


W250HC 鏜床進給軸驅動係統改造
2017-3-13 來源:中國第一重型機械股份公司設備(bèi)維修分公司 作者:許鑫
摘要:我分廠於上世紀購進(jìn)捷克斯柯達造 W250HC 鏜床,各進給軸驅動為捷克原裝。由於已使(shǐ)用多年,設備故(gù)障率(lǜ)較高,備件少且(qiě)費用高,因(yīn)此決定使用齊齊哈爾大華電器有限公司(sī)生產 KSA23 係列直(zhí)流(liú)調速係統對其加以改(gǎi)造(zào)。改造後降低了(le)機床故障率(lǜ),減少了備件費用。
關鍵詞(cí):直流電機;調速;鏜床;改造
1.直(zhí)流調速係統介紹
1.1 直流調速係統發展曆史
電動機是用來拖動某種生產機械的動力設備,所以需要根據工藝要求調節其轉速。我們就將調節電動機轉速,以(yǐ)適應(yīng)生產要求的過(guò)程稱之為調速(sù);而(ér)用(yòng)於完成這一功能的自動控製係統就被稱為是調速係統。
目前調速係(xì)統分交流和直流調速係統,由於直流調速係統的調速範圍廣(guǎng),靜差率小、穩定性好以及具有良好的動(dòng)態性能,因此在相當長的時期內,高性能(néng)的調速係統幾乎都采用了直流調速係統。但近年來,隨著電子工業與技術的發展,高性能的交流調速係統的應用範圍逐漸擴大並有取代直流調速係統的發展趨勢。但作為一個沿用了(le)近百年(nián)的調速係統,直(zhí)流調速係統在目前的(de)生產(chǎn)生活中仍然占有舉足輕重的作用(yòng),短時間內是其他(tā)調速(sù)方式所無法替代的。
1.2 直流調(diào)速係(xì)統原(yuán)理
從生產機械(xiè)要求(qiú)控製的物理量來看,各種係統往往都是通(tōng)過(guò)控製轉速來實現的,因此,調速係統是最基本的電(diàn)力拖動控製係統。直流電動機的轉速和其他參量的關係可用下述公式表示:
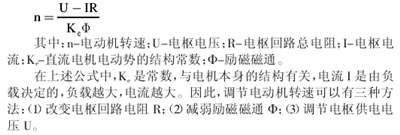
對於要求在一定範圍內無(wú)極平滑調(diào)速的係統來說,以調節電樞(shū)供電電壓的(de)方式為最好。改變電阻隻能實現有級調速;減弱磁通雖然能(néng)夠平滑調速,但(dàn)調速範圍(wéi)不(bú)大(dà),往往隻是配合調壓方案,在基速以上作小範圍(wéi)的弱磁升速。因(yīn)此,自動控製的直流調速係統往往(wǎng)以調壓調(diào)速為主。
調壓調速是直流(liú)調速係統的主要方法,調節(jiē)電樞供電電壓需要有專門的可控直流電源。常用的可控直流電源有(yǒu)以下三種:(1)旋轉變流機組。用交流電動機(jī)和直流發電(diàn)機組成機組,獲得可調直流電壓。(2)靜止式可控整流器。用靜止式的可控整流器獲得可(kě)調的直流電壓。(3)直流斬波(bō)或脈寬調製變換(huàn)器。用恒定直流電源或不可控整流電源供(gòng)電,利(lì)用電力電子開關斬波或進行脈寬調製,產生可變的平均電壓。
目前使用最多(duō)的是靜止式可控整流器。1957 年,晶閘管問世,到(dào)了 20 世紀 60 年代,已生產出成套的晶閘管整流裝置,並逐(zhú)步取代(dài)了旋轉變流機組,使變流技術(shù)產生了根本性的變革。在晶閘(zhá)管可控整(zhěng)流器中,通過調節觸發裝置的控製電壓來移(yí)動觸發脈衝的相位(wèi),即可改變整(zhěng)流電壓,從而實現(xiàn)平滑調速。在日常使用中,由於大部分生產機械都要求電動機既能頻繁正反轉,又能快速啟動、製動,因此,通常都使用兩組三相全控橋式整流電路反(fǎn)並聯的方式,來使電動機獲得反向轉矩(jǔ)。正(zhèng)組與反組晶閘(zhá)管使用兩(liǎng)套完全獨立的觸發裝置控製,可(kě)以方便地實現(xiàn)直流電動機的正、反(fǎn)向運行。但是,為防止造成電(diàn)源短路,正(zhèng)、反組晶閘管不能(néng)同時處於整流狀態。
與其他幾種調壓(yā)調速方案相比,晶閘(zhá)管可控整流裝置不僅在性能上體現出(chū)較(jiào)大(dà)的優越性(xìng),而且在穩定性、經(jīng)濟性等方(fāng)麵上與其他調壓調速方案相比也具有較(jiào)大的提(tí)高(gāo)。晶閘管可控整流(liú)裝置的門(mén)極觸發脈衝可以使(shǐ)用電子器件直接(jiē)控製,無需像旋轉(zhuǎn)變流機組一樣使用放大裝置(zhì)。在控製係統的時間性上,晶閘管可控整流裝置(zhì)的反應(yīng)時間是毫秒級,這將會(huì)極大的提高控製(zhì)係統的動(dòng)態響應特性。
2.調速係統改造
2.1 調速係統選用
在(zài)本次改造過程中,綜合經濟性、穩定性等(děng)指標(biāo)考慮,我們最終選用了齊齊哈爾大華電(diàn)器有限公司的 KSA23/63 係列寬調速晶閘管直流調速裝(zhuāng)置。KSA23/63 係列直流調速裝置采用單閉環控製係統,具有良好的動態性能。當驅動(dòng)小慣量私服電動機或采用(yòng)數字式轉速給定控製器時,調速範圍(wéi)可達 1:10000 以上。該型(xíng)直流調速係統體積小、重量輕,主電路(lù)采用模塊可控矽並安裝在一塊(kuài)散熱(rè)器上,結(jié)構緊湊,便於構成機電一體(tǐ)化產品(pǐn)。該型直流調(diào)速裝置適應性好,可驅(qū)動各種新舊型號的直流電機。
2.2 改造過程
以 X 軸為例,W200HC 鏜床 X 軸直流電(diàn)機為(wéi)捷克電機,型號為MF-132M-T,該電機功率(lǜ)為 11.9k W,電樞電壓 400V,電樞電流 33.7A,勵(lì)磁電壓 190V,勵磁電流(liú) 1.6A,最大轉速 3240r/min。因(yīn)此(cǐ),我們選(xuǎn)用了型號(hào)為 KSA23-60/400 的直流調速係統。改(gǎi)造前,經分析原電氣原理(lǐ)圖(tú),機床(chuáng)送電時係統主電源接觸器 KM1 與同(tóng)步電源接觸器 KM6 同時(shí)吸和,係(xì)統使能由 KA6.1 給出,係統正反方(fāng)向由繼電器 KA1.2 和KA2.2 選擇,兩個繼電器分別選擇係統給出的+10V 和-10V 標(biāo)準電平,通過(guò)調速器(qì)進(jìn)入係統 X10:1 端子中。同時,原調速係統還通過端子X10:5 和(hé) X10:16 端子控製繼電器 KA8,通過X10:8 和(hé) X10:9 端子控製繼電器 KA10,分別為係統的零速輸出和(hé)係統(tǒng)準備好輸出。直流電動機電樞由係統 X10:+和 X10:-端子給出,勵磁回路由(yóu)端子 X8:3 和 X8:4 給出。同(tóng)時,速度反饋接在原係統的(de) X10:1 和 X10:24 端子上。在改造時,由於(yú) KSA23 係列調速裝置要求送電時主回路電源接(jiē)通(tōng)時間要落後與同步電源接通時間,因此,利用同步電源送電接觸器 KM6 的輔助觸點,添加一時間繼電器,將該時間繼電器的延時閉合觸點串入主電源送電接觸器 KM1 的線圈回路中,得到合(hé)適的送電時序。將 KSA23 直流調速裝置(zhì)的端子 7 和端子 63 封上,將使能繼電器 KA6.1 的常開觸點串入端子 7 和端子 64 之間。在 KSA23 直流調速裝置中,給定標準電平由端子 44 和端子 45 給出,給定(dìng)輸入為端子 56,給(gěi)定參考電平為端子 14,在本次改造中,保持給定回路不變(biàn),隻需將對應線路接入新(xīn)係統(tǒng)即(jí)可,即 KA1.2、KA2.2 常開(kāi)觸點一(yī)端分別接入端(duān)子 44 和端子45,常開觸點另一端接入調(diào)速器,給定進(jìn)入端子 56 即可(kě)。原係統的零速繼電器 KA8 和準備好(hǎo)繼電器 KA10,經分析圖紙,隻是串入在機床“移動(dòng)連(lián)鎖”回路中(zhōng),起(qǐ)故障(zhàng)報(bào)警作用。原設計為若該係統報警,則機床各軸均無法移動。因此(cǐ),在本次(cì)改造中,將(jiāng) KA8 和 KA10 兩個繼電器所用的常開觸點取消,這樣雖然起不到報警作用,但不影響機床的正常使用。在原調速係統中,直流電機勵(lì)磁單元(yuán)為一獨(dú)立模塊,單獨為電機勵磁供電。為減少工(gōng)作量,減少停機時間,本次改造保留了(le)原係統的勵磁(cí)模塊,繼續為電機勵(lì)磁回路(lù)供電。在新調速係統中,電樞接在端子1C1 和端子 1D1 上,測速及反饋則接在端(duān)子 17 和(hé)端子 13 上。至(zhì)此,硬件改造結束(shù)。
2.3 試車
機床送電,首先同步電源接觸器閉合上電(diàn),經時(shí)間繼電器延時後主回路接觸器閉合上電。用萬用表測量同步(bù)電源與主回路電源(yuán)相序一致。然後將(jiāng) A1 板上兩個撥動開關均向左撥動,至“I”位置,移動機床,此時,使用萬用表,測量調速係(xì)統給定端子 56 和端子 14,然後測量端子(zǐ) 17 和端子(zǐ) 13,二者極性相同。此時停止移動機床,將 A1 板上的兩撥動開關恢複原位,機床即可(kě)正常工作。
3.結束語
改(gǎi)造前,該鏜床由於直流調(diào)速係統年久失修,經常出現故障,嚴重影響我分廠生產。且(qiě)該直(zhí)流調(diào)速係統結構複(fù)雜,維修困難,一旦出現故障,停機時間長,幾乎(hū)沒有備件。經過改造後,大大降低了設備故障率,且 KSA23 係列直流調速裝置(zhì)采用模塊化設計(jì),便於維修,備件價格低(dī),減少了設備停機時間,降低了備件費用。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型(xíng)乘(chéng)用車(轎車)產量(liàng)數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機(jī)床(chuáng)產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年(nián)8月 基本型乘用(yòng)車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心(xīn)精度的幾(jǐ)種辦法(fǎ)
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控(kòng)係(xì)統和數控機床何去(qù)何從?
- 中國的技(jì)術工人(rén)都(dōu)去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械(xiè)行業最新(xīn)自殺性營銷,害人(rén)害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造(zào),多談(tán)點(diǎn)製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文搞懂數控車床(chuáng)加工刀(dāo)具補償功能(néng)
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區(qū)別(bié)