


基於 KND1000M4II 四軸聯動(dòng)控製係統的銑床數控改造技術
2016-1-26 來源:陝西工業職業技術學院 作者:祝戰科 嶽(yuè)雪俠
摘 要:介紹了 XA7140 普通(tōng)銑床 4 軸數控化改造的方案及實施過程。首先介紹(shào)了設備改造前的狀況,說明改造的(de)必要性和可行性,然(rán)後介紹了本次改造的方案,改造中要注意的幾個主要問題。 給出了改造的部分電氣原理圖,改造後的機(jī)械結構示意圖,總結(jié)了改造實施後的效果。同時還介紹了改造增加(jiā)的第四軸—立臥兩用工作台的基本應用(yòng)。
關鍵詞 K1000M4II 數控係統 銑床 4 軸 4 聯動 數控改(gǎi)造 實施
1 普通銑床數控化改造的基(jī)本情況
XA7140 普通銑床為床身銑床,水平方向“X、Y 軸”為兩(liǎng)個(gè)直線移(yí)動的坐標軸,垂直方向“Z 軸”為主軸箱升降(jiàng)的直線移動坐(zuò)標軸。原機床共 3 個直線移動坐標軸和 1 個主軸。直線軸是普通三相交流異步(bù)電機驅動,隻進行速(sù)度控製,不(bú)進行位置控製。主(zhǔ)軸是利用變頻器驅動的(de)模擬(nǐ)主軸。為了提高加工能力、加工效率(lǜ)和加(jiā)工質量,滿足產品(鑽(zuàn)探(tàn)工具的螺旋麵加工)的加工(gōng)需(xū)求,企業要求對該機床進行改造。圖 1 是機床改造(zào)前的外形。
本次改造 3 個直線移動坐標軸(zhóu)采用交流伺服驅動方式,按照產品加(jiā)工要求,再增(zēng)加一個旋轉軸 “A軸”為第四軸,主(zhǔ)軸繼續使(shǐ)用變頻器驅動的模擬主軸方式。增加一個 CNC 主控製器。根據(jù) XA7140銑床原電氣控製部分的情況,結合改(gǎi)造的機床功能要求,電氣(qì)改(gǎi)造的思路如下:保留機床原主軸控製部分,即變頻器控製,電機(jī)及控製麵板(bǎn)等不變,選用一套四軸數控係統及伺(sì)服(fú)驅動(dòng)器控製三個進給軸和一個回轉軸。
2 數控改造的主要內容
改造主(zhǔ)要包括(kuò)的內容:選擇合適的(de)數控係統;選擇合適的伺服(fú)驅動裝(zhuāng)置;進行電氣控製裝(zhuāng)置的電氣(qì)設(shè)計及電櫃製作;進行“X、Y、Z 軸”的機械(xiè)改(gǎi)造設計,並製(zhì)作相應配件;進行機床“X、Y、Z 軸(zhóu)”機械裝調; 增加機床第四軸-立臥兩用工作台; 進行機床潤(rùn)滑,防護(hù),限位等(děng)輔助裝置的設計(jì)、製作與裝調;通電調試及試加(jiā)工驗收。

2.1 數控係統的選擇
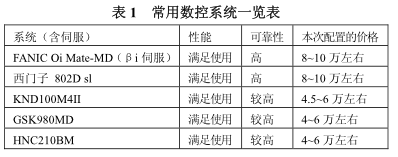
根據機床的機械狀態和使(shǐ)用要求,可以選擇的數控係統有 FANUC 0i-mate MD 係統、西門子802Dsl 係統、KND1000M4 係統等,這些係統都可在技術上滿(mǎn)足(zú)使用要求。但(dàn)從使用功能、可靠性、價格等各方麵來看,各有優缺點。
本次改造選用的是 KND1000M4II 係統,相對來說,對(duì)於本次擬改造的(de)機床,該係統性(xìng)能價格比更好一些。表 1 是 這幾款常用數控(kòng)係統狀況一覽表。圖 2(a)~(d)是(shì)這幾款常用的數控係統的麵(miàn)板(bǎn)。

K1000M4II 係統為北京(jīng)凱恩帝公司新一代數控鑽、銑及加工(gōng)中(zhōng)心(xīn)係統。在(zài)國(guó)產數控係統中,無論先進性、可靠性都處於領先水平。該(gāi)係統采用 32位高性能處理器,實現高速、高(gāo)精度控製,最高速度(dù) 30 m/min;8.4 英寸彩色液晶顯示器,同時控製軸數為 4 軸。
主要特點為主板采用六層線路(lù)板,表貼元件,定(dìng)製式 FPGA,整機工藝結構合理,抗幹(gàn)擾能力強(qiáng),可靠性高;開放式 PLC,提供調試軟件,滿(mǎn)足機床的二次開發要求;機床麵板有標準貼膜按鍵和按鈕鍵兩種選(xuǎn)擇,按鈕鍵機床麵板(bǎn)上有 50 個按鍵和 50個指示燈,它們的(de)功能用戶可自定義;選配遠程(chéng) I/O模(mó)塊可將數字接口可(kě)擴展 512/512 點;完善的自診斷功能,內部、外(wài)部狀態實(shí)時顯示,出現(xiàn)異常立即報警;高速 DNC 加工,傳輸(shū)速率達到 115200BPS;同時配有大容量程序緩存;係統內置 640K 程序空間,可通過 U 盤接口擴展程序空間,並可實現(xiàn) U 盤DNC 加工;豐富的軟件控製功能:宏程序 B、剛性攻絲、局部坐(zuò)標係、機床坐標係、坐標係旋轉、極坐標、比例(lì)縮放等(děng)。
2.2 伺服驅動裝置的(de)選擇
由於混合式步進電機驅動裝置功率及扭矩受(shòu)限,這樣規格的銑床(工作台(tái)寬度 400 mm)改造主要選擇交流(liú)伺服驅動裝置(zhì)。較(jiào)小規格的機床可選用混合式步進電機驅動裝置。
在選擇伺服裝置的時(shí)候,主要考(kǎo)慮電機的功率、扭矩、轉(zhuǎn)子慣量等與機床的匹配問題(tí)。
銑床控製電機選取的經驗數據可參(cān)見表 2。
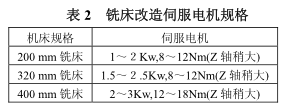
本次改造的伺服係統選用 KND 公司生產的交流伺服驅動器及交流伺服電(diàn)機,根據同類機床類比及相關計算,X、Y 軸(zhóu)選用 KND 公司(sī) SD300-50 型伺服驅動器及 130ST-M15015A 型電機,該電機扭矩 15 N· m,功率 2.4 kW,電流 9A。 Z 軸是垂直軸,除了機床(chuáng)本身的平衡重錘外,需要有失電製動裝(zhuāng)置,電機型號為 130ST-M15015AZ,功率與(yǔ) X、Y 軸相同。第四軸-立臥兩用工作台,選(xuǎn)用的電機型號是 110ST-M06020A,功率 1.2 kW,扭矩 6 N· m,電流 5.5A,驅動器型號是 SD300-30 型。
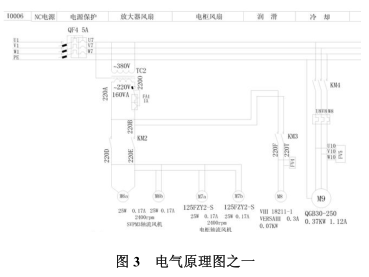
2.3 電氣控(kòng)製部分的設計及(jí)電櫃製作(zuò)
根據(jù)機床工作要求,係統及控製伺服的要求,設計了機床電氣控製原理圖並製(zhì)作電氣控製櫃,圖3 是部分電氣原理圖。
2.4 各軸的機械改造設計(jì)
2.4 各軸的機械改造設計
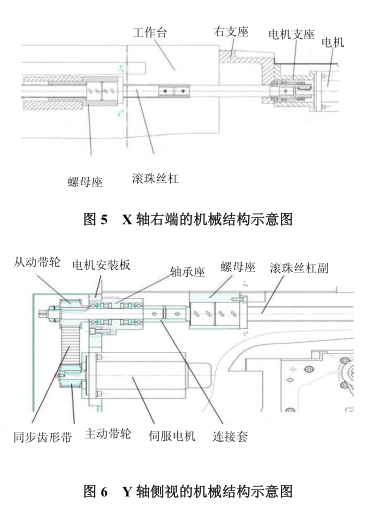
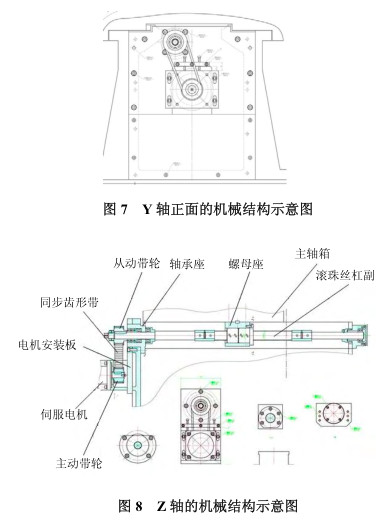
如果機床原來是數(shù)控機床,機械設計的工作量會較小,隻是電機機械接口連接設計。由於(yú)本次改造的銑床(chuáng)原(yuán)來是普通銑床(chuáng),因(yīn)此,機械改造設計(jì)工作量較大。需要將原來的滑動絲杠換成滾珠絲杠,並斷開原來的傳動鏈,重新設計每個坐標方向的傳動部分。圖 5~圖 8 分別是 X 軸,Y 軸(zhóu),Z軸的部分機(jī)械結構圖(tú)。
3 機床的機電聯調
機械裝調完成後,進行電(diàn)纜連接布線,潤(rùn)滑及防護等輔助裝置的安(ān)裝。有些潤滑油路要和機械(xiè)部分同時安裝才(cái)方便。當機床的機械安裝和電氣連(lián)接完成,進行認真(zhēn)的檢查無誤(wù)後, 可以進(jìn)行通電調試。
3.1 機床的通電調試
調試時先打開電源總開關,依次測量係統380V、220V、24V 等各級電(diàn)壓,逐步合(hé)上各(gè)級空開。電壓正常後打開麵板上的 “上電開關” ,數控係統進行自檢,自檢完成後,會(huì)出現一些報警,這時需要進(jìn)行數控係統相關參數設置(zhì),如伺服驅動器電平信號(hào)設定,行程設定(dìng)等,解除報警。然後進行機床功能試驗:先手動進行 X 軸、Y 軸、Z 軸、A 軸運行,運行正常後(hòu)進行(háng)各軸回零檢查。 測量各軸反(fǎn)向間隙。需要特別說明的是必須進行 A 軸(回轉分度(dù)軸)尾座中(zhōng)心高調整。先在尾架上(shàng)裝上標準檢(jiǎn)驗棒,用百分表調整到兩端一致,表針不動(dòng)。鎖(suǒ)緊尾座螺釘,打兩(liǎng)個定位錐銷。銷子一(yī)般是(shì) 1:50 的錐銷,可自鎖防鬆。打好銷子後再在機床上檢查表針不動,這樣就可以保證尾架(jià)中心與 A 軸中心在(zài)一條軸線上。
3.2 測量各軸重複定位精度
百分表固(gù)定在移動部件上,表針打在固定件上,先壓表 0.5 mm 左右編程運行機床,退一定距離或角度,再進同樣的距離,反複(fù)執行,表針的偏移量之差就是該方向的重複定位精度。A 軸精度測試時,測出的值需要解(jiě)三角形,算出(chū)角度誤差。 經(jīng)過(guò)測試,機床精(jīng)度符合要求,可以進(jìn)行試加工。
經過這些工作後,一(yī)台普通銑床就改為了(le)數控銑床。圖 9 是 XA7140 銑床數控改造完成後的效果圖。

圖 9 XA7140 銑床數控改造完成效果圖
機床功能正常後,進行了工件的(de)試加工工(gōng)作,本次試加工主要是鑽探工(gōng)具(jù)的螺旋麵(miàn)加工。將工件 夾持在分度(dù)頭上,進行對刀操作,啟動程序(xù)進行(háng)銑(xǐ)削加工(gōng)。銑(xǐ)削時 X、Y 軸(zhóu)和 A 軸同時按程序運動,Z 軸進刀。加工完成,經(jīng)檢查加工精度滿足要求,改造工(gōng)作完成。圖 10 是機(jī)床試加工中現場圖。
4 結語
通(tōng)過本次改造,使該機床升級(jí)成了一台(tái) 4 軸 4聯動數(shù)控銑床。而且增加了許多新的功能如:主軸點動、剛性攻絲、圖形模擬、手輪驅動、DNC 等(děng),使操(cāo)作變得(dé)更加簡單、方便。改造(zào)前該設備是一台(tái)普通銑床,功能和精度都較低。本次改造後,使得該設備的功能有了較大提升,精度提高了一個數量級(jí),電氣故障率(lǜ)很低,穩定性顯著提高。
參考文獻:略
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區(qū)金(jīn)屬切削機床產量數據(jù)
- 2024年(nián)11月(yuè) 軸承出口情況(kuàng)
- 2024年11月 基本(běn)型乘用(yòng)車(轎(jiào)車)產量數(shù)據
- 2024年11月 新能源(yuán)汽車產(chǎn)量數據
- 2024年11月(yuè) 新能(néng)源汽車銷量情況
- 2024年10月(yuè) 新能(néng)源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更(gèng)多