



摘 要: 介紹了一種將普通車床改(gǎi)造為用於法蘭盤上鑽孔專機的方法及其應用效果。該專機以普通車床為基礎,改裝了機械結構和機床電氣,並進行了數控(kòng)化改造,編寫數控鑽孔宏程序。通過現場加工,該鑽孔專機運行穩定可靠,加工質量好,達到了節約成本、提高效率的(de)目的。
關鍵詞: 法蘭盤鑽孔; 數控改造; 鑽(zuàn)孔宏程序
機床是製(zhì)造業進行生產加工的主體[1]。自“可重構製造係統”[2]被提出以後,模塊化機(jī)床、模塊化控製器、開放式體係結構原理、模塊化機(jī)床與模塊化控製器集成等都陸續形成體係。同時綠色機床加工係統的研究已經成為綠色(sè)製造領域的一個(gè)熱點[3 - 4]。其中對現有大量的生產機床進行再製造與技術提升可實現一機多用,這也是可重構機床的一個研究核心。這種改造,提高了生產效率,同時(shí)減少(shǎo)了生產成本。
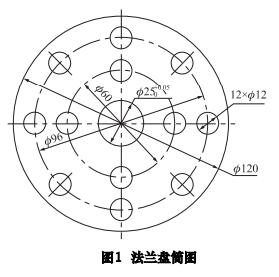
某公(gōng)司生產的 FEQ 法(fǎ)蘭盤尺寸(cùn)形狀如圖 1 所示,十二個 12 mm 孔沿 60 mm 和 96 mm 兩個同心圓周分布,法蘭盤外徑 120 mm,厚度為 8 mm。由於該公司(sī)沒有數控銑床和加工中心,鑽十二個 12mm 孔的工序一直是使用立鑽和專用鑽夾具,由人(rén)工操作完成。隨著生產批量的增加,該工(gōng)序人工操作的產量已經無法滿足生產需要。筆者經過與公司技術人員研究,因地製宜,根據公司現有設備條件,在普通車床的基礎上研製(zhì)出法蘭盤鑽孔專機(jī),以節(jiē)約生產成本、提 高 效 率,達到投(tóu)入與產出的(de)最佳比值。
1 、鑽孔專機整體設計
法蘭盤鑽孔專機(jī)以 C6136 普通車床為母體進行改造而來(lái),其整(zhěng)體(tǐ)改造方案如圖 2 所示
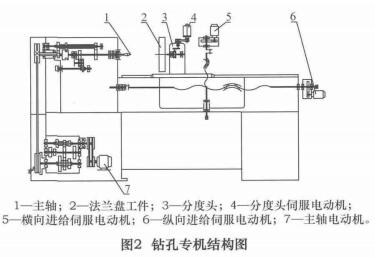
( 1) 對車床(chuáng)主軸(zhóu)、縱向及橫向進給方(fāng)向的(de)導(dǎo)軌進行檢修,保證其機械精度。
( 2) 拆除小拖板和刀架,在中拖板上加裝一個中(zhōng)心高度為 80 mm 的萬能分度頭。安裝時要保證(zhèng)分度頭主軸軸心線與車床縱向進給(gěi)方向平行,並加(jiā)墊塊保證分度頭中心與車床(chuáng)主軸中心等高。確定好位置後,以螺栓在中拖板 T 型槽內固定,使其不再移動(dòng)。
( 3) 保留主(zhǔ)軸電(diàn)動機、冷卻泵電動機(jī)。拆(chāi)除車床縱向和(hé)橫向的進給手柄,將普通絲杠更換為滾珠絲杠副,縱向絲杆導程 6 mm,橫向絲杆導程 4 mm,並選配適(shì)合的伺(sì)服電動機(jī)與驅動單元,分別控製車床縱向和橫向進給; 拆除分度頭手柄,選(xuǎn)配適合的伺服電動機與(yǔ)驅動單元用以控製分(fèn)度頭(tóu)轉動。
4) 增加相應的電路,采用國產經濟型數控係(xì)統實現控製(zhì)目的[5 - 6]。
2、 鑽孔專機控製設計
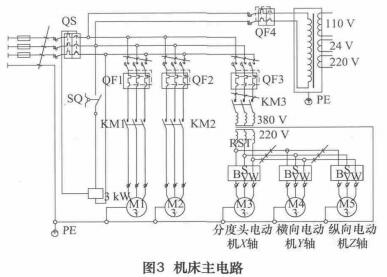
根據機床控製要求,其主電路如圖 3 所示。在主電路中,保(bǎo)留原有的總電源 QS,主軸電動機M1,冷卻泵電(diàn)機 M2,以及相關電路。增加分度頭(tóu)電動機 M3、橫(héng)向進給電機 M4、縱向進給電機 M5,以及相關斷路器、變壓器( 380 V /220 V) ,另外增加控製變壓(yā)器為數控係統和(hé)控製電路提供 220 V、110 V、24 V 電源。
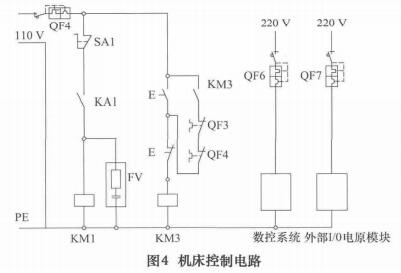
控製電路如圖 4 所示,KM1 實現主軸電動機正轉,加(jiā)限壓(yā)保(bǎo)護器件 FV,SA1 為緊急製動主軸的手動旋鈕;QF6 負責數控係統電源,QF7 負責外部 I /O 電源模塊。
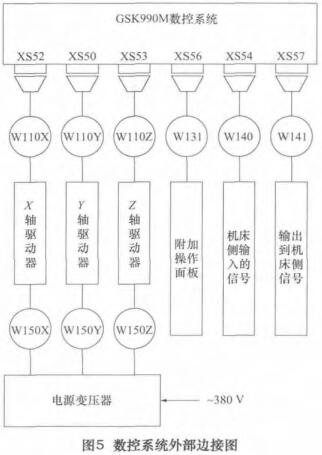
數控係統選用廣州數控 GSK990M 經濟型數控係統,具(jù)有良好的性價比,可實現 3 軸聯(lián)動,具備直線插補、固定加工循環等功能,支持 RS232 和 USB 接口,實現文件傳輸。
3 、鑽孔宏程序
根據(jù)鑽孔工藝,機床主軸用三爪卡盤夾持 12mm 鑽頭,法蘭盤工件以 25 mm 孔定位裝夾在(zài)分度頭上。以分度頭中心(xīn)和法蘭盤端麵為工(gōng)件坐標(biāo)係原點(diǎn),工進(jìn)→鑽孔→工退→分度頭轉→再次工進,重複 4 次,編寫鑽孔程(chéng)序(xù)如下:
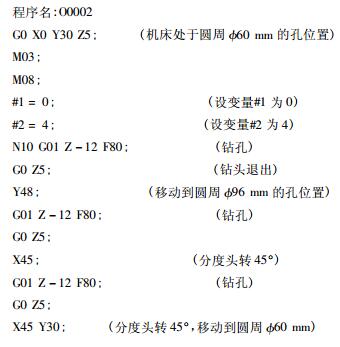
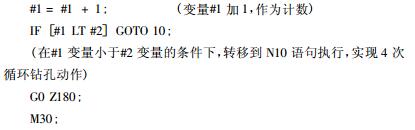
以上鑽孔程序還可根據法蘭盤的尺寸、孔(kǒng)分布圓周大小和(hé)角度、孔深度尺寸,對程序中的相應參數(shù)和變量進行(háng)修改,結構簡單,靈活性好[10 - 12]。
4 、結語
根據公司現有設備條件,利用普(pǔ)通車床(chuáng)進行相關(guān)的機械和電氣改造,采用國產經濟型數控係統實現其控製功能,得到的法蘭盤鑽孔專機具有工作穩定可靠、成本低(dī)廉、性價比高等優點。鑽孔宏(hóng)程序簡(jiǎn)單清晰,充分發揮了機床性能。在實際生產中(zhōng),鑽孔專機工作效率高,操作簡單方便,為公司節省了人工和設備(bèi)成本,創(chuàng)造了良好(hǎo)的效益。
如果您有機(jī)床行業、企業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com

查(chá)")
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新(xīn)能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量(liàng)數據
- 2024年9月 新能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產(chǎn)量數據