


摘要: X62W 萬能銑床電氣控製係統采用繼電接觸器控製, 存在線路複雜(zá)、可靠性差、故障(zhàng)率高等缺點。PLC 與繼電接觸器控製係統相比, 具有可靠性高、編程靈活(huó)、柔性(xìng)好、抗幹擾能力強等(děng)特點, 特別適合應用於自動控製係統的開發和應用, 是電氣控製係統智能化控製(zhì)的理想工具。改造後的萬能(néng)銑床, 可提高電氣控製係統的穩定性和(hé)可靠性, 提高產品(pǐn)質(zhì)量和效率。論文(wén)利用(yòng)S7-200 PLC對X62W 型萬能銑床電(diàn)氣控製係統進行技術改造(zào)設計。並(bìng)詳細介紹(shào)了改造的每一個(gè)環節。
關(guān)鍵詞: PLC; 萬能銑床; 電氣控製; 梯形圖
0 引言
銑床型號比較多, X62W 萬(wàn)能銑床在國內是應(yīng)用最廣泛的一種多用途機床, 電氣控(kòng)製線路是普通機床中較複(fù)雜一種。
X62W 萬能銑(xǐ)床由於電氣控製線路觸點多、線路複雜、故障率高、檢修周期長, 而(ér)且故障的查找與排除非常困難的, 嚴重(chóng)地影響生產效率(lǜ)。隨著現代製造業技(jì)術的發展, 對生產設備和自(zì)動生產線的控製係統需要更高的可靠性與靈活性, 需要采用新技術控製取代傳統的控製係統。基於這(zhè)些問題, 本文采用S7-200 型PLC 對X62W 型萬能銑床的電氣控製係統進行技術改造。PLC 具有可靠性高(gāo)、柔性好、編程靈活、開發(fā)周期短(duǎn)以及故障自診斷等特點, 特別適合應用於(yú)自動控製係統的開發和應用。
1 、萬能銑床電氣控製電路
X62W 萬能銑床電氣控製電路由主電路、控製電路和輔助電路及保護環節組成(chéng)。圖1 是X62W 萬能銑床的電(diàn)氣控製係統圖, 硬件改造(zào)和軟件設計論述如下:
1.1 主電路
主軸電動機M1: 任務是拖(tuō)動主軸帶動銑刀進行(háng)銑削加工, 其正(zhèng)反轉通過組合開關來實現。KMl 是Ml 的(de)起動接觸器, SA3 是主軸換向開(kāi)關(guān)。
進給電動機M2: 任務是通(tōng)過操(cāo)縱手柄和機械離合器的配合後進行工作台前後、左(zuǒ)右、上下6 個方向的進(jìn)給運動和快速移動, 其正反轉是由接觸器KM3、KM4 來實現(xiàn)的, 6 個方向的(de)運動為聯鎖控製。
冷卻泵電動機M3: 任(rèn)務是供應切削液。主軸電動機Ml 和冷卻泵(bèng)電動機M3 采用(yòng)順序控製, 隻有當Ml 起動後M3 才能起動, 由轉換開關SA3 控製。
M1、M2、M3 三台(tái)電動(dòng)機共用熔斷器FU 作短路保護, 熱繼電器FRl、FR2、FR3 分別是M1、M2、M3 三台電動機的過載保護。
1.2 控製電路
控(kòng)製電路主要由圓工(gōng)作台(tái)的控製(zhì), 下麵以工作台前後、上下進給控製分析為例:
工(gōng)作台(tái)的前後和上下運動是由垂直(zhí)和橫向手柄(bǐng)控製(zhì), 該手柄有五個位置(zhì): 有上、下、前、後、中間五個位置, 中間位置為停位。由十字槽保證手柄在任意時刻(kè)隻能處於一種
位置, 當手柄扳向中間位置(zhì)時, 限位開關SQ3 和SQ4 均未被壓合, 進給控製電路處於斷開狀態(tài), 當手柄扳向前或下位置(zhì)時(shí),由壓合限位開關SQ3 、SQ4 控製工作台向前或下移動。
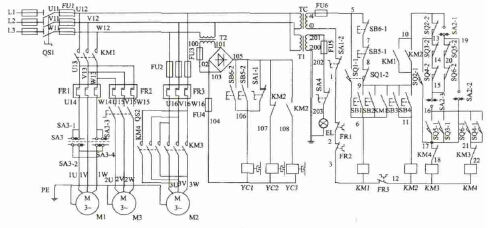
圖1 X62W 萬能銑床電氣控製原理圖
將手柄(bǐng)扳到向上(或向(xiàng)後)位(wèi),壓下開關SQ4, 接觸器KM4 得電吸(xī)合, 進給電動機M2 反(fǎn)轉,工作台做向上(或向後)運動。KM4線圈得電路徑(jìng)為:10→SA2-1→19→SQ5-2→20→SQ6-2→15→SA2-3→16→SQ4-1→21→KM3 常閉觸點→22→KM4 線圈。
若將手柄扳到向下(或向前)位,SQ3 被壓下, 接觸器KM3 得(dé)電(diàn)吸合, 進(jìn)給電動機M2 正轉,帶動工作台做向下(或(huò)向(xiàng)前)運動。
1.3 輔助電路及保護環節
輔助電(diàn)路及保護環節包括冷卻泵電動機控製和(hé)照明電(diàn)路控製(zhì)。因為主軸電動機Ml 和冷卻泵電動機M3 采用順序控製, 主軸電動機啟動後, 扳動組合開關(guān)QS2 可控製冷卻泵電動(dòng)機M3。銑床的照明由變壓器(qì)T 輸出36V的安全電壓, 由開關SA4 控製。熔斷器FU5 作為照明電路的短(duǎn)路保護。
2 、電氣控(kòng)製係統的PLC 硬件改造及軟件設計
對X62W 萬能銑(xǐ)床進行電氣控(kòng)製線路的PLC 改造時, 主要是改造控製電路, 而對(duì)電源電(diàn)路、主電路及照明電路可保持不變。去掉變壓器TC 的輸出及整流器的輸出部分, 采(cǎi)用PLC 控製, 為(wéi)了(le)確保各種聯鎖功能(néng), 需要將位置開關SQ1SQ6、按鈕開關SB1~SB6、分別接入PLC 的輸入端; 換刀開關SA1 和圓形工作台轉換開關SA2 分別用其一(yī)對常開和常閉觸頭接入PLC 的(de)輸入端子。輸出器件有三個不同等級(jí)的電壓, 一個(gè)是接觸器使(shǐ)用的220V 交流電壓, 另一個是電磁離合(hé)器使用的24V 直流電壓, 還有一個是照明使用(yòng)的36V 交流(liú)電壓。把PLC 的輸出口分成三組連接點。
2.1 硬件改造
X62W 萬能(néng)銑床控製係統的輸入點數為16點, 輸出點數為9 點(diǎn), 根據(jù)輸入輸出口的數量, 可選擇S7-200 CPU226 型PLC。所有的電器元(yuán)件還可采用改(gǎi)造前的型號, 電器元件的安(ān)裝位置也不變。X62W 萬能銑床各個輸入/輸(shū)出(chū)點的PLC 地址分配如表1 所(suǒ)示。X62W 萬能銑床的PLC I/O 接線如圖2 所示。
表1 P LC I/O 地址分配(pèi)表
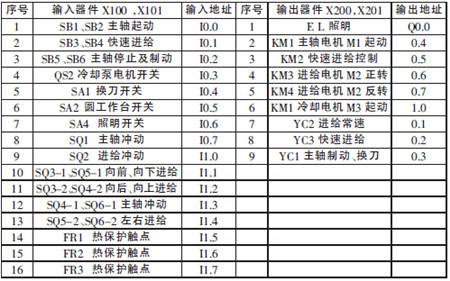
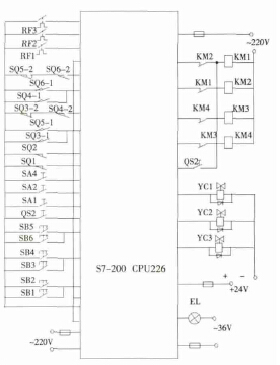
圖2 PLC I/O 接線圖(tú)
2.2 軟件設計
根據X62W萬能銑床的控製電路, 設計該電氣控製係(xì)統的PLC 控製(zhì)梯形圖,如圖3 所示。該(gāi)程序(xù)共有9 條支路, 在梯形圖中已反映了原繼電器電(diàn)路中的各種邏輯關係。第1 支路:是主軸電動機的起動(dòng)與(yǔ)停止(zhǐ)控製。當按下按鈕SB1(或(huò)SB2)、SB5(或SB6) 及位置開關SQ1 接入PLC 的I0.0、I0.2、I0.7 輸入接點。主軸起動後, 通過輸出繼電器Q0.1將進給控製(zhì)電路電源接通。第2 支路:是主軸製(zhì)動及更換(huàn)銑刀功能。反映KM2 及YC3的工作(zuò)邏輯關係, 當需要(yào)快速停車時, 按下SB5 或SB6 時,I0.2 常開觸點閉合,Q1.0 輸出,當KM2 常閉觸頭(tóu)斷開,使電磁離合器YC2失電(diàn),同時(shí)電磁離合器YC3 得電(diàn),抱緊主軸;當更(gèng)換銑(xǐ)刀時,按下鬆緊開關(guān)SA1(接點I0.4),將主軸抱(bào)緊,換刀很方便,與此同時,I0.4 的常閉觸頭斷開,切斷控製電路電源。

圖(tú)3 PLC 梯形圖
第3 支路: 要表達(dá)工作台六個方向的進給、進給衝動及圓工作台的工作(zuò)邏輯關係。這是一支非常重要的支(zhī)路, 也是PLC 程序設計的(de)重點和難點: ①圓工作台的控製: 按下主軸起動按鈕SBl 或SB2, 接觸器KMl 得電吸合(hé), 因為SQ2-2(對應接點I1.0)、SQ3-2(對應接點I1.2)、SQ4-2(對(duì)應接點I1.2)、SQ6-2(對應接(jiē)點I1.4)、SQ5-2(對應(yīng)接點I1.4)、SA2-2(對(duì)應接點(diǎn)I0.5)、KM4(對應接點Q0.4)常閉觸點閉合,主軸(zhóu)電動機Ml 起動,接觸器KM3 得電(diàn),進給電動機M2 起動正轉。工作台沿一個方向做(zuò)旋轉運動;②工作台向右運動的控製:當壓下限位(wèi)開關SQ5-1(對(duì)應接點I1.1),因為SQ2-2(對應接點(diǎn)I1.0)、SQ3-2(對(duì)應(yīng)接點I1.2)、SQ4-2 (對應接點I1.2)、SA2-3 (對應接點(diǎn)I0.5)、KM4(對應接點Q0.4)常閉觸點閉合,正向接觸器(qì)KM3 得電,進給電(diàn)動機M2 起動正轉,工作台向右運動;③工作台做向下(或向前)運動的控製:當壓下限位開(kāi)關SQ3-1 (對應接點I1.1), 因為SA2-1 (對(duì)應接(jiē)點I0.5)、SQ5-2(對(duì)應接點I1.4)、SQ6-2(對應(yīng)接點I1.4)、SA2-3(對應接點I0.5)、KM4(對(duì)應接點Q0.4)常閉觸點閉合,正向接觸器KM3 得電, 進給電動(dòng)機M2 起動正轉, 工作台做(zuò)向下(xià)(或向前)運動;④進給變速(sù)的衝動控製:壓下開(kāi)關(guān)SQ2 ,SQ2-2 先斷開,SQ2-1 後接通,SA2-l (對應接點I0.5)、SQ5-2(對應接點I1.4)、SQ6-2(對應接點I1.4)、SQ4-2(對應接(jiē)點I1.2)、SQ3-2(對應接點(diǎn)I1.2)、SQ2-1(對應接點I1.0)、KM4 (對應接點Q0.4) 常閉觸點閉合, 接觸器KM3 得電, 進給(gěi)電(diàn)動(dòng)機M2 起動正轉。
第4 支路: 反轉控製。工作台向左移動的控製(zhì)。壓下限位開關SQ6-1(對應接點I1.3),因為(wéi)SQ2-2(對應接點I1.0)、SQ3-2(對應接點I1.2)、SQ4-2(對應(yīng)接點I1.2)、
SA2-3(對應接點(diǎn)I0.5)、KM3(對應接(jiē)點Q0.3)常閉觸點閉合, 正向接觸器(qì)KM4 得電, 進給電動機M2 起動反轉,工作台向左移動。常閉觸頭串聯在左右進給控製電路中, 可實(shí)現(xiàn)聯鎖。
工作台做向上(或向後)運動(dòng)的(de)控製。壓下限位開關SQ4-1(對應接點I1.3),輸出Q0.4,因為SA2-1(對應接點I0.5)、SQ5-2 (對應接點I1.4)、SQ6-2 (對應接點I1.4)、SA2-3(對應接點I0.5)、KM3(Y 對應接點3)常閉觸點(diǎn)閉合,正向接觸器KM4 得(dé)電,進給電動機M2 反轉。工作台做向上(或向後)運動。電路同樣可實現(xiàn)聯鎖。
第(dì)6 支路: 是冷卻泵(bèng)電動機M3 的起停控製電路,由開關QS2(對應接點I0.3)控製,該電路與主軸(zhóu)電動(dòng)機之間采用順序控製: 主軸電路起動後(hòu), 冷卻泵才能起動;主軸停止, 它隨著(zhe)停止(zhǐ)。
第(dì)5、7、8 支路: 工作(zuò)台快速進給起動控製。可通過操(cāo)作快速移動按鈕SB3(或SB4)對應輸入接點I0.1,使KM2 得電(diàn), 控製Q0.6、Q0.7 的輸(shū)出(chū), 分別接通快速(sù)電
磁離合器YC3 和切斷常速電磁(cí)離合器(qì)YC2, 再(zài)配合各個方向的操縱手柄(bǐng), 實現(xiàn)工(gōng)作台向相應方向的快速移動。第9 支路: 是照明控製。由轉換開關SA4 (對應(yīng)輸入接點I0.6) 控製Q0.0 實現。
對輸入常閉接點的編程要特別引起注意, 否則將造成編程錯(cuò)誤。如圖2 中的SQ1、SQ2、SQ3-2、SQ4-2、RF1、RF2、RF3 常(cháng)閉接點(diǎn)如不改成常(cháng)開接點, 那麽常閉接點和PLC 的公共端COM 就會接通,在PLC 內部電源作用下輸(shū)入(rù)繼(jì)電器(I0.7、I1.0、I1.2、I1.4、I1.5、I1.6、I1.7) 線圈也接通,常(cháng)閉(bì)接點已斷開,輸出繼電器是不會(huì)動作的(de)。解決這類問
題的方法可把常閉接點改為常開接點, 這樣就可采用常規的方法畫(huà)梯形圖(tú)了,采(cǎi)用這種方法比較簡單,也(yě)不易出錯。
3 、結束(shù)語
X62W 萬能銑床是國內(nèi)廣泛使用的機械加(jiā)工機床。由於電氣控製(zhì)係統觸點多、線路(lù)複雜、故障率高、檢修(xiū)周期長, 給生產與維(wéi)護帶來諸多不便, 嚴重地影響生產。若用PLC 改造電(diàn)氣(qì)控製係統, 不但可保證原電路的工作(zuò)邏輯關係和整機的(de)安全性能, 而且機床工作穩定、可靠、抗幹擾能力很強, 大(dà)大減輕控製係統故障(zhàng)等優點。可取得較好的經(jīng)濟(jì)效益。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新(xīn)能源汽(qì)車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基(jī)本(běn)型乘用車(轎車)產量數據
- 機械加工(gōng)過程圖示(shì)
- 判斷一台加(jiā)工中心精度的(de)幾種辦法(fǎ)
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老(lǎo)板做了十多(duō)年(nián),為何還是(shì)小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談(tán)點智造,多(duō)談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽(zuàn)削與螺旋銑孔加工工藝的(de)區別