
1 概述
錐齒輪傳動是(shì)用於相交軸之間運動(dòng)和動(dòng)力的傳動機構。目前錐齒輪加工通常在價格昂貴的專用機床上(刨齒機、傘齒機)采用展成刨齒加工法加工。
展成刨齒法每加工(gōng)一個齒,刨齒刀就要脫離"齧合"反向對滾,同時間歇做分齒(chǐ)運動,才能(néng)進人下一個輪齒的(de)加工。也就是說要一個輪齒(chǐ)一(yī)個輪齒(間歇)地進行加工。
錐齒輪的加工相對於圓柱齒輪(lún)有較大的難度,由於錐齒輪加工(gōng)是逐齒進行的,且(qiě)每一輪齒加工時,都要進行分度操作,因(yīn)此其生產效率和加工精度都較低。本文介紹一種(zhǒng)新的錐齒(chǐ)輪加工方法---滾齒加工(gōng)法。其生產效率和加工(gōng)精度比現有的加工方法有(yǒu)所提(tí)高,可供科研及工程(chéng)技術人(rén)員(yuán)參(cān)考(kǎo)。
2 直齒錐(zhuī)齒輪滾齒加工原理
直齒錐齒輪的滾齒加工方法可借(jiè)鑒圓(yuán)柱齒輪的加工方法,利用齒輪滾刀加工錐齒(chǐ)輪。
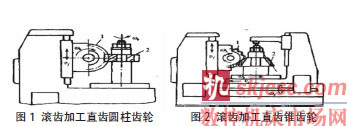
圖1 為滾齒機(jī)加工直齒圓柱(zhù)齒輪的切削原理圖。圖中1 為齒(chǐ)輪滾刀,2 為(wéi)被切齒(chǐ)輪,ωk 為齒輪(lún)滾刀的回轉速度,νf 為滾刀的垂直進給運動速度,ωh 為被切齒輪的回轉速度。ωk 和ωh 之間有固定的速(sù)比關係。
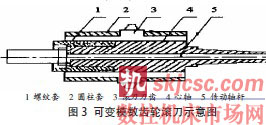
若直(zhí)齒圓柱(zhù)齒輪可以看作分錐(zhuī)角為0°的直齒錐齒輪,兩者的差別僅(jǐn)為分錐角δ及模數的(de)不同,隻要滾齒機(jī)也能(néng)附加一個"錐角",設計可變模數的滾刀就能進行錐齒(chǐ)輪的加工。由於直齒錐齒輪的分度圓錐(zhuī)線(xiàn)是一(yī)斜(xié)線,那麽(me)可通(tōng)過兩個直線坐標的變化,形成這條斜線。圖2 顯示了這種方法(fǎ)的運動情況,它是(shì)通(tōng)過滾刀(dāo)的垂直進給運動和被(bèi)切錐齒輪(lún)的水平進給運動的有機結合,形(xíng)成被切錐(zhuī)齒輪(lún)的錐角要求。
3 可變模數滾刀加工直齒錐齒輪的原理
將可變模數齒(chǐ)輪(lún)滾刀加工直齒錐(zhuī)齒輪的過程看(kàn)成(chéng)錐齒輪與齒距變化的齒條相齧合,在切齒過程中,將錐齒輪看成齒數相同、模數(shù)值從小(xiǎo)端m 小(最小值)到大端m 大(最大值)連續變化的(de)疊加齒輪(lún),模(mó)數不同(tóng),對應每一個垂直於軸線的截麵上齒輪的分度圓大小也是連續變(biàn)化的。設想有(yǒu)一把齒輪滾刀,其模(mó)數值也是連續變(biàn)化的(即齒距是可以連續變化的(de)),對應每一個截麵有一個可以相齧(niè)合的齒條,在滾齒加工中便可以連續分度,用(yòng)展成法(fǎ)加工(gōng)出錐齒(chǐ)輪。
4 可變模數齒輪滾刀的結構
可變模(mó)數齒輪(lún)滾刀亦(yì)可稱可變齒距齒輪滾刀,其結(jié)構特點是:安裝滾刀的心軸4 類似外花鍵套,以(yǐ)內孔和鍵槽與傳動軸(zhóu)杆5 配合,用以傳遞扭矩,外圓上有矩形槽,用來安裝滾刀刀齒3,並帶動滾刀刀齒3 旋轉;滾刀刀齒3 是單獨製成(chéng)的,具有一(yī)定(dìng)長度(dù)的齒形,其切削部分為直線齒形,齒高與(yǔ)被加工齒輪的大(dà)端模數成比例,齒厚與被加工齒輪的小端模數成比例。(見圖3)
5 滾刀(dāo)刀齒對應螺距(jù)的計(jì)算
現結合(hé)實際(jì),設計滾刀刀齒(chǐ)對應的螺距。例(lì)如:直齒錐齒(chǐ)輪,m 大=5, m 小=3,滾刀根據平移原理,相(xiàng)當於與齒輪相齧(niè)合的齒條刀齒連續不斷的沿軸線方向移動,由於齒條(tiáo)刀齒分布在齒距T=m 軸π的螺旋線上(shàng),則T 大=5π=15.7mm(指法向齒距,以下同), T 小=3π=9.42mm,現設計刀(dāo)齒數Z 刀=15 的滾刀對應的螺距滾切直齒錐齒輪時,滾刀沿錐齒輪軸線按一定速度做垂直進給運動,若將直齒錐齒輪分度圓錐(zhuī)麵展開可以看出,其分錐距與齒距成(chéng)線性關(guān)係,所以說隻要保證錐齒輪齒距增大(或減少)與垂直進給量成(chéng)比例(lì),加工的(de)直齒錐齒輪就是合格的(de)。刀具的垂直(zhí)進給量一旦選定,齒輪滾(gǔn)刀的螺紋套轉速就確定了。
為了(le)保證齒距的變化值恒定,將單頭滾刀的刀(dāo)齒在一個齒距長度上分成15 個獨立的刀齒。將齒(chǐ)距為T 的滾刀(dāo)沿分度圓展開,如(rú)圖4 所示,
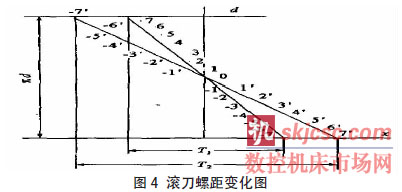
切削刃(rèn)同這(zhè)個(gè)麵的交點用(yòng)數字表示,由螺旋線開始中間刀齒用0 表示,位於它右邊的7 個齒用1,2,3...7 表示,左邊的7 個齒用-1,-2,-3,... -7 表示,坐標原點與0 點(中間刀齒)重合,其所示的切削刃的位置是齒距為T 小時開(kāi)始切削位置(位於錐齒輪小端),在切削過程中,切削刃沿軸向(X 向)不斷變化位置,到加工終了時(位於錐齒輪大端),切削刃占據了齒距為T 大的位置,圖(tú)中(zhōng)切削刃的終了位置用1',2',3'...7' 和-1',-2',-3'... -7' 表示。點1 位(wèi)移到1' 處移動的軸向距離用ΔX 表示,點2 位移到2' 處移動的(de)軸(zhóu)向距離為(wéi)2ΔX...,點7 移動了7ΔX,具有規(guī)律性,這種(zhǒng)規律性證明:為了保證滾刀切削刃由齒距為T 小的螺旋麵移到齒距為T 大的螺旋麵,螺(luó)紋套上的螺(luó)紋個數(shù)應為Z 刀(dāo)-1個,因中間刀齒位於原點位置不動,所以這個刀齒沒有(yǒu)螺紋,由第1 個(gè)刀齒到第7 個刀齒的螺距應分別增大(dà)1~7 倍(bèi)。在車削螺(luó)紋套上螺(luó)紋時,每段螺紋螺旋入口不可能都在理(lǐ)論位置,相當(dāng)於附加回轉;此外,螺紋套與刀齒旋合有傳動間隙,必須將螺紋套附加回轉某一角(jiǎo)度;而且在滾切過程中,無論從大端開始還是(shì)從小端開(kāi)始垂直進(jìn)給,產生的附加螺距實(shí)際值超出理論計算值也必須將(jiāng)螺紋(wén)套回轉某一(yī)角度。
結束語
本文探討了用可變模數滾(gǔn)刀加工直齒(chǐ)錐齒輪的思路,但是滾刀螺距的修(xiū)正係數要根據各企(qǐ)業的設備(bèi)、刀具、加工精度等因素進行調整(zhěng)。同時還須正確調整機床分度、垂直(zhí)進給、徑向進給、滾刀螺紋套回轉運動等5個(gè)運動的關係,分別求出他們的掛輪公式。根據機床、工件材料、刀具(jù)確(què)定合理的切削速度等(děng)綜合因素是保證滾齒加工錐齒輪成功的重要條件。
如果您有機床行業、企業(yè)相關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com








