



摘 要:本文介紹利用CAXA數控車對雙曲線零件進行自動編程,即“零件造型,工藝分(fèn)析,設定刀具(jù)軌跡,設置切削參數,路(lù)徑仿真,實體切削”的過程,與傳統的手工編程方法相比,利用(yòng)CAXA數控車軟件對複雜零件,尤其是(shì)對非圓曲(qǔ)線類零件有其方便快捷的方法。一方麵縮短了傳統手(shǒu)工編程對於複雜零(líng)件調試程序的時間,使真(zhēn)正(zhèng)實現CNC變得可行;另一(yī)方麵可以即時更改參數優化刀路(lù),對新產品研發和生產實踐有一(yī)定的(de)指導意義
關鍵詞:數(shù)控車;自動編程;雙曲線
0 引言
CAXA作為國內CAD/CAM軟件的先驅者,經受了實踐的檢驗,得到了市場的認(rèn)可。與其他國(guó)外軟件相比,其特點更加(jiā)鮮明,其強大的繪圖功能更加方便快捷,易於上手,其完善的外部接口也兼容多種數據形式,如STL、IGS、DXF等,便於(yú)與其他通用(yòng)軟件交換數據。CAXA數控車可根據(jù)工藝要求生成多種加工軌跡,並提供了開放式的後置處理模塊,滿足各種數控加工係統,並可完成平麵刀(dāo)路的軌跡仿真和實體(tǐ)切削模擬。
1 、雙曲線(xiàn)分析
定義1:平麵內與兩定點F1,F2的距離(lí)之差的絕對值等於常數c、小於|F1F2|的點的軌跡稱為雙(shuāng)曲線(xiàn)。定義2:平麵內到給定一點及一(yī)直(zhí)線的距離之比大於1且為常數的動點的軌跡稱為雙曲(qǔ)線,如圖1所示。在XY平麵內,雙(shuāng)曲線的各點坐標之間呈規律變化(huà),可用雙曲線的方(fāng)程表示為(wéi):
2、案例分析
2.1 零件圖分析
如圖2所示,該軸類零件的輪廓由(yóu)常規線段(duàn)和非圓曲線——雙曲線輪廓組(zǔ)成,零件編程(chéng)的難點在(zài)於雙曲線輪廓部分的複雜數學計算,用常規的方法計算量比較大,若采用手工編程,則雙曲線的各點計算非常複(fù)雜(zá),若用宏變量編程,對編程者和數控係統的要求又特別高,這時(shí)可借助計算機軟件繪圖,比如(rú)CAXA數控車軟(ruǎn)件來(lái)實現。
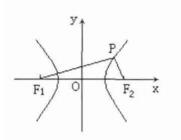
圖1 雙曲線圖
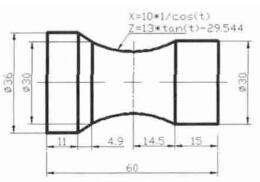
圖2 雙曲線零件圖
2.2 加工工藝分析
CAM軟件隻能根據操(cāo)作人(rén)員的加工工藝生成相應的(de)程序,所以工藝部分還是要由操作(zuò)人員來確定。首先安排合理的加(jiā)工工序,確(què)定工序和工步。然(rán)後在CAXA數控車軟件中選擇合理的刀具,設置相應的加工參(cān)數。最後再選擇加工方案,生成加工(gōng)路線(xiàn)和刀具軌跡。再根(gēn)據仿真、試切、優化調整(zhěng),最後確定最佳的加工工藝。
2.2.1 選擇毛坯,確定裝夾
根 據 零 件 圖(tú) 和 工 藝 分 析,選 擇 毛 坯 為Φ38mm×75mm的圓棒料,材料為鋁2a12。該零件(jiàn)為常規軸類零件,使用通用夾具——三爪卡盤夾緊工件即可,並且保證軸(zhóu)的伸出長度略大於(yú)60mm。單件加工可設定工件的右端點(diǎn)為工件原點建立編程坐標係,批量生產為避免重複的(de)對刀過程,可選擇固定的夾具確定(dìng)左端為零件加工原點。
2.2.2 刀具選擇(zé)及切削參數設(shè)定
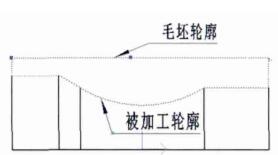
圖3 毛坯及被加工輪廓
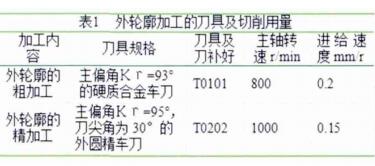
根據該零件輪廓的特點,由於其特殊輪廓曲線的加工要求,粗加工選(xuǎn)擇93度主偏角,80度刀尖角的外圓(yuán)車刀,粗加工選擇95度主偏角。35度刀(dāo)尖的外圓車削,切削(xuē)用量參照表1所示。
2.3 毛坯及外(wài)輪廓的繪製
在CAXA數(shù)控車軟(ruǎn)件中,建立零件加工輪廓模型(xíng),隻需繪製所要加工對象的輪廓和毛(máo)坯輪廓(kuò)即可,無需繪出多餘的線框(kuàng),而且對於軸類零件,隻需繪製單邊輪廓即可。輪廓的建(jiàn)模可(kě)以通過在CAXA數控車床軟件中直接繪製,也可以(yǐ)通(tōng)過其他CAD/CAM軟件繪(huì)製,如(rú)CAD軟件的dwg、dxf文件的導入來實現,同時也(yě)兼(jiān)容CAD/CAM軟件的通用格式igs。無論是采用直接(jiē)繪圖還是間接導入的方式(shì),都不需要畫出完(wán)整(zhěng)的零件圖,隻需繪出毛坯輪廓和被加工(gōng)輪廓部分即可,本例直(zhí)接按照零件圖尺寸繪製外輪(lún)廓和毛坯(pī),如圖3所示。
2.4 CAXA自動編(biān)程(chéng)
2.4.1 零(líng)件(jiàn)粗加工
根據加工工藝中“先粗後(hòu)精,先內後外,先主後次,先近後遠”的加工原則,本例沒有(yǒu)內孔加工部分,故首先對零件的外輪廓進行粗(cū)加工。點(diǎn)擊CAXA數控車工具欄上的【輪廓粗車】圖標,根據加工要(yào)求填寫各項(xiàng)切削用量、進退刀方式、加工參數等。在設置刀具的時候,按加工工藝表設置好外圓車刀名稱,刀號,主偏角,副偏角,刀尖角(jiǎo)等參數,並根據實際刀具設置好刀尖(jiān)圓弧半徑,以及是(shì)否軟件補償還是程序補償參(cān)數。
在完成以上參數設置後,根據係統提示分別拾取圖3中的被加工輪廓和毛坯輪廓。采用限製鏈拾取或單個拾取方式,限製(zhì)鏈拾取(qǔ)時隻需拾取(qǔ)起始和結束輪廓線(xiàn),單(dān)個拾取(qǔ)則逐一拾取要加工的輪廓線,然後鼠標任意指定合適的進退刀(dāo)點或鍵盤輸入具體數值,係統則自動生成粗加工輪廓的走刀軌跡圖,包含進退刀線和可能幹涉的部分,如(rú)圖4所示。
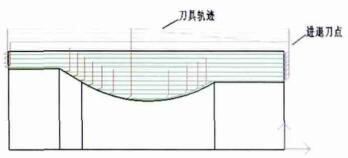
圖4 粗車加工軌跡
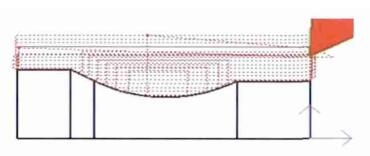
圖5 輪廓粗、精加工仿真結果
2.4.2 零件精加工
零件的精(jīng)加工(gōng)與粗加工設置類似,隻需將刀(dāo)具(jù)參數、加工參數、切削用量和進退刀參數按精加工相關參數作(zuò)相應改(gǎi)變(biàn),即可完成精加工的設置。
2.4.3 刀(dāo)具軌跡仿真及程序生成
刀具軌跡生成(chéng)後,可對生成的刀具軌跡進(jìn)行動態仿真,以驗證刀路(lù)的合理性。具體操作如下:單擊數控車工具欄中的【軌(guǐ)跡仿真】圖標,設置相關步數,可以控製仿真的速度,係統即可對刀路軌跡自動進行運態仿真。再(zài)選擇“二維實(shí)體”、“缺省毛(máo)坯輪廓”方式。根據係統提示,拾取已經(jīng)生成的粗、精加工刀具軌(guǐ)跡,係(xì)統開始進行實體切削仿真。通過二維動態軌跡仿真和實體切削(xuē)仿真,可以直觀地觀察刀具走刀路(lù)線的合理性以及實體切削是否存(cún)在幹涉及過切(qiē)現象。如圖5所示。
程序生成(chéng)需要根據當前使用的(de)數控機(jī)床和數控係統的配置要(yào)求,先設置好後置處(chù)理(lǐ)的相關參數,如數控係統,以及與數控係統相適應的(de)各種(zhǒng)代碼,隻(zhī)需(xū)更(gèng)改不同的部分,軟件已設置好通用指令代碼。配置完成後,選擇(zé)生成的刀具軌跡轉數,即可生成數控程(chéng)序。具體操作過程(chéng)如下(xià):單擊主菜單中的【數控車】、【代碼生成】命(mìng)令,填寫“後置文(wén)件”對話框,選擇(zé)相應的數控係統,本例選(xuǎn)擇FANUC係統,按軟件默認的後置文件(*.cut)進行(háng)保存,取好相應的文件名稱(chēng)後,單擊“運行”按鈕(niǔ),拾取相應的粗精加工刀具軌跡,係(xì)統自(zì)動生成程序,如需對(duì)程序進行二次編輯和修改,可用“記事本”程序打開數控代碼加工程序。
2.4.4 程序(xù)後置處理與通訊傳輸(shū)
CAXA數控車(chē)軟件生成的程序由於沒有循(xún)環指令,都是最基本的程序代碼,所以程(chéng)序相比於手工(gōng)編程量比較大,程序內容(róng)較多,必(bì)須解決機床與軟件的傳輸問題。程序傳輸由於是(shì)軟(ruǎn)件與(yǔ)硬件(jiàn)之間的配合,需要(yào)設置相關傳輸參數(shù)和協議。本(běn)例采用FANUC相關傳(chuán)輸設(shè)置:串口:COM1;波特(tè)率:9600;數據位:7;停止位:2;握(wò)手協議:Xon/off;設置好(hǎo)以上(shàng)參(cān)數,保證機床與軟件皆(jiē)采用相同的參數設置,基於CAXA數控車軟件與FANUC數(shù)控車床之間即可實現在線傳輸。
3 、結論
通過在 FA N UC 0 i m a t e數控係統,凱達CKA6136機床上對雙曲(qǔ)線零件的試加工結果表明(míng),利用CAXA數車軟件自動編程加工與手工程序編程加工相比,前者更加快捷簡便,而(ér)且可以即時演示加工刀路,保(bǎo)證程序的準確性,通過對試件檢測結果比較,前者(zhě)刀路更加順暢,零件加工質量高。CAXA數控車軟件具有應用靈(líng)活、參數開放、適(shì)用性強的特點,可以滿足不同回轉體類零件的加工。作為國產軟件的佼佼者,可以廣泛(fàn)應用於數控加工行業中。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")
牌(pái)調查(chá)")
- 2024年11月 金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 分地(dì)區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況(kuàng)
- 2024年11月 基本(běn)型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數(shù)據