
HT665 車銑複合加工中心刀(dāo)庫常見故障與維保方案
EMCO HYPERTURN 665MC 車銑複合中心是一種將車削、銑削、鑽(zuàn)削、鏜削、磨削(xuē)等功能集於一身的複合型多功能數控機床,是專為滿足高精(jīng)度、高效(xiào)率要求而設計(jì)和(hé)製造的超高性能加工設備。因此,對操作人員的(de)要求進一步提高,不僅要求操作人員會操作機床,同時還要學會(huì)編程以及常見故障處理。刀庫是 EMCOHYPERTURN 665MC 車銑複合加工中心(以下簡稱 “665MC 車銑複合加工中心”)的重要組成部(bù)分,在複雜的高精尖端零件加工(gōng)過程中,運(yùn)用刀具的種類複雜且(qiě)繁多(duō),刀具調(diào)用頻(pín)繁,刀庫不僅提高了零件的(de)加工效率,也避免了人為換錯刀出現零件報廢甚至造成事故的情(qíng)況。本文以665MC 車銑複合加工中心為例,對刀庫常見(jiàn)故障進行分析闡(chǎn)述,並提出行之有效的維保方案,為相關研究提供依據。
1.常見刀庫分(fèn)類(lèi)
刀庫種類(lèi)繁多,常用刀(dāo)庫主要分為以下(xià) 3 類:鬥笠式(shì)刀庫(見圖 1),圓盤式刀庫(見圖 2、圖3),鏈條(tiáo)式刀庫(kù)(見圖 4)。

圖 1 鬥笠式刀庫(kù) 圖 2 圓盤式刀庫

圖 3 圓盤式刀庫(kù) 圖 4 鏈條式刀庫
1.1 鬥笠式刀庫
鬥笠式刀庫性(xìng)價比高、結構簡單、維護使用方便,但存放的刀具較(jiào)少,適用於小批量生產,一般用於經濟型加工中心。在換刀工作過程中整個刀(dāo)庫向(xiàng)主軸(zhóu)移動,主軸刀具進入(rù)刀庫卡槽時,用氣動原理,主軸內部(bù)鬆刀機構打開推杆推出拉釘,主軸向上移動,刀具脫離(lí)。刀庫轉動到所需要的刀具時,主(zhǔ)軸向(xiàng)下移動,主軸內(nèi)部推杆拉緊拉釘,刀具裝入主軸(zhóu)內,刀(dāo)庫退回,換刀速度較圓盤式刀庫、鏈條式刀庫慢,且刀具長期(qī)放置(zhì)在(zài)鬥笠式刀(dāo)庫裏(lǐ),由於錐柄配合部分裸漏在外、無(wú)保護,錐柄部分很容易黏上切屑、切削液、灰塵等髒物,直接影響刀具的(de)重複安裝精度,從而影響零件(jiàn)的定位精度和加工精度。
1.2 圓盤式(shì)刀庫
圓盤式(shì)刀庫換刀過程(chéng)主要通過機械手進行,又被(bèi)稱為(wéi)機械手刀庫或刀臂式刀庫,有時(shí)也(yě)叫盤式刀庫(kù),具有換刀速度快的特點,與鬥笠式刀庫圖 1 鬥笠式刀庫 圖 2 圓盤(pán)式刀庫 相比機構(gòu)複雜、造價較高、刀庫容量稍大,一般用於標(biāo)準(zhǔn)立式加工(gōng)中心。使用(yòng)過程中要注意裝載刀具不能超過刀庫的承受極限,防止甩刀事故發生 ; 刀具長度(dù)不能超(chāo)過刀庫設定極限,防止和其他刀具(jù)發生幹涉造成損壞。該刀庫(kù)的(de)主要工作原(yuán)理是 : 刀庫將刀具運轉至相應刀號(hào),推杆把(bǎ)刀具垂直推出(chū)與主軸平行,同步主軸下降或(huò)上升至機械手抓刀(dāo)位置,機械手同步從(cóng)刀庫和主軸向下取刀,機械手旋(xuán)轉 180°把刀具(jù)同步向上(shàng)送入刀庫和主軸,刀庫推杆收回,刀具由垂直恢複至與刀庫主軸平行放置。
1.3 鏈(liàn)條式刀庫
鏈條式(shì)刀庫的主要特點是 : 結構緊(jǐn)湊(còu),刀庫容量大(dà),鏈條的(de)形狀可(kě)根據機床的格局製成相適應的的各種形(xíng)狀,且刀庫數量(liàng)可以根據加工或者機床的需要對鏈條長度進行增減,但不影響換刀速度(dù)。鏈條式刀庫采用機械手換刀,換(huàn)刀速度快,刀具保護性好,但價格較(jiào)昂貴,一般在(zài)較高端的機床上配備(bèi)。
2 .665MC車銑複合加工中心自動換刀係統(tǒng)的組成
665MC 車銑複合加工中(zhōng)心的換刀係統,主要包括自動換刀裝置(zhì)(機(jī)械手)和控製(zhì)係統(tǒng)兩大部分。665MC 車銑複(fù)合加工中心采用的是鏈式刀庫,換刀的主要步驟是 : 刀(dāo)庫將刀具運轉至相應(yīng)刀號,主刀(dāo)塔旋轉 90°使機械手與主軸、刀座軸(zhóu)線平行,液壓缸完成沿主軸軸線和刀庫刀座軸線上的拔刀動作(zuò),隨後沿自身軸線旋轉(zhuǎn) 180°,使兩把刀交(jiāo)換位置,再次(cì)前移把即將(jiāng)使用的刀插入主軸,將使(shǐ)用過的刀歸還刀庫,恢複初始位置,完成換刀步驟。實(shí)現自動換刀需(xū)給定換(huàn)刀指令,如(rú)M06 T01D01 通過 CNC 係統命令 PLC 工作。在接(jiē)收到程序指令後,PLC 根據控製與檢測原件反饋的信息,轉動刀庫(kù)選擇刀具,液壓係統控製機械手臂完成換刀動作。
3. 665MC車銑複(fù)合加工中心換刀時刀庫及機械手常見故障
刀庫及機械手換刀裝置在頻繁(fán)使用過(guò)程(chéng)中,由於諸多因素的影響可能出現各種故障,嚴重影響(xiǎng)零件的加工效率。
3.1 刀庫不(bú)轉
665MC 車銑複合加工中心刀庫為鏈式刀(dāo)庫,驅動主要靠(kào)電機帶動鏈輪,鏈(liàn)輪再帶動鏈條使鏈條上的刀座進行運動。如果輸入換刀指令或按下換(huàn)刀按鍵(jiàn),機(jī)械手有動(dòng)作而刀庫不運動(dòng),應從以下幾方麵(miàn)排查故障 : ①接電動機主軸與鏈輪軸的聯軸器(qì)是否有(yǒu)鬆動,如果有(yǒu)鬆動(dòng)應緊固(gù)聯軸器(qì),磨損嚴重的情況下更換(huàn)聯軸器。②刀庫電機是否能正常工作,如損壞需及時維修或更換。③電(diàn)信號是否能正常穩定的輸入,電壓是否(fǒu)過低,變頻器、繼電器(qì)等裝置是否工作,信號燈是(shì)否正常(cháng)。如不正常需及時維修或更換電器元件(由於電器原件較(jiào)複雜,原則上(shàng)以更換為主)。④電網電壓(yā)過低,以前(qián)電壓不穩定時會出現刀庫不轉或轉(zhuǎn)動緩慢的情況,現在隨(suí)著國家電力(lì)係統的完善(shàn),此類情況很少見,應保證電網電壓在 380V,最少不低於 370 V。
3.2 刀庫正常轉動但定位不準
產生這種情況,首先可以排除電信(xìn)號或者電氣(qì)係統產生的(de)故障,重點排查以下幾種故(gù)障 : ①刀庫電(diàn)動機轉動故障。主要存在(zài)於電動(dòng)機輸出的轉角上,需要(yào)重新設定維修。②傳動機構誤差,主要需要定期檢(jiǎn)查刀庫(kù)的(de)傳動,包括重複定位精度、雙向來回換刀定位精(jīng)度等。當刀庫傳動(dòng)精度超出偏差時,需(xū)要及時檢修。③刀庫電機製動係統故障,需要及時(shí)調(diào)整(zhěng)製動器螺釘。
3.3 刀庫監測係統報警或刀庫不運行
產生這種情況要依次排除以(yǐ)下幾種(zhǒng)故障 : ①刀(dāo)庫門未關閉或未關緊(見圖 5),此時關緊刀庫門讓(ràng)檢測(cè)機構檢測到刀庫門已關好。②推刀杆(gǎn)未複位(見圖 6),當利用推刀杆(gǎn)拆卸刀具後,沒有把推刀杆(gǎn)拉回原來位置而產生報警,此時把推刀杆恢複到原來位置即可(見圖 7,推杆(gǎn)指示燈亮起說明推杆已複(fù)位)。③換刀(dāo)模式選錯或換刀(dāo)指令錯誤,需仔細檢查操作過(guò)程。④通道(dào)選錯,本應選擇通道 1 卻選成了通道 2,需切換通道。
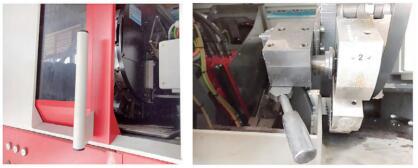
圖 5 刀庫門未關閉 圖 6 推杆(gǎn)未複位

圖 7 推杆複位
3.4 機(jī)械手(shǒu)故障
機械手常見故障(zhàng)有以下幾種 : ①機械手臂(bì)抓空,機械手(shǒu)不到位。產生這種情況可能是出現了換刀中斷,或是機(jī)械手長時(shí)間累計(jì)誤差(chà)所致,此(cǐ)時可以(yǐ)通過(guò)機械方式解決。在刀庫頂部有 1 個凸(tū)輪機構(gòu),通過插入內六角扳手旋轉凸輪機構轉動機械手(shǒu)臂,使機械手臂複位,檢測信號燈由紅色變為綠色證明(míng)旋轉到位。②機械手掉刀。主(zhǔ)要檢查機械手臂鎖(suǒ)緊機構是否有鬆動,如果有鬆動需進行調整,然後考慮刀具是否過重,超過(guò)了機械手最大夾持重量。③機械手卡爪夾刀後不鬆刀,可能是因為鎖緊機構過緊,需(xū)調鬆。④機械手運動過慢,此時需要檢測氣動係統的壓力和流速(sù),是否有泄漏,通過聽主軸換刀機構的氣壓聲音可以判(pàn)斷是否正常。
3.5 上刀塔鬆刀故障
上刀塔主軸(zhóu)鬆刀故障也比較常見(jiàn),主(zhǔ)要表現(xiàn)在機械手抓(zhuā)取主軸刀具時主軸不鬆刀,或者機械手裝刀時主軸不拉刀(dāo)。可能出現的故障原因及解(jiě)決方法如下(xià) : ①主軸未接收到鬆(sōng)刀信號。需要檢查感應開關是否正常,不正(zhèng)常情況下需要更換。②檢查液(yè)動電磁閥(fá)液壓回路是否正常、有無滲漏等現象,如果有需及時更換。③頂杆是否彎曲變形,鎖緊機構是否(fǒu)能正(zhèng)常工作,彈(dàn)簧卡頭的彈力是否在合格(gé)範圍內。此類問題屬於(yú)機械故障,比(bǐ)較直觀,便於維(wéi)修(xiū)或更換。④氣壓不夠,主軸管壁太髒(zāng)太粘稠,需要調整氣壓,清潔主軸。
3.6 刀庫亂刀故障(zhàng)
665MC 車銑(xǐ)複合加工中(zhōng)心下刀塔是 12 刀位標(biāo)準 VDI30 的車削(xuē)中心刀塔,一般不會出現亂刀(dāo),上刀塔隻有 1 把刀,配備刀庫為鏈式刀庫。所以,在換刀過(guò)程中遇到突然斷電(diàn)或者突(tū)然中斷就可能出現亂刀現象(刀庫換刀位置與係統刀(dāo)號不一致,或者主軸上刀具與係統刀號不一致)。此時應采取以下辦法解除故障 : ①重啟機床,刀(dāo)架、刀庫回零 ; ②在係統數據(jù)寄存器中更改刀具(jù)數(shù)據。
4. 665MC 車(chē)銑複合加工(gōng)中心刀庫的維保方案
刀庫是機械零(líng)件加工中使用(yòng)非(fēi)常頻繁的一個裝(zhuāng)置,在提高生產效率的(de)同時,故障率也不低,可(kě)以說機床的一半故障可能出在刀(dāo)庫上,所以刀庫(kù)和機械手的維護與保養顯得尤為重要。在刀庫的維護保養過程中(zhōng)要做到以下幾點 : ①根據刀庫容(róng)量與規格選擇刀具,嚴禁把超長、超重的刀(dāo)具放入(rù)刀庫,防止刀具相互幹涉或掉刀。②刀庫裝刀時,盡量通過(guò)主軸和機械手進行刀(dāo)具入庫,防止刀(dāo)庫亂(luàn)刀,如果要在刀庫直接裝刀則需要仔細查,避免刀庫上的刀和係統刀號不對應造成事故 ; 裝刀(dāo)時要(yào)把刀(dāo)具(jù)安裝到位,並檢查鎖緊裝置是否牢固可靠,避(bì)免甩刀現象。③開機前檢查刀庫是否正常,回零後檢查零位是(shì)否正確。④刀庫清潔時盡量用吸塵(chén)器,少(shǎo)用氣槍(qiāng),防止鐵屑吹進(jìn)機械、電器元件內造成故障。保持刀具刀柄及刀座清潔,防止生鏽。⑤開機時,機械手、上刀塔回零後需空運行、試換刀。檢查各電器、機械元件是否正常(cháng),一旦發現不正(zhèng)常要及時(shí)處理。
5. 結語
665MC 車銑複合(hé)加工中心是世界上最先進的車銑複合(hé)加工中心之一,其中,上下刀塔是(shì)使用最頻繁的兩部分,也是車銑複合加工中心(xīn)最(zuì)關鍵的組成部(bù)分,其產生的(de)故障直接影響零件的加工效率(lǜ)和(hé)機床的使用效率。本文主要通過分析刀庫、機械手等電器、機械部件在使用期間易(yì)出現的故障,常(cháng)見的(de)故障形式,提出解決故障的措施並開展(zhǎn)深入探索與研究,為保證車銑複合加工中心刀庫的正常運(yùn)行提供(gòng)參考(kǎo),並為相關研究提供一定的實踐依據。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
- target=_blank>施(shī)耐德 RFID 在(zài)汽車裝配線上的應用
- target=_blank>軋輥磨床數控化改造與應用
- target=_blank> 盤銑刀銑削過程(chéng)中刀具磨(mó)損研究
- target=_blank>刀具潤滑方式對高速切削加工的影響與優化
- target=_blank>加工(gōng)中心主軸鬆拉刀功能的(de)優化(huà)控製
名企推薦







