
ZG45CrMo 大齒輪是(shì)磨機傳動裝置中的主要部件,大齒輪(lún)為"T"型結構,齒頂圓直徑(jìng)為7648mm,齒寬為610mm,重達20445kg。由(yóu)於結構尺寸大,為兩半把合結構, 母材為ZG45CrMo, 正(zhèng)火(huǒ)態,280~320HB,模(mó)數(shù)為30。該齒輪在使(shǐ)用過程中由於操作失誤,造成齒(chǐ)麵上有1 個深約55mm、寬約50mm 的溝需要修(xiū)補。大(dà)齒輪(lún)修補工(gōng)作難度很大,為圓滿完成修補工作,製訂了詳細的焊接修補方案(àn),采取修補(bǔ)全程質量跟蹤等措施,首例成功地(dì)修複了大齒輪,挽回(huí)了經濟損失,為同類大齒輪(lún)的修複提供(gòng)了寶貴經驗。
1 焊(hàn)接方法(fǎ)及材料
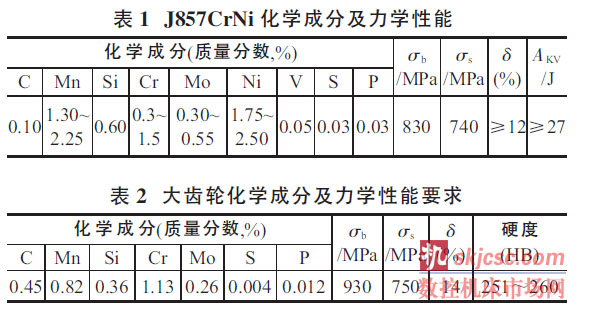
根據該大型齒輪的材料、結構特點(diǎn)、缺陷情況(kuàng)及焊補的拘束度等實際狀況, 決定采用焊條(tiáo)電弧焊方法。選擇焊接材料時,首先考慮錳的影響,錳是重要的淬透性元素, 對(duì)焊(hàn)縫金屬的韌性有很大影響。錳含(hán)量在1.5%附近時焊縫金屬有最好的韌性。鎳的作用與錳相似,較錳作用弱,與(yǔ)錳共存時,鎳更有利於針狀鐵素體的形成,先共析鐵素體減少,組織進一(yī)步細化,在低碳低硫含(hán)量(liàng)的條件下,鎳對提高金屬韌性是有利的。錳和鎳都能提高鋼材的(de)淬透性(xìng), 且隨著錳和鎳(niè)含量的增加,焊補金(jīn)屬的強度、硬度也隨之提高,當錳含量在1.5%左右、鎳含量在1.3 左右時韌性最好。因此,焊條選用J857CrNi,直徑為4.0mm。J857CrNi 的化學成分及性能如表1 所示,大齒輪(lún)化學(xué)成分(fèn)及力學性能(néng)要求如表2 所(suǒ)示。
2 焊補工藝方案(àn)
大齒輪修補難度大,為圓(yuán)滿完成修補工作,我們製訂了詳細的修補方(fāng)案, 如根據需焊補部位(wèi)的結構特點,有針對(duì)性的選擇(zé)預熱形式和方法,同時結合設備的精度製定詳細的焊接監控(kòng)措施, 又根據待修(xiū)複部位需焊補的大小采用(yòng)層間錘擊(jī)釋(shì)放應力和焊(hàn)後去應力退火等方案,有效的解決了施焊空(kōng)間深而窄小、預熱困難、焊縫質量(liàng)不易保(bǎo)證等難題。為確保修複質量,又製定了詳細的大齒輪修補過程質量跟(gēn)蹤卡(kǎ)。具體焊補工藝方案如下:
(1) 焊接位置采用立向上焊接, 焊接過程中整(zhěng)個(gè)大齒輪仍然(rán)兩半把(bǎ)合。
(2) 焊前焊條在400℃保溫1 h 烘幹,烘幹後裝入保溫筒(tǒng)通電保溫。焊接電流:130~180A, 電壓24~28V,焊道寬度小於12mm。 (3) 焊前用履帶式加熱片采用遠紅外預熱,輪緣內外麵、端麵(即待焊區域附近齒輪(lún)的寬度和厚度方向)都預熱,範圍約1.5m,其他部位全部包上保溫材料。預熱溫度400℃,保(bǎo)溫8h 後開(kāi)始焊接。
(4) 焊接時, 輪緣內麵(miàn)、上端麵繼續遠紅外加熱,下端麵增(zēng)設煤氣預(yù)熱裝置,焊接過程中不關閉,以保(bǎo)證焊接層間溫度不低於(yú)300℃。焊接(jiē)過程(chéng)中每(měi)一次(cì)起弧前(qián)都要測量層間溫(wēn)度, 必須保證(zhèng)300℃以上,否則停(tíng)止施焊加大(dà)煤氣繼續加熱到溫度。焊接過程連續進行, 焊(hàn)接規(guī)範統一化(huà)。焊接采用多層多道焊,短弧焊接,每道焊(hàn)縫寬(kuān)度(dù)小於15mm。除第一層和最後一層外(wài), 其餘焊道焊後用電動衝擊錘錘擊焊道(dào)。每焊1 層都用風槍擊打焊(hàn)縫至變形,以釋放焊接應力。錘擊焊縫的關鍵點在"每一層(céng)最後一道(dào)與上端斜坡(pō)口熔合的焊道",錘擊一定要細致均勻。清理幹淨焊渣,仔細觀察,保證肉眼看不到缺陷再(zài)進行下一層的焊接。相鄰兩焊層間(jiān)的錘擊方向要相反,然後繼續施焊。焊接過程中注意起弧(hú)和收弧,要填滿弧坑,且不允許在弧坑上再次起弧和收(shōu)弧。蓋麵層要高出母材2mm 以上。
(5) 焊接完成(chéng)後立即進(jìn)行遠紅外退火, 退火區(qū)域約(yuē)1.5m,退火溫(wēn)度(560±10)℃,保溫時間(jiān)8 h,升降溫速度≤40℃/h, 降(jiàng)至200℃以下打開遠(yuǎn)紅外和保溫材料空冷至室溫。然後打磨(mó)焊縫(féng)區域進行無損檢(jiǎn)測,對焊補區域層(céng)按GB/T1135B-1989《鋼焊縫手工超聲波探傷方法和探傷結果分級》的探傷標準進行超聲波探傷檢驗,一次焊補合格。
3 結語
該(gāi)大齒輪經(jīng)修複加工各項指標都符合(hé)要求,三(sān)年來(lái)使用至今工作情況良(liáng)好,用戶非常滿意。大齒輪首次成功修複, 為同類結(jié)構大齒輪的修複提供了寶貴經驗。
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








