力比較均(jun1)勻,軸承的可靠性和壽命(mìng)較高,但缺點是(shì):維修(xiū)周期(qī)長、維修困難、維修費用(yòng)高。該(gāi)設備也(yě)是因為年代已久,偶爾出現主(zhǔ)軸“抱死”現象,主軸也受過(guò)傷,磨削表麵質量(liàng)很差,振紋(wén)嚴重。隨(suí)著公司的發展要求,靜壓主軸不能適應生產保障需要。
二(èr)、Y7520X1500螺紋磨床磨頭靜壓軸
承改滾動軸承簡介
目前市場上主流螺紋磨床如上海機床廠有限(xiàn)公司、三井精機、MATRIX等螺紋磨床(chuáng)的砂輪磨頭磨削單元均采用滾動軸(zhóu)承結構(gòu)形式。基於上述機床在實際(jì)使用過程中的表現來看,滾動軸承結構形(xíng)式(shì)的主軸磨削的表麵質量良好,同時主軸維護(hù)保障及時性也能得到極大的(de)提升。基於上述情況,實際測繪(huì)Y7520X1500螺紋磨(mó)床磨頭的結構尺寸,選擇合適的滾動軸承設計滾動磨(mó)頭。
采用滾動軸承(chéng)結構製造出的滾(gǔn)動磨頭與靜壓磨頭相比,滾動磨(mó)頭具有下(xià)列優點:
(1)應用設計簡單,產品已標準(zhǔn)化,並由專業生產廠家進行大批量生產,具有優良的互換性和通用性。
(2)起動摩擦力矩低,功率損耗小,滾動軸承效率高(0.98~0.99)。
(3)負荷、轉速和(hé)工作溫度的適(shì)應範圍寬,工況條(tiáo)件的少量變化對軸承性能影響不大。
(4)大多(duō)數(shù)類型的軸承能同時承受(shòu)徑(jìng)向和軸向載荷,軸向尺寸較小。
(5)易於潤滑、維護及保養。結(jié)合上麵(miàn)優點,隨著這(zhè)幾年滾動軸承精度的不斷提高,有必要對其軸承方式進行改造,以提高工廠生產效率和減(jiǎn)小維修成本。
三、Y7520X1500螺紋磨床磨頭靜壓軸
承改滾動軸承改造方案
1.磨頭結構的選擇
滾動軸承結構形式的主軸(磨頭)在機床上有較為廣泛的應用,比(bǐ)如數控車、加工中心等機床主(zhǔ)軸支(zhī)承(chéng)根據主軸部件的轉(zhuǎn)速、承載能力及回(huí)轉精度等要求的(de)不同而采用不同(tóng)種類的軸承。在各種類型的軸承(chéng)中,以滾動軸承的使用最為普遍(biàn),而磨床主軸滾動軸承(chéng)的常見配置形式如下幾種:
第一種,如圖1所示,前支(zhī)承(chéng)采用雙列短圓柱滾子軸承和60°角接觸球軸承組合,承受徑向載荷(hé)和軸向載荷,後支承采用成對角接觸(chù)球軸承,這種配置可提高主軸的綜合剛度,滿足(zú)強力切削的要求,普(pǔ)遍應用於各類數控機床,
隻(zhī)是在精度上麵弱一點。
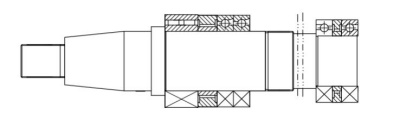
圖(tú)1
第(dì)二種,如圖2所(suǒ)示,前軸承采用角接觸球軸承(chéng),由2~4個軸承組成一套,背靠背安裝,承受徑向載荷和軸向載荷,後支承采用雙列短圓柱滾子軸承,這種配置適用於高速、重載的主軸部件。
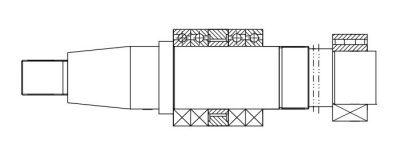
圖2
第三種,如圖3所示,前後支承均采用成對角接觸球軸承,以承受徑向載荷和軸向載荷,這種配置適用於高速、輕載和精密的(de)數控機(jī)床主軸。
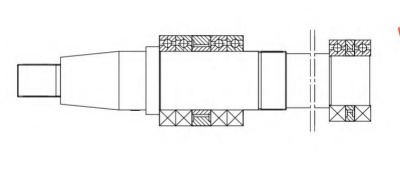
圖3
根據螺紋磨床磨頭高精密、輕載、高速的使用需求,我們選擇了第三種的軸承配(pèi)置方案。在第三種結構上(shàng)進行優化,考慮到螺紋磨床屬於成型磨削,在磨頭(tóu)軸串和(hé)徑跳要求都很高,基本上磨頭徑跳0.002mm以內,軸串為0.最終選擇結構為前4後2的結構形式。前麵4隻萬能配對的(de)角接觸球軸承(chéng)(見圖4),後麵2隻萬能配對的角接觸球軸承支持形式(見圖5)。


圖4 圖5
2.磨頭結構中配置形式中的預緊問題
螺紋磨磨頭要求運行順(shùn)暢,同時還要保障(zhàng)良好(hǎo)的精度(dù),這就要(yào)求在滾動軸承安裝過(guò)程中(zhōng)掌握好預緊的問題。使滾動體與(yǔ)套圈滾道處於適當的預壓緊狀態,稱為滾動(dòng)軸承的(de)預緊。軸承預緊的目的是為了提高運(yùn)轉中的轉動精度和支承剛度,減小振動和噪聲,並且減輕由於慣性轉矩等因(yīn)素所引起的軸承滾動體相對於軸承內、外套滾(gǔn)道的相對滑動。角接觸軸承及對旋轉精度和剛度有(yǒu)較高要求的軸係通常都(dōu)采用預緊方法(fǎ)。對主軸滾(gǔn)動軸承進行預緊和合理選擇預緊量,可以提高(gāo)主軸部件的回轉精度、剛度和抗(kàng)振性。
在磨頭裝配後可以通過單(dān)手盤動主軸的方(fāng)式來判斷預緊力是否合適,在(zài)其他螺紋磨床(chuáng)的滾(gǔn)動磨頭(tóu)經驗(yàn)來看,通常是8~10轉參考預緊力。注意預(yù)緊力過大會(huì)使磨頭溫升異常,降低磨頭(tóu)使用壽命,同時磨削表麵質量也得不到保證。
3.軸承的選型
根據螺(luó)紋磨床磨頭的高精(jīng)度和高速的(de)工況需求,考慮市場上(shàng)的主軸軸承。主軸軸承是由實體內圈、外(wài)圈、球、以及(jí)實體窗式保持(chí)架組成的單列角接觸球軸承。主軸(zhóu)軸(zhóu)承不可拆(chāi)分,主軸軸承的公差範(fàn)圍非常小,非常適合於高導向精度(dù)和高速工況下的軸承布置。在接觸(chù)角方麵,考慮承載(zǎi)屬於輕型承(chéng)載,故主軸軸承的接觸角=15°(後(hòu)綴C)。
在基於原有主軸尺寸情況(kuàng)下,主要考慮磨頭需要克服(fú)的磨削力,其他如冷卻(què)油阻力、螺旋角造成的阻力(lì)等可以忽略(luè)。考慮該機床的加工範圍,絲杠直徑20~80mm,球徑15.875mm以內(砂輪使用16mm)。磨削(xuē)砂輪線速度(dù)(工藝要求)不小於30m/s;絲杠材料為Gr15,淬火硬度60~62HCR,現將絲杠加工時的磨削力計算如下(參考外圓磨普(pǔ)通砂輪):
(1)磨削力的計算
Fn=k*Ft=k*UC*a e*V w*b/V s
其中:
K=4(淬火工件);
Uc=比磨削能60J/mm3;
a e=磨削(xuē)深度:最大0.08mm;
V w=進給(gěi)最大(dà)速度83mm/s(絲杠(gàng)外圓線速度(dù));
b=砂輪最大接觸寬度16mm;
V s=磨削線速度30m/s;
計算得到(dào):Fn=849.9N
考(kǎo)慮到絲杠的雙R且偏心如圖6所示,需將近似(sì)圓弧轉換到直線截型計算(suàn),從(cóng)圖中砂輪半圓下方15°,從而近似計算磨削力為:
Fn’=Fn*π*R/2R*(180-15*2)/180=1.3Fn=1104N
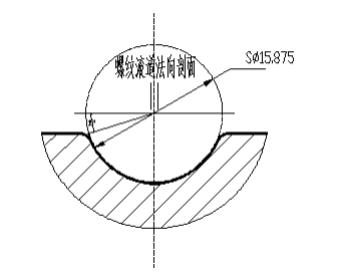
圖6
(2)磨頭主軸軸承(chéng)轉速計算
螺紋磨磨削使用的新砂輪外徑500mm,最小(xiǎo)使用到350mm,滿足砂輪線速度恒定30m/s的要求(qiú),則(zé)以(yǐ)最小砂輪直徑350mm計算主軸轉速,轉(zhuǎn)速計算公式:主軸轉(zhuǎn)速n=切削線速度V s /(3.14*砂(shā)輪(lún)直徑)*60=1637r/min
(3)軸承型號確定
考慮到原(yuán)有主軸的剛性滿(mǎn)足度,仍(réng)然保持原有主軸的直徑60mm不變,在此基礎上設計(jì)磨頭結構,綜合考慮軸承的裝配工藝性,確定前(qián)端2組B7012-C-T-P4S-UL(4隻)後端1組B7010-C-T-P4S-UL(2隻)。
4.磨頭設計與製(zhì)造
(1)測(cè)繪原有磨頭殼體尺(chǐ)寸,整體考慮布局設計磨頭,裝配圖如圖7所示。
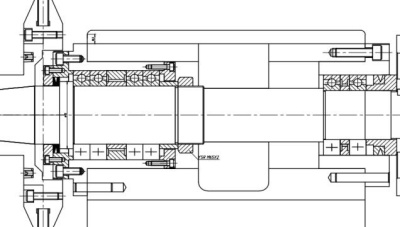
圖7
(2)磨頭主軸的設計與製(zhì)造
①磨頭主軸設計:磨頭主軸(圖7)是本次改造項目的最(zuì)關鍵零件,特(tè)別(bié)是主軸的材料(liào)選擇和工藝,對項目的成(chéng)功起到決定性作用。
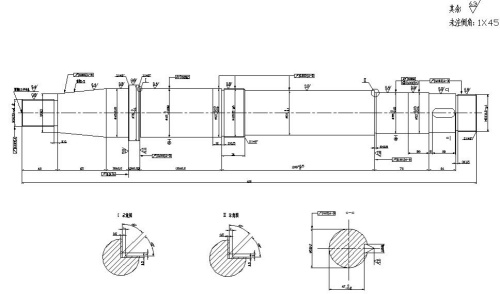
圖(tú)8
②主軸(zhóu)材料及工藝:基(jī)於(yú)考慮該主軸有很高的(de)心部強度、優良(liáng)的耐疲勞性能、畸變量小(xiǎo),同(tóng)時表麵有很高的硬度,避(bì)免裝配和(hé)使用過程中與軸承磨損,選擇38CrMoAlA材料。38CrMoAL是高級氮化鋼,是在(zài)普通碳素鋼基(jī)礎上,在一(yī)定溫度下一定介質(zhì)中使氮原子滲入工件表層,使其獲得高耐磨性、高疲勞強(qiáng)度、高強度(dù)、耐(nài)腐蝕、耐高溫等特性。
工藝路線:鍛造 → 正(zhèng)火 → 粗車 → 調質處理(lǐ) → 精加工(銑(xǐ)床、鉗等) → 高頻淬火(滲氮淬(cuì)火) → 精磨,其中錐度1∶5與錐規套配磨作色檢查、其接觸(chù)麵不得小於85%、且大端先接觸。
(3)磨頭主軸及其(qí)軸(zhóu)承的安裝
利用原有的鑄件殼體進行改造加(jiā)工(gōng),製做前後軸承安裝法蘭、壓(yā)蓋(gài)等,完成安裝。主軸軸承壽命短或過早的喪失精度,在相當大的程度上是由於沒有嚴格按照主軸軸承使用要求進行安裝。軸承安裝注意事項:
①安裝前必須要清洗(xǐ)軸(zhóu)承,清洗幹淨後再塗上幹淨優質或耐高速高溫的潤滑脂。
②在主軸軸承安裝內圈時,一般都由軸肩在一麵固定軸承的位置,而另一麵則用螺母、止動墊圈(quān)或彈簧檔圈等固定,所以在預緊力方麵一定要控製,使用力矩扳手進(jìn)行預緊。
③軸承的安(ān)裝(zhuāng)最好用冷裝法,即(jí)將主軸放冰箱冷凍後裝上軸承,避免了敲擊(jī)引起的軸承精度喪失(shī)。同時注意裝配時主軸冷凝水的處理,避免主(zhǔ)軸、軸(zhóu)承生鏽。
④裝配後,主軸的徑跳0.002mm以內,軸(zhóu)向竄動:0.000mm,間隙0.001mm,完全(quán)滿足(zú)生產工藝要求,且試轉(zhuǎn)後溫升不超過(guò)38 oC。
5.軸承承載力和轉速的校核
軸(zhóu)承的承載力往往體現在(zài)軸承壽命方麵,在此結構(gòu)基礎上驗證(zhèng)軸承壽(shòu)命。
Lh=106/60*n*(f 1*C/P)ε
Lh=基本額定壽命(h)
n=主(zhǔ)軸(zhóu)工作轉速(1637r/min)
f 1=溫度係數,工作溫度小(xiǎo)於120℃,取1
C=基本額定動載荷,查(chá)表(biǎo)為62.1X2=124.2KN
P=當量動載荷(hé),考慮砂輪主軸與主軸軸承的力矩關係
(65/2+30+15+72)*Fn’=P*72可得P=2292N
ε=壽命指數,球軸承取3
綜合上數據(jù)計算軸承L h=27131小時≈3年,滿足使用要(yào)求。
在油(yóu)脂潤滑方式下(xià),查得極限轉速3800r/min,滿足最大工作轉速要求。
四、改造效果
該設備經過改造(zào)後,使(shǐ)用和維護成本大幅降低,維修要求也降低不(bú)少(shǎo),本單位維(wéi)修鉗工就能完成更換軸承,維修效率高。由於該項改造滾動軸承的支撐力強,整個磨(mó)頭主軸剛性(xìng)增強,可(kě)以進行大吃刀磨削,且沒(méi)有出現磨削表麵振紋現象,經過檢測磨削滾道表麵光潔度不低於Ra0.4。
五(wǔ)、小(xiǎo)結
這幾年隨著滾動功能(néng)部(bù)件行業的發展,現在角接(jiē)觸球軸承(chéng)的製造精度也越來越高,無論它(tā)的工作精度和自身的剛性都能滿足(zú)精密和超精密(mì)加工了,以前的(de)滑動軸承存(cún)在使(shǐ)用環境要求高、維修困難(nán)、維修成本(běn)高(gāo)、精度喪失(shī)難恢複等缺(quē)點(diǎn),應漸漸讓滾動軸承替代。以後我們計劃把單(dān)位裏麵的老舊的靜壓主軸逐(zhú)步改(gǎi)造為滾(gǔn)動軸承形式,不斷提升企業自身設備改造能力。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
- target=_blank>數控技(jì)術在現代機械(xiè)加工中的應用
- target=_blank>HT665 車銑複合加工中心刀庫常見故障與維保方案
- target=_blank>施耐德 RFID 在汽車裝配線上的應用
- target=_blank>軋輥磨床數控化改造與應用
- target=_blank> 盤銑刀銑削過程中刀具(jù)磨損研(yán)究
名企推薦







業界視點
| 更多

行業數據
| 更(gèng)多
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判斷(duàn)一台加工中心精(jīng)度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國產(chǎn)數控係(xì)統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小(xiǎo)作坊(fāng)?
- 機械(xiè)行業最新自殺性(xìng)營(yíng)銷(xiāo),害人害(hài)己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂(dǒng)數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別