



摘 要:針對在 FANUC 數控(kòng)係統的(de)機床上用宏程序對鏈輪(lún)進行加工的問題,詳細介紹了宏程序功能的特點和(hé)用宏程序對(duì)鏈輪齒形在編程中的數學分析,主要采用(yòng)坐標係旋轉的方法,實現多次調用單一齒槽(cáo)的加工程(chéng)序,最終加工出全部齒槽。 最後給出了典(diǎn)型的鏈(liàn)輪齒形加工的實例,並用數控加工仿真軟(ruǎn)件 VERICUT 對其加工程序進行驗證。
關鍵詞:數控加工;宏程序(xù);鏈輪
0 引 言
鏈輪是一種標準(zhǔn)的運動傳(chuán)動部件(jiàn),其設計是按照國標 GB / T1243-1997 完成的,被很廣(guǎng)泛地應用到各種機械的運動傳動中。 而在加工(gōng)製造上(shàng)麵(miàn)有一定的難度,這是因(yīn)為產品需求(qiú)不同,導致鏈輪的規格尺寸(cùn)不同,且參數(shù)較多的緣故。 鏈輪齒可以用冷衝壓、切削加工、鑄造、粉末冶金、火焰切割等多種方法進行加工製造。
為了保證鏈(liàn)傳動的運動(dòng)平穩性和傳動過程中噪聲小,鏈輪通常采用鋼、鑄鐵為(wéi)加工材料(liào),用切齒的方法來製造。 在傳統方法中(zhōng),鏈輪齒形加工通常采用按展成運動原理用(yòng)鏈輪滾刀在滾齒(chǐ)機上滾切和用鏈(liàn)輪插刀在插齒機上插齒,或者按仿形法用(yòng)成(chéng)形銑刀在普通銑床上分度銑削[1]。 這(zhè)兩(liǎng)種傳統的製造方法(fǎ) 都要用到專用的鏈輪滾刀或者銑刀,這對於中小型工廠來(lái)說,無疑在鏈輪的加工方麵帶(dài)來困難。
數控機床為(wéi)鏈輪的生產加工帶來了新的前景,即在普通的數控銑床(chuáng)可以使用普通的銑刀就可完成對其的銑切。 在數控編程中大致可以分(fèn)為兩類編程,一類是自動編程,另一類是手工編程。 但由於鏈輪(lún)齒形(xíng)的複雜,若采用 CAD / CAM 軟件的自動編程,程序冗長,修改不便;若采用普通手動編程,則需要計算大量(liàng)的節點坐標,工作量大而且複雜,不易實現。 故本文(wén)重點介紹了基於 FANUC-0i 數控係統的數控銑床,利用用戶宏程(chéng)序功能編製出(chū)對鏈輪齒形的加工程序。
1、用戶宏程序(xù)的(de)功能介紹
用戶宏程序是(shì)指把具有某種功能的一組命令,以子程序的形式預先存儲在係統存儲器中,並通過主程序中的宏程序調用指令調(diào)用並執行這些子程序[2]。用戶宏程序與普通程序的不同點在於,用戶宏程序在編程過程中可以使用(yòng)變量,而變(biàn)量不僅可以被賦值,還可以在變量之間進行邏輯運算(suàn)和(hé)算術運算,編製出的程序簡單,靈(líng)活可(kě)變;普通程序隻(zhī)能用常量來進行編程,而且常量之間不能進行任何計算,編寫出來(lái)的程序隻能順序執行,缺乏通用性。
用戶宏程序(xù)具有良好的易(yì)讀性和容錯性,其結(jié)構簡單,邏輯嚴謹,具有(yǒu)較強的通用性等(děng)特點。 用戶宏程序主要(yào)適應於形狀相同、尺寸不同的小批量生產零件的數控加工(gōng)編程和具有數學(xué)表達(dá)式所描述(shù)的曲線以及一些複雜的曲線和(hé)曲麵的零件的編程。
2、齒形(xíng)在編程中的數學分(fèn)析
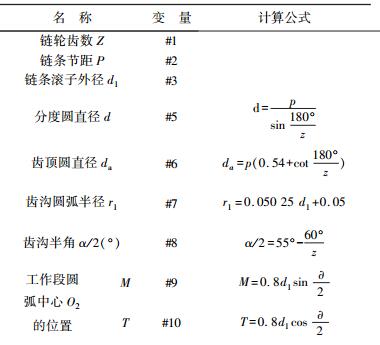
主要討論(lùn)根據 GB1243-1997 中(zhōng)規定來設計的短節距滾子鏈鏈輪關(guān)於(yú)數控加工中[3],利用宏程序進行編製加工程序的方法。 以鏈輪的(de)三圓弧一直線齒形為例,如圖 1 所示,該齒形是(shì)由簡(jiǎn)單(dān)的直線和圓弧(hú)構成,若用普通的手工編程方法,節點坐標的計算太複雜,工作量也很大,且容易出錯。 而用宏程序來編程的話,則可以將基本參數、齒槽的幾何尺寸(cùn)和各基點坐標設置成變(biàn)量,編寫出含(hán)變(biàn)量的加工程序[4]。 符合 GB1243-1997 規定的三圓弧一直線齒形(xíng)鏈輪的基本參數、齒槽幾何尺寸及其在(zài)宏程序的變量表示如表 1。
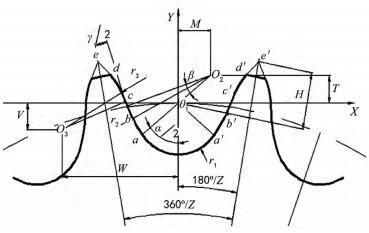
圖 1 三圓弧一直線齒形的齒槽形狀
表 1 鏈輪基本參數、齒槽幾何尺寸及其變量(liàng)表示

3、齒形在編程中的加工分析
從圖(tú) 1 可看出三圓弧一(yī)直線齒形(xíng)的齒槽由圓弧段 e′c′、b′a′、a′a、ab、ce 和直線段 c′b′、bc 組成。 根據金屬的切削原理可知,為了降低表麵的粗糙度,提高
加工效率,加工中采用(yòng)逆銑的方式(shì),故刀具的運動路徑為 e′→c′→b′→a′→a→b→c→e,逐步對各齒(chǐ)進行加(jiā)工。 如圖 1 所示,先建(jiàn)立(lì)編程坐標係,而編程的原點設置(zhì)在鏈輪的軸(zhóu)孔中心,z 軸零點設在工(gōng)件的(de)上表麵,故齒槽上各基點的坐標表達式如表 2。
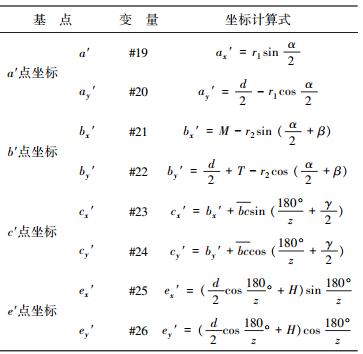
表 2 齒槽各基點的坐標表達式及其變量
加工走刀路線如圖(tú) 2 所示(shì),A 點為起刀點,刀(dāo)具從 A 點出發,首先快速工進至(zhì) e′點,建立刀具左(zuǒ)補償,刀具中心偏移至 e′點,由(yóu) e′ 點切入工件至 e 點切出,這樣就完成了一個齒槽的加工,通過坐標係旋轉法,逆時針銑削(xuē)完全部齒槽,最終回到 e′點(刀具中心偏移至 e2 點) ,最後退回到 A 點,同時取消刀具補償。 A點 y 坐標可按下式確定[5-6]:

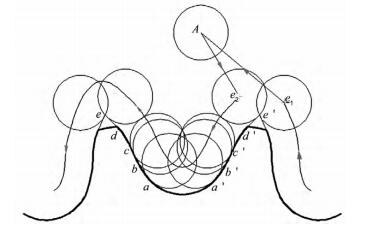
圖 2 鏈輪(lún)齒形銑削加工走刀路線
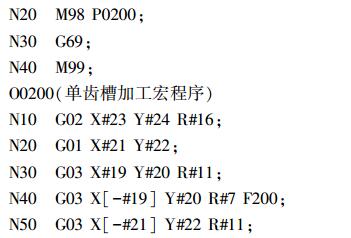
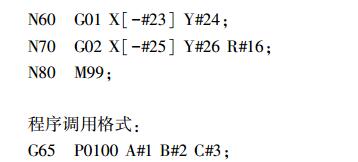
4 、鏈輪齒(chǐ)形(xíng)加(jiā)工宏(hóng)程序
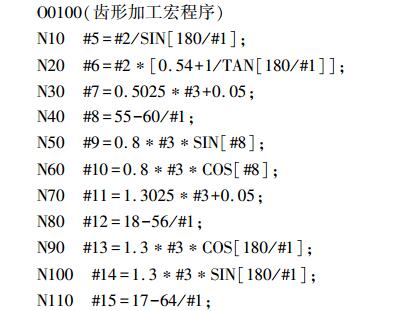
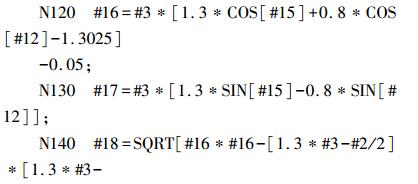
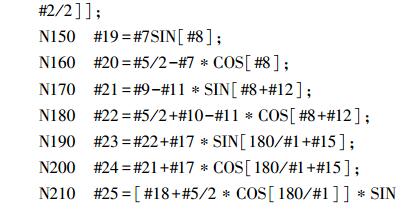
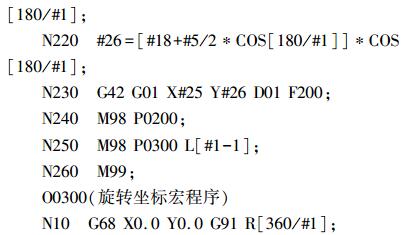
5、鏈輪齒形加工(gōng)實例及仿真
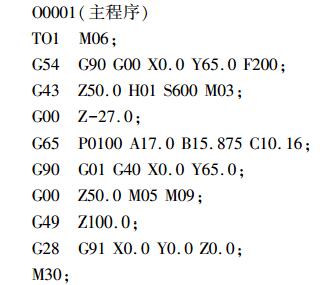
某鏈輪節距 P = 15. 875 mm,齒數 z = 17,滾子外徑 d1= 10. 16 mm,齒寬 b1= 9. 4 mm,采用立銑刀(T01)進行加工,鏈輪中心為工(gōng)件坐標係原點。數(shù)控加工的程序如下:
利用 VERICUT 數控仿真軟件進行驗證程序,VERICUT 是一款專為製造業設計的 CNC 數控機床加工仿真和優化軟件,此軟件不能生產程序,隻能模(mó)擬 G 代(dài)碼(mǎ)程序,包括子程序、宏程序、循環、跳轉、變量等。 因此對所編製(zhì)的鏈輪宏程序進行仿真,其仿真結果如圖 3 所示。

圖 3 仿真結果
6 、結 論
通過以上對鏈輪各部分參數的分析和計算,證明所編(biān)製的宏程序使用效果良(liáng)好。 采用用戶宏程序編製(zhì)出來的程序,結構簡單,具有良好的易修改性和易讀性,並且程序的通用(yòng)性強,隻要對主程序中齒形的基本參數的賦值進行修改,並按(àn)照齒數來確定調用坐(zuò)標旋(xuán)轉宏程序的次(cì)數,就可以加工出形狀相同(tóng),規格不同的一係列鏈(liàn)輪,無需再進行對(duì)鏈輪齒(chǐ)形相應點的計算。此宏程序(xù)可以作為子程序予(yǔ)以保存起來。因此,給中小型工廠對鏈輪在數控銑床上的(de)加工,尤其是對大型(xíng)鏈輪的單件或者小批量生產有著(zhe)重要意義,並給企業帶來了經濟效益(yì)[7-8]。
如果您有(yǒu)機(jī)床行(háng)業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬(mǎ)")

- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用(yòng)車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能(néng)源汽車(chē)產(chǎn)量(liàng)數據
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切削(xuē)機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台(tái)加工中心精度的幾(jǐ)種辦(bàn)法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和數控機(jī)床何去(qù)何從?
- 中國的技術工(gōng)人都去哪裏(lǐ)了?
- 機械(xiè)老板做(zuò)了十多年,為何(hé)還是小作坊?
- 機械行業最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點(diǎn)製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂(dǒng)數控車床(chuáng)加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔加工工藝的區別