
1 問題的提出
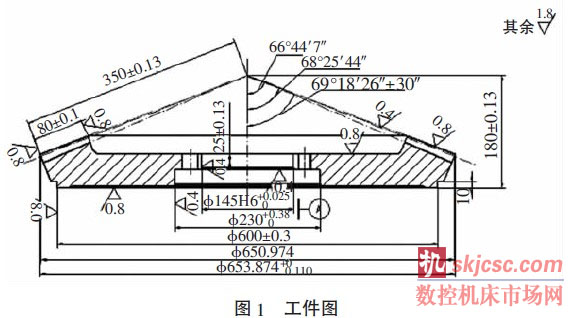
2011 年10 月,公司承攬西安長基公司軋機用減速箱(xiāng)內弧(hú)齒圓錐齒輪副的加工。其中,從(cóng)動弧(hú)齒圓錐齒輪輪(lún)幅大、厚度薄,且材料調質硬(yìng)度高且加工時刀錯距較小,是銑齒中的難點,磨齒則要通(tōng)過對參數的調整達到(dào)高精度(dù)的要求。工件圖如圖1 所示。
2 設備
(1)國產Y2280 弧齒錐齒輪銑齒機,主要相關參數見表1
(2)美國格裏森800G 弧(hú)齒磨(mó)齒機(jī),主要相關參數見表2。

(3)現有設備狀況分析。Y2280 弧齒錐齒輪銑齒機使用年限久,剛性差,支承工件的主軸端麵直徑小(xiǎo),僅170 mm,隻(zhī)有被加工工(gōng)件直徑的1/4,是端麵(miàn)支承的不利因素。
機(jī)床所配刀具是18″舊式銑刀盤,鑲有24 片刀齒,而目前新型刀具刀片數量為40 片。舊結構刀盤較新切削時刀齒承受的負荷大。針對刀錯距W=3.1 推算(suàn)內外刀尖(jiān)直徑之差隻(zhī)有1.5 mm 左右,會導致大量的切削熱產生,加快刀具切削刃磨損,這又(yòu)是一個不利因素。800G 弧齒磨齒機是新設備,可以保證(zhèng)工件要求的精度,但沒有成(chéng)熟的工藝可以使用,尚在試驗階段。
3 擬定加工方案
根據工件材料、熱處理硬度、加工條件及零件的特殊結構,擬定以下加工方案。
3.1 設計合理的工裝
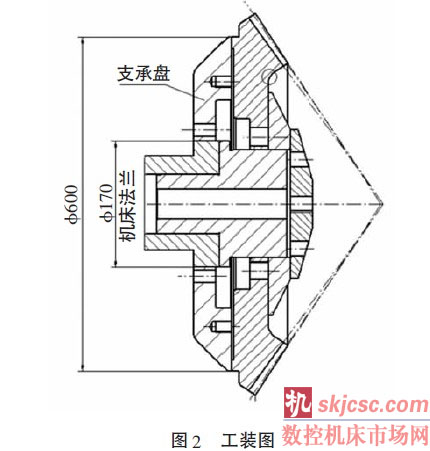
由於齒輪輪幅大、厚度薄且銑齒機工(gōng)件主軸支承端麵小的不利因(yīn)素,從支承入手設計合理工裝,如圖2 所示。工裝材料選(xuǎn)用了HT150,這種材料性能穩(wěn)定(dìng),自身變形小且(qiě)不易(yì)在切削過程中與工件產生共振。工裝的厚度及內孔滿足與機床現(xiàn)有(yǒu)工裝的配套使用(yòng),減少工裝的投入。外徑則和工件的定位支承麵一樣大小,相當於增加了齒輪的厚度,這樣就保證(zhèng)了工件在切削時減少顫動。對於最重要的兩平麵平行度則采用了平麵(miàn)磨床精磨,以保證工件裝夾後的端麵跳動在0.01 mm 之內。
3.2 銑齒過程(chéng)分析
首先,銑齒為下一步的磨齒進行粗加工,采用與800G 磨(mó)齒機相同的切削法,為(wéi)兩者之間建立數據轉化的平台。以此為出發點開展銑(xǐ)齒工作。
(1)選用有利的(de)切削方法。工件調質硬度HB240 接近銑齒刀(dāo)允許切削(xuē)硬度的(de)極(jí)限,對刀具的磨損嚴重;而且節錐角接近70°,使刀具切削刃(rèn)與工件齒側麵(miàn)接觸(chù)線加長,產(chǎn)生的切削力很大。基(jī)於這兩個因素,齒輪粗切采用滾切法來減小刀(dāo)具阻力及接觸線(xiàn)長度,從而減小切削力,同時也減(jiǎn)小因此而產生的振動。
(2)選用(yòng)合理的切削(xuē)參數:高速鋼齒輪刀具理想切削用量範圍內選擇較小的切削用量(liàng)30 m/min,以減小因切削力引起的振動;進給量由原來的2.5 min/齒降(jiàng)至4 min/齒,以緩解(jiě)工件硬度高產生(shēng)的切削熱及阻力。
(3)合(hé)理分配切削量:根據切(qiē)至全齒深時切削負荷(hé)最大的原理,增加切削次數,分3 次進刀切至齒深,第一刀切深為7 mm,約為全齒深的47 %;第二刀切深為5 mm,約為全齒深的34 %;第三刀切(qiē)深為2.92 mm,約為全(quán)齒深的19%。
(4)改變刀齒切削刃的角度。在外刀(dāo)刃(rèn)25°~30°的範(fàn)圍內選擇(zé)28°,內刀刃在9°~15°範圍內選擇13°,再配上加工時合理的冷卻位置,改善刀具的切削性(xìng)能(néng)。
3.3 磨齒過程分析
(1)工件在磨齒前應具備的(de)條件:機加工保證(zhèng)齒坯定位麵的精度,銑齒保證齒(chǐ)部正確的齒形,熱處理保證有小的熱變形。
(2)工裝、工件的安裝精度(dù):工裝安裝的精度要(yào)保證端(duān)麵0.005 mm,徑向跳動0.005 mm。同時,為保證基準統一,采(cǎi)用工件裝配基準作為磨齒定位基(jī)準。為保證此目(mù)的,工件與工裝(zhuāng)采用間隙配合(hé),在操作過程中嚴格找正,工件安裝精度端麵、徑向跳動均保證在(zài)0.01 mm,為磨齒加工建立良(liáng)好的(de)工況。
(3)磨齒(chǐ)精度(dù)的保證。①修正輪決(jué)定砂輪修正後表麵(miàn)的質量(liàng),從而決定了加工工件的粗糙度,程序計(jì)算中(zhōng)給定修正輪的進給量(liàng)0.2 mm,在實際(jì)加(jiā)工過程中采用了兩種修正進給量。粗磨時采用進給(gěi)量0.2 mm,在齒厚磨量剩餘0.05~0.08 mm 時改變修正輪的進給量,即精磨進給量0.05 mm,以確保齒麵粗糙度Ra 0.4。②參照銑齒時接觸區各項數(shù)據修(xiū)正磨(mó)齒(chǐ)數據。磨齒數據雖經過二階修正,但(dàn)國產銑齒機的加工誤差還是會影響接觸(chù)區的調整,所以需要把實際切齒的數據(jù)反修正(zhèng)到磨齒機以保證銑齒(chǐ)時良好的接觸區位置(zhì)。③切削參數的選擇:程序計算(suàn)的切(qiē)削速度是以進口砂輪為基礎給定的,采用國產砂(shā)輪後需對切(qiē)削速度做(zuò)一些調整,由原來的20 m/s 調整(zhěng)為16 m/s,以緩解國產(chǎn)砂輪磨削時(shí)齒麵燒傷。④合理分(fèn)配切削量:磨齒餘量共0.5 mm,由於熱處(chù)理(lǐ)變形,齒側兩端磨量不均勻。初磨削時采用小的切削用量0.1 mm,以保證(zhèng)機床在安全範圍內(nèi)正常運行。當兩側均磨起時,采(cǎi)用0.2 mm 切削量以提高(gāo)磨(mó)削效率(lǜ)。齒厚餘量至0.05~0.08 mm 時,為保證精度則選用較小的(de)切削量0.05 mm。
4 結論及遺留問題
(1)通過實際生(shēng)產得出以下結論:精選齒部參數,製作合適工裝工具,采用磨齒機先進計算軟件(jiàn)進行配套的銑齒切齒調整數據(jù)計算,用(yòng)滾切法采用(yòng)小進(jìn)刀量、多次走刀,並用(yòng)銑(xǐ)齒數(shù)據反修正磨齒部分數據,確保接觸區的(de)理(lǐ)想位(wèi)置。實現國(guó)產機械(xiè)銑齒機與進口(kǒu)數控磨齒機(jī)的配套使用,生產出高精度的弧齒(chǐ)圓錐(zhuī)齒輪。
(2)遺留問題:在磨削齒形時,雖然采用了基準重合原則,但(dàn)根據該工(gōng)件(jiàn)的特征,其端麵為3 點、內(nèi)孔為2 點,所以端麵為第一基準。作為第(dì)一基準,其平(píng)麵太小,對定位穩定性不利。
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








