
提高刀(dāo)具抗磨損力的(de)幾個實用技巧
2017-12-26
作者:佛戈工業在線
銑刀產生的原因
造成銑刀磨損的原因比較複雜,但大體上或主要(yào)可以分成兩類:
(1)機械磨(mó)損:由切屑與刀具前刀麵、工件加工(gōng)表(biǎo)麵的彈性變形與刀(dāo)具後刀麵(miàn)之(zhī)間的劇(jù)烈摩擦而引起的磨損,稱為機械磨損。
在切削溫(wēn)度(dù)不太高時,由這種摩擦引起的機械擦傷(shāng)是刀具磨損的主要原因。
(2)熱磨損:切削(xuē)時,由於金屬的劇烈塑性變形和摩(mó)擦所產生的切削(xuē)熱(rè),使刀刃的硬度降低而失去切削(xuē)性能所引起的磨損(sǔn),稱為熱磨損。
除了上述(shù)兩種磨損外(wài),還有以下幾種磨損:
高溫(wēn)高壓下,刀具與工件材料間(jiān)會出現粘結現象,並有一部分刀(dāo)具材料被(bèi)切屑帶走,使刀具產生粘結磨損(sǔn)。
在更高(gāo)的溫度下,刀具材料中(zhōng)的某些元素(如鎢、鈷、鈦等)將向工(gōng)件材料(liào)內(nèi)擴散,從而使刀具切削部分表層的化學成分改變,也降低了(le)刀具強度和耐(nài)磨性(xìng),使刀具產生擴散磨損。
對於高速鋼刀(dāo)具,在較高的切削溫度下,刀具表層的金(jīn)相組(zǔ)織會發(fā)生變化(huà),使(shǐ)硬度和耐(nài)磨性降低,將會出現相變磨損。銑刀的每個刀齒都是周期性(xìng)的間斷(duàn)切削,刀齒由空(kōng)程到進入切削,溫度的變化幅度很大,可以說每次進入切削都受(shòu)到一次熱衝擊。硬質合金刀具,在(zài)熱衝擊下,刀片內部會產生很大(dà)的應力,並引起(qǐ)開裂,造成刀(dāo)具熱裂磨損(sǔn)。由於銑刀是間斷地進行切削,所以切削溫度不像車(chē)削那樣(yàng)高,造(zào)成刀具磨損的主要原因一般是機械摩擦造成的機械磨損
判斷刀具磨損的方法
1、首先加工中(zhōng)判斷是否磨損,主要在切削(xuē)過程中,聽(tīng)聲音,突然加工途中刀具聲音(yīn)不(bú)是正常切削(xuē)了,當然(rán)這個需要經驗積累。
2、看加工,如(rú)果加工過程中,冒斷續的無規則火(huǒ)星,說(shuō)明刀具已經磨損,可根據(jù)刀(dāo)具(jù)平(píng)均(jun1)壽命及時換刀。
3、看鐵屑顏色,鐵屑顏色改變,說明加工溫度已經改變,可能是刀具磨損。
4、看鐵屑形狀,鐵屑兩側(cè)出現鋸齒狀,鐵屑不正常卷曲,鐵屑變得更細碎,明顯不(bú)是正常切削出來的感覺,證明刀具已經磨損。
5、看工件(jiàn)表麵,出現光亮痕跡,但粗(cū)糙度並和尺寸並(bìng)沒(méi)有大(dà)的變化,這其實也是刀具已經磨損。
6、聽聲音,加工震動加劇,刀具不(bú)快時候會產生(shēng)異響。這時要留意避免“紮刀”,造成工件報廢。
7、觀察機床負載,如有明顯增量變化(huà),說明刀具可能已經磨損(sǔn)。
8、刀具切(qiē)出時工件產生毛邊嚴重,粗糙度下降,工件尺寸變化等等明顯現象也是刀具磨損的判定標準。
總之一點,眼觀、耳聽、手摸,隻要能總結出一(yī)點都可以(yǐ)判斷出刀具是否磨損。
避免刀具磨損的方法
1、刃口磨損。
改進辦法:提高進給量;降低切削速度;使用更耐磨的刀片材質;使用塗層刀片。
2、崩碎(suì)。
改進辦法:使用韌性更好的材(cái)質;使用(yòng)刃口強化的刀片;檢查工(gōng)藝係統(tǒng)的剛性;加大主偏角。
3、熱變(biàn)形。
改進辦法(fǎ):降低切削速度;減少進給;減少(shǎo)切深;使用更具熱硬性的材質(zhì)。
4、切(qiē)深處破損。
改進辦(bàn)法:改變主偏角;刃口強化;更換刀(dāo)片(piàn)材質。
5、熱裂紋。
改進辦(bàn)法:正確使用冷(lěng)卻液;降低切削速度;減少進給;使用塗(tú)層刀片。
6、積屑。
改進辦法:提高切削速度(dù);提高進給;使用塗層刀片或金屬(shǔ)陶瓷刀片;使用冷卻液;使刃口更鋒利。
7、月牙窪磨損。
改進辦法:降低切削速度;降低進給;使用塗層刀片或金屬陶瓷刀片;使用冷卻液。
8、斷裂。
改進辦法:使(shǐ)用韌性更好的材質或槽型;減(jiǎn)少進(jìn)給;減少切深;檢查工藝係統的剛性。
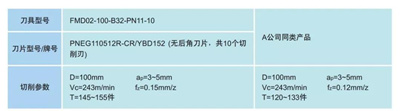
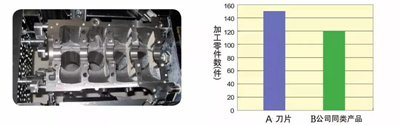
為此我們將兩款銑刀進行了(le)同一工件的對比,我(wǒ)們發現選擇合理的銑刀、及(jí)時(shí)判斷銑刀的磨損,不僅能有(yǒu)效提高加工(gōng)效率,還能降(jiàng)低加工成本。
【加(jiā)工案例(lì)數據分析】

備注:文章來自“佛戈工業在線”
聲明: 本博文僅係博主(zhǔ)個人(rén)看法,並不代表本(běn)網立場,請讀者(zhě)僅作參考(kǎo)並請自行核實相關內容
歡(huān)迎各位博主聯(lián)係本網編輯部,郵箱:skjcsc@vip.sina.com ,電(diàn)話:010-57729015
更(gèng)多相關信息
名(míng)企推薦







新聞資訊
| 更多
- 覆蓋件模具數控加工刀庫自動化應用
- 高速、高質、高效的精密齒輪製造之路——訪平湖市一鑫齒輪有限(xiàn)公司總經(jīng)理金佳先生
- 高速(sù)、高質與(yǔ)高效 :埃馬(mǎ)克助力(lì)一鑫齒輪夯實精密齒輪製造之路(lù)
- 伊斯卡將再次改變(biàn)金屬切削(xuē)的世界!
- 車削加工,高效迅速
- 創新引領 共赴未來--——訪孚爾默(mò)(太倉)機械有限公司總經理 Bernd Kern 先生(shēng)
- SINUMERIK ONE 提供眾(zhòng)多(duō)支持可持續發展的功能
- 中國裝備 裝備中國 走向世界:新中國成立 75 年來,隨著國(guó)家經濟(jì)社會的(de)
- HandySCAN 3D|MAX 係列全新(xīn)增強規格
- 切削刀具行業(yè)的未來
展(zhǎn) 會
| 更多


