


摘要: 西部(bù)重工承接鋼爪的製作與加工,其中加工215 × 260 平麵,為了(le)降低成本,決(jué)定把C630 - 1 車床改造(zào)成臥式銑床,在(zài)車床的中托板(bǎn)上固定一銑削頭,在車床的一側固定(dìng)一平台,在平台上設計了靠板,鋼爪的下底(dǐ)麵緊靠在靠(kào)板上,鋼爪頭部伸出65mm,以鋼爪的175 圓柱端麵為(wéi)基準(zhǔn)對215 - 260 平麵進行銑削。大大減少(shǎo)了鋼(gāng)抓的裝夾時間,吊用鋼爪(zhǎo)的鋼絲繩在裝(zhuāng)夾鋼爪時可以移到鋼爪的頭部,把鋼絲繩挪到吊裝位置就可以(yǐ)實現裝卸。這樣的設計大大減少了裝卸時間,提高了工作(zuò)效率。對改造後的(de)臥式銑(xǐ)床進(jìn)行了優缺點分析,最後提出了關於臥式銑床的改造和(hé)製作的兩點想法。
關鍵詞: 鋼爪; 銑(xǐ)削頭; 平台; 優缺點分析
0 引言
我西部重工承接的(de)甘肅東興鋁業有限公司的鋼爪的加工製作,單(dān)批數量10 000 餘件,單件重量400kg,材質為A3。鋼(gāng)爪在電解鋁行業是常耗件,批量大,有很大的(de)市(shì)場,要想擠入這個市場,必須降低成本,提高質(zhì)量。鋼爪(zhǎo)的最後一道(dào)工序涉及到加工它的上平麵215 × 260 平麵,它的(de)用途是在215 × 260 平麵上焊電極。高度465 + 2mm,粗糙度Ra12. 5,基本屬於粗加工,該設備可以滿足,可在4 m 龍門(mén)刨床,6m 龍門刨床,龍門銑床,臥式(shì)銑床等設備加工,西部重工為了降(jiàng)低(dī)成本,在不影響機加設備其他任務量的情況下,決定利(lì)用廢舊或閑置設備進(jìn)行改(gǎi)造。
1 、實施(shī)
鋼爪的鑄造我(wǒ)西部重工采用了消失模鑄(zhù)造,其鑄造後(hòu)的工藝是: 切除冒口(kǒu)→用角磨機打平冒口殘餘量→加工215 × 260 平(píng)麵。利用鉚鍛車間閑置的C630- 1 車床進行改造,對陽極鋼爪215 mm × 260 mm 上平麵進行加工。
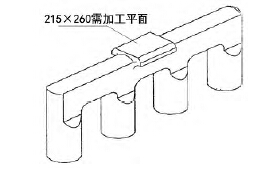
圖1 外形(xíng)圖
初步方案如下:
( 1) 用鋼板與中托板平齊且用螺栓固定,再(zài)把銑削頭固定在鋼板和中托板的上平(píng)麵上。這樣銑削頭通過中托板實(shí)現了在導軌的手動或自動進給。通過控製銑削頭的手輪可以控製(zhì)銑刀的銑削深度。把(bǎ)車床的鐵屑槽卸掉,在該位置安裝平台。如圖2 所示。
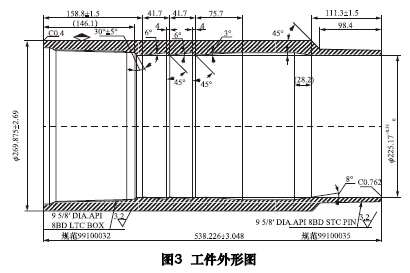
( 2) 鋼爪的裝卸: 平台上平麵自帶T 形槽,根據鋼爪尺寸在平台上做一靠板( 圖(tú)3) ,靠板右側麵加工(gōng),裝夾鋼爪(zhǎo)時,鋼爪下底麵緊靠在靠板上,鋼爪頭部(bù)伸出65 mm( 如圖2) ,以鋼(gāng)爪的∮ 175 圓柱端麵為基準對215 × 260 平(píng)麵進行(háng)銑削,通過螺栓用壓板把鋼爪壓死,裝夾完畢就可以加(jiā)工。吊用鋼爪的(de)鋼絲繩在裝夾鋼爪(zhǎo)時可以移到鋼(gāng)爪的頭部,待(dài)加工完畢後,取下壓板(bǎn),把(bǎ)鋼絲繩挪到吊裝位置就可以(yǐ)實現卸活。這樣(yàng)的設計大大減少了裝卸時間,提高了(le)工作(zuò)效率。
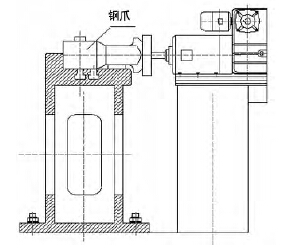
圖2 裝配圖
2 、參(cān)數
2. 1 車床
型號: C630 - 1,河南(nán)省安陽機(jī)床廠,1973 年10月出廠。
2. 2 銑削頭
型號: TX32 - F41,光華組合機床(chuáng)( 集(jí)團) 股份有限公司生產,1987 年9 月出廠。電機為三相異步電機,型號為: Y112M - 4,功用率: 4 kW,1 440 r /min,國營靖江機電器總廠生產。
2. 3 TX32 - F41 低速組參數表
具體參數如表(biǎo)1 所列。
表1 TX32 - F41 低速組參數表

2. 4 銑刀的選用
選用Φ250 可轉位刀片密齒端銑刀,采用YT5、YT14、YT15 刀(dāo)片(piàn),型號為4XH 16X,刀體和刀環均采用輝光離子氮化處理。按照理論值可實現的加工參數 為:銑削速度: v = 80 ~ 250 m/min進給量(liàng): vf = 31. 5 ~ 1180 mm/min銑削深度: ap = 1 ~ 5 mm我們選用的參數: 進給速(sù)度: v = 80 mm/min,銑削深度: ap = 3 mm,銑削215 × 260 麵,加工量5 mm。加工一件鋼(gāng)爪的時間是15 min,裝卸估工5 min,加工一件鋼爪共需20 min,1 天按18 h 加工(gōng),加工件數: 18× 60 /20 = 54 件/天。
3 、優缺點(diǎn)分(fèn)析
本設備(bèi)利用銑削頭,把普通車床改造為臥式銑床,解決了銑(xǐ)削鋼爪的設備問題,巧妙的在(zài)平台上設計了靠板,大大減少了裝夾時間,吊用(yòng)鋼爪的鋼絲繩在裝夾鋼爪時可以移(yí)到鋼爪的頭部(bù),把鋼絲繩挪到吊裝位置就可以實現卸(xiè)活。這樣的設計大大減少了裝卸時間,提高了(le)工作效率。
在銑(xǐ)削的加工過程(chéng)中,銑削頭會產生振動,對溜板箱與絲杠配合的開合螺母的使用壽命產生嚴重的影響,大(dà)大縮短了開合螺母(mǔ)的使(shǐ)用壽命; 同時大托板和機床床身的導軌配合的燕尾(wěi)槽有一定的損毀,所以銑削頭盡量選(xuǎn)用低(dī)的輸出軸轉速。
4 、關於改造和製作臥式銑床的兩點想(xiǎng)法
4. 1 利用普通車(chē)床改造臥式銑床
把銑刀刀杆直接裝夾到車床的主軸卡盤上,在小托板上(shàng)固定一小平台,平台上裝夾鋼爪,通過工件移動實現銑削。改造優點是,銑刀的銑(xǐ)削速度、進給速度和(hé)銑削深度均能提高,大大的提高了加工效率。這樣的加工使小托板的絲杠和絲母承受的靜載荷和動載荷過大,尤其是絲母(mǔ)有可能會瞬間損壞; 小托板和中托板(bǎn)配合的燕尾槽承受的載荷過大也(yě)會損壞。
4. 2 自製臥(wò)式銑(xǐ)床
4. 2. 1 所需部件(jiàn)
三相異步電機4 KW,8 級,帶正反轉,一級蝸輪蝸杆減(jiǎn)速機,一對(duì)大小漸開線齒輪,一根大絲杠,一個大絲母,一平台,一台7. 5 kW 的銑削頭(tóu),一個銑削頭支(zhī)架,Φ250 可轉位刀片密齒(chǐ)端(duān)銑兩塊壓板(bǎn),兩個M30× 300 螺栓(shuān),兩個M30 螺母(mǔ)。
4. 2. 2 工作原理
電機的輸出端連接減速機,減速機的輸出端連接一對(duì)齒輪,大齒輪連接(jiē)大絲杠,與絲杠配(pèi)合的螺母連接平台,平台上裝夾鋼爪,銑削頭固定在支架上,裝有Φ250 可轉位刀片密齒端銑刀,通過控製銑削頭上的(de)手輪,銑刀可以實(shí)現進(jìn)給,由於電機帶有正反轉,平台可以實現(xiàn)正方向移動; 從(cóng)而實現對鋼(gāng)爪215 × 260 平(píng)麵的銑削。
5 、結(jié)語
主要介紹了在實際(jì)生產(chǎn)中,如何對普通車床改造臥式銑床提供了方法,同時根據實際(jì)需要,對加工設備改造或自製(zhì)設備提供了思路,開創了設備改造(zào)的新思(sī)維、新方法,能夠充分利用現有(yǒu)設備(bèi),對擴大設備的使用範圍,節省費(fèi)用具有指導意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
金馬")
牌調查")
- 2024年11月 金屬切削機(jī)床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產(chǎn)量數據(jù)
- 2024年10月 金屬切削(xuē)機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產(chǎn)量數據