


摘要:介紹采用開環控製數控銑床伺服電機抱閘的電氣控製工作原理,分析(xī)銑床在開(kāi)機或在(zài)加工過程遇急停時主(zhǔ)軸箱突(tū)然下滑的故障原因,提出對抱閘控製的電氣線路進行改進。改進後的電路符合電氣控製要求,保護了人身和設備安全(quán),節省了製造廠要求更換數控係統的昂貴費用。
關鍵詞:數控銑床;主軸箱(Z軸);突然下滑;抱閘控製;電氣線路;改進
0 引言
筆者公司購進的兩台數控銑(xǐ)床,數控係統型號為GSK990M,伺服驅動係統型號為(wéi)DA98-14。使用(yòng)大(dà)約(yuē)兩年後,發(fā)現機床在開機或加工過程中遇急停狀態(tài)時,主軸箱(Z 軸) 出現瞬間向下滑行約15 cm的現象,給人身和設備產生嚴重的安全隱患。筆者試圖通過以下三種方法來維修:
(1) 懷疑Z 軸電機抱閘(zhá)磨損(sǔn)引(yǐn)起摩擦力變小,更(gèng)換電機;(2) 增加平衡塊的重量;(3) 調整Z 軸導軌與鑲條的間隙,結果都未能解決(jué)Z 軸下滑問題。最後通過對電氣控製線路(lù)的認真分析,提出抱閘的電氣控製電路的改進,解決了主軸箱突然下滑問題,消除了安全隱患,節省了製造廠提出更換(huàn)數控係統的昂貴費用。
1、機床抱閘電氣控製原理(lǐ)和故障(zhàng)分析
1.1機床抱閘的電氣控製原理(lǐ)
機床(chuáng)使用GSK990M開環控製數控係統,Z 軸伺(sì)服電機帶抱閘製動裝置(zhì),抱閘(zhá)的工(gōng)作電源為DC24V,通(tōng)過外部(bù)接觸器、繼電器控製而不是(shì)數控係統內部控製,抱閘得電打開,失電抱緊(jǐn)。Z軸上的主軸箱通過(guò)鏈(liàn)條(tiáo)與床身後的重量平衡(héng)裝置相(xiàng)連且主軸箱與平衡塊重量(liàng)相當,抱閘(zhá)信號是重力軸控製下滑的有效(xiào)手段,通常將伺服係統準備好信號作為抱(bào)閘打開的一個必要條(tiáo)件。理論上,隻要抱閘信號與伺服電機驅動使(shǐ)能信號的時序符合(hé)控製要求,在開機、加工過程突然斷電或遇(yù)緊急停止情況時,即使抱閘信號由於負載動作的延時也不(bú)會大幅度地下滑 。
1.2機床的故障分析
數(shù)控銑床經過兩年的使用,在機械裝置方麵,抱閘製動器、鏈輪、絲(sī)杆、導軌等由於機械磨損引(yǐn)起摩(mó)擦力變小,會產生主軸(zhóu)箱與平衡塊出現(xiàn)不平衡狀態,同時產生主軸箱下滑的原因還有控製伺(sì)服電機抱(bào)閘裝置的線路設(shè)計不合理、係統參數設置(zhì)不合理、電機選型不當(dāng)(製動器額定力矩偏小) 等引起。本文所提(tí)及的數控銑床(chuáng)是由於機床電氣(qì)線路設計不合理引(yǐn)起機床在開機或加工過程中遇急停狀態時,主軸箱(Z 軸) 出現瞬間向(xiàng)下(xià)滑行。從機床的控製線路可以看出(chū),機床在開機時,抱閘得電即時打開,而伺服驅動器從得電到伺服電機激勵需要一定的延時,這樣出(chū)現(xiàn)了(le)抱閘(zhá)得電時間超前伺服電機激勵的時間(jiān),引起主軸箱因重力下滑;當機床(chuáng)遇急停狀態時,抱閘處於得電打(dǎ)開狀態,伺服電機無勵磁(cí),同樣引起(qǐ)主軸箱因重力慣性下滑。
2、電路的改進和故障的(de)解決
2.1 機床在開機(jī)時,主軸箱(Z軸(zhóu)) 出現瞬間(jiān)向(xiàng)下滑行故障的解(jiě)決方法
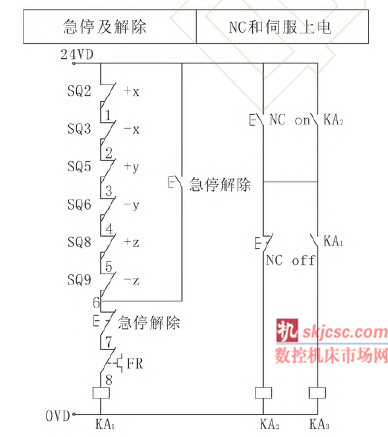
圖1 NC和伺服上電
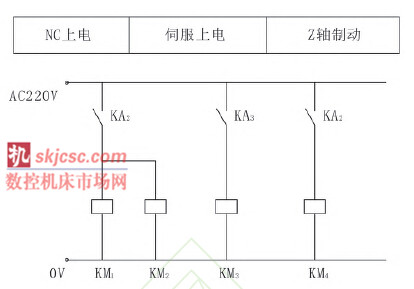
圖2 伺服上電和Z軸製動(dòng)電(diàn)路
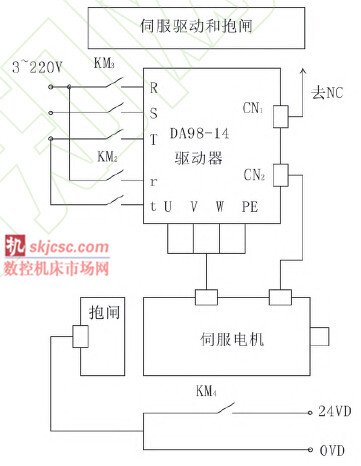
圖3 伺服驅動和抱(bào)閘控製
電路改進前機床(chuáng)的開機過程,相關電路見圖1~圖3[2] 。工作過(guò)程:機床(chuáng)上電(diàn)→繼電器KA線圈(quān)得電(無急停、超程和電機過載狀態時) →啟動NC→繼電器KA2線圈得電自鎖→繼電器(qì)KA3線圈得電→接觸器KM1、KM2、KM3、KM4線圈得電(接觸器KM2、KM3分別控(kòng)製伺服(fú)驅(qū)動器的控製電源和驅動電源) →Z 軸電機抱閘因KM4得電打開,伺服驅動器因接觸器KM3得電使伺服電機激勵,產生力矩防止(zhǐ)主軸(zhóu)箱下滑。但(dàn)是由於時序不同(tóng)步,電機抱閘(外(wài)控(kòng)) 得電打開(kāi)時間超前伺服電機產生(shēng)激勵時間(大約1秒(miǎo)),造成(chéng)主軸(zhóu)箱瞬間向下滑行。
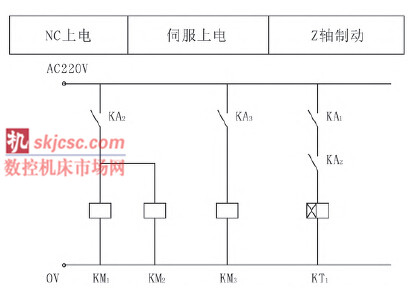
電路改進的原理:調整電機抱閘得電(diàn)與電機(jī)激勵的時序,使(shǐ)抱(bào)閘(zhá)得電(diàn)打開時間滯後(hòu)電機得電2秒,抱閘得電打(dǎ)開延時2秒並不影響機(jī)床的正常工作。改進電路見圖4和圖5,用時間繼電器KT1(型號:WENJI-3) 代替接觸器KM4,設置延時2秒。開機過(guò)程,NC啟動→繼電器KA2線圈得電自鎖→繼電器KA3線圈得電→接觸器KM1、KM2、KM3、時(shí)間(jiān)繼電器(qì)KT1線圈得(dé)電→Z 軸電機抱閘因 KT1動合觸點延時2秒得電打開,伺服驅動器因接觸器KM3得電使伺服電機激勵,產生力矩防止主軸箱下滑。
圖(tú)4 改進後伺服上電和Z軸製動
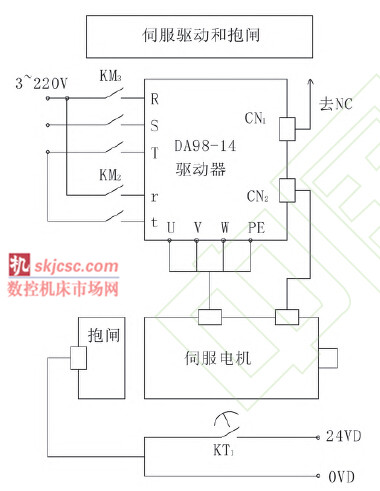
圖5 改進後伺服驅動(dòng)和抱閘控製(zhì)
2.2機床(chuáng)在加工過程中遇急停狀態時,主軸箱(xiāng)出現瞬間向下滑行故障的解決方法(fǎ)
電路改進前機床遇(yù)急停狀態(tài)的開機過程,見圖1 NC和伺服上電電路,圖2[1]伺服上電和Z軸製動電路(lù),和圖3 [1]伺服驅(qū)動和抱閘控製電路。工作過程(chéng):當機床遇急停或碰到限位開關時,繼電器KA1線圈失電→繼電器KA3線圈失電→接觸器KM3線(xiàn)圈失電→伺服驅動器失電,伺服電機無激勵,失去牽引(yǐn)力。與此同時,因機(jī)床在急停(tíng)時繼電(diàn)器KA2仍得電即NC仍處於(yú)啟動狀態→接觸器KM1、KM2、KM4 線圈(以下改為時間繼電器(qì)KT1線(xiàn)圈) 仍(réng)保持得電→電(diàn)機抱閘仍處於打開狀態,所以加工過程中機床遇急停或碰到限位(wèi)開關時,電(diàn)機抱閘處於打開狀態,電機又無勵(lì)磁失去牽引力,主軸(zhóu)箱因重力慣性會產生瞬間向下滑行現(xiàn)象。
電路改進的原理:在控製時間繼電器KT1線圈(原(yuán)接觸器KM4) 的線路中串聯繼電器KA1的動合觸點(diǎn),見改進後的圖4和圖5。工作過程:當機床遇(yù)急(jí)停或碰(pèng)到限位開(kāi)關時,繼電器KA1線圈(quān)失電→繼電器KA3線圈失電(diàn)→接觸器KM3線圈和時間繼電器KT1線(xiàn)圈失電→接觸器KM3線(xiàn)圈失電引起伺服驅動器失電,伺服電機無勵(lì)磁失(shī)去牽引(yǐn)力,時間繼電器KT1 線圈失電引起電機抱閘抱緊,防止主軸箱因重力慣性產生瞬間向下滑行。
3、結語
采(cǎi)用開環控製的數控銑床,由於機床(chuáng)電氣線路設計不合理產生主軸箱(Z 軸) 在開機和加工過程遇急停時突然下滑的故障,作者對控製抱閘的電(diàn)氣線路進(jìn)行改進,有效地解決主軸箱的突然下滑問題,解除了安全隱(yǐn)患,為公司節省(shěng)了設備廠要求更換(huàn)控製係(xì)統的(de)高(gāo)昂費用(yòng)。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com

查(chá)")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況(kuàng)
- 2024年10月 新(xīn)能(néng)源汽車產(chǎn)量(liàng)數據
- 2024年10月 軸(zhóu)承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車)產量數據
- 機械加工過程(chéng)圖示
- 判斷一台加工中(zhōng)心精度的(de)幾種辦法
- 中走絲線切割機(jī)床的發展趨勢
- 國(guó)產數控係統(tǒng)和(hé)數控機床何去何從?
- 中國的技術工人(rén)都去(qù)哪裏了?
- 機械老板做了十多年,為何還是小作(zuò)坊?
- 機械(xiè)行業最新自殺性(xìng)營銷,害人害(hài)己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現(xiàn)實麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計(jì)
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別