



摘 要:曲軸車間大連第二機(jī)床廠數控車黑屏(píng),不能正常啟動(dòng)。經判定,該故障為主板(bǎn)或存儲板損壞。然而,該機床使用的數控係統 FANUC0-TD 現(xiàn)已停產,無法采購備件。因此,本文對數控係統進行改造,從而使機床恢複正常工作。
關鍵詞:數(shù)控車 FANUC 數控係統
數控車床(chuáng)是數字程序(xù)控製車床的簡稱。它集通用性好的萬能型車床、加工精度高的精密型車床和(hé)加工效率高的專用型車床的特點於一身,是(shì)國內使用量最(zuì)大、覆蓋麵最廣的(de)一種數控機床。數控車床可分為臥式和立式兩大類(lèi)。臥式車床又有水平導軌和傾斜導軌兩種。檔次(cì)較高的數控臥車一般都采用(yòng)傾斜導軌(guǐ)。按(àn)刀架數量分類,它(tā)又可分為單刀架數控車床和雙刀架數控車床。
前者是 2 坐標(biāo)控製,後者是 4 坐標控製。雙刀架臥車多數采用傾(qīng)斜導軌。普通車床是能對軸、盤、環(huán)等多種類型工件進(jìn)行多種工序加工的臥式(shì)車床,常用於加工工件的內外(wài)回轉表麵、端麵和各(gè)種內外螺紋。采用相應的刀具和(hé)附件,還可(kě)進行鑽孔(kǒng)、擴孔、攻絲和滾花等。普通車床是車床中應用最廣泛的一種,約(yuē)占車床類總數的 65%。因其主軸以水平方式放置,故稱為(wéi)臥式車床。數控車(chē)床、車削中心,均是一種(zhǒng)高精度、高效率(lǜ)的自(zì)動(dòng)化機床。配備多工位刀塔或(huò)動力刀(dāo)塔,機床就(jiù)具有廣泛的加工性能,可加工直線圓柱、斜線圓柱、圓弧和各(gè)種(zhǒng)螺紋、槽、蝸(wō)杆等複雜工件。此外,它具(jù)有(yǒu)直線插補(bǔ)、圓弧插補各種補償功(gōng)能,並在複(fù)雜零件的批量生產中發揮了良好的經濟效果。
數控車床安裝了數控係統,和電腦類似,可以(yǐ)說是特殊的電腦,能直接控製(zhì)各軸(zhóu)的運行距離、速度。它可以(yǐ)手動,也可以全自動。數控機(jī)床的精度一(yī)般比普(pǔ)通床精度高。
一拖(洛陽)柴油機有限公司的 FANUC 數控(kòng)車屬於立式單刀架數控車。這些設備大(dà)多已工作 10 年以上,有些甚至已經工作超過 20 年,對企業的發展做出了巨大貢獻。然而,隨著時間的推移,這批設備出現的故障也越來越嚴重,出現故障的部(bù)位也越來越(yuè)靠近核(hé)心。然而,核心部(bù)件的采購難度越來越大,給維修(xiū)工作帶(dài)來的難度也越來越大。因此,這就需要(yào)加強對設備(bèi)的認(rèn)知,熟練掌控設備的(de)工作原理及編程控製技術。
1 、存在問題
曲軸車(chē)間大連第二機床廠數控(kòng)車(CKA6780 出廠編號:A040 出廠日期:2002.10)在電源啟動後黑屏,經交換 CRT/MDI 單(dān)元(yuán),仍然黑屏;交換軸控板 AEX I/O 板電源,屏幕仍然不亮,確定故障為主板或者存儲(chǔ)板損壞。該機床使用的數控係統是 FANUC0-TD,而該型號數控係統生產廠已停產,無法采購備件。同時,曲軸生產任務又急需該機(jī)床加工,故需要攻關解決。
2 、改(gǎi)造方(fāng)案
調查發現,機修站有一台漢川(chuān)機床廠生產(chǎn)的鏜銑床數控係統使用類似數控係統(tǒng) FANUC0-MD。觀察發現,儲存板和控製板的訂貨號(hào)相同。於是,嚐試(shì)通過將漢(hàn)川(chuān)機床廠數控係統上的(de)存儲器控製板替換到數控車上,使機床恢複正常工作(zuò)。
3 、改(gǎi)造實施
將數控係(xì)統(tǒng)主板(bǎn)和存儲(chǔ)器控製板從電(diàn)箱拆下,使用清洗劑清(qīng)洗,烘幹後重新安裝試機,故障現象依舊,從而排除線路板灰塵(chén)大、接觸不良的原因(yīn),確定為存儲器控製板損壞。在沒有備件可以更換的情況下,通過調查發(fā)現,機修(xiū)站有一台漢川機床廠生產的鏜銑床數(shù)控係統使用類似數控係統——FANUC0-MD,且該機床目前(qián)處於停(tíng)用狀態。於是,嚐試將漢川機床廠數控係統上的存儲器控製板代換到數控(kòng)車(chē)上,如圖 1 所示。
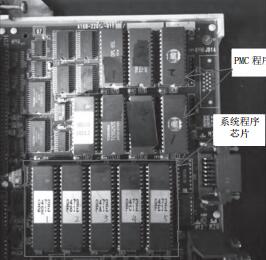
圖 1 存儲板的(de)相關係(xì)統模塊
由於 FAUNCO係統(tǒng)的 PMC程序存儲在隻讀存(cún)儲器(EPROM)芯片中,需要專用的編輯卡修(xiū)改和編寫程序。存儲器控製板上麵保存有數控係(xì)統的係統程(chéng)序、機床(chuáng)參數、零件加工程序和用戶 PLC 程(chéng)序。這兩台機床不同,PMC 程(chéng)序、係統參數、機床參數都不同。要將兩(liǎng)台不同機床的存儲器控製板代換,需要交(jiāo)換保存有數控係統(tǒng)程序和 PLC 程序的隻讀存儲器(qì)(EPROM)芯片。而保存機床參數、零件加工程序的(de)讀(dú)寫存儲器(RAM)芯片的數據(jù)內容,將隨(suí)著備份電池拆除(chú)丟失(shī)。在更換完隻讀存儲器芯(xīn)片後,重新安(ān)裝存儲器板,通電開機,數控顯示屏顯示恢複正常。但(dàn)是,數控係統操作方式無法從(cóng)手動切換到 MDI 方式,這(zhè)樣就無法(fǎ)重新輸入機床參數和零件加(jiā)工程序。
經核對發現(xiàn),機床 PLC 程序沒有更新,造成機床操作麵板無法工作,致使數(shù)控操作方式無法切換。解(jiě)決辦法是機床通電時(shí),同時(shí)按 delete+reset+can 三個鍵進行係統總清。重新斷電、上(shàng)電後,PLC 程序按照 EPROM 芯片(piàn)數據(jù)進行更(gèng)新,在緊急停止狀態(tài)下接通 NC,使 PWE=1 即為(wéi)參數寫入允許。在伺服參(cān)數設定畫麵上修改調整(zhěng)伺服(fú)參(cān)數。伺服參數設定畫麵方法:按壓SYSTEM SV-PAM 鍵(jiàn),伺服參數設定畫麵即顯示,否則設(shè)定參數 3111#0(SVS)=1 後,關 NC 電源,再開 NC 電源,即可顯示(shì)伺服(fú)參數設定畫麵,操作正常。重新手動輸入機床參數、零件加(jiā)工程序後,機床恢複正常工作(zuò)。
4 、結論
當設備使用年限較長(zhǎng)後,比較容易出現設備核心部件(jiàn)的損壞。而這些核心部件市麵上往(wǎng)往(wǎng)已經買不到,給設備維修造成(chéng)很大阻礙。分析和處理結果表明(míng),此時如果能夠提前將已經達不到設(shè)備生產精度或其他不可抗因素(sù)造成的其他同期(qī)已報(bào)廢設備的核心部件截流,既能減(jiǎn)少當前設備的維修成本,又(yòu)能額外增加當前設備的使用年限,延緩報廢(fèi),
減輕企業損失。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金(jīn)屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本(běn)型乘用(yòng)車(chē)(轎(jiào)車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
- 機械加工過程圖示
- 判斷(duàn)一台加工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統(tǒng)和數控(kòng)機床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板(bǎn)做了十多年,為(wéi)何還是小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害(hài)己!不倒(dǎo)閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具補償功能(néng)
- 車床鑽孔攻螺(luó)紋加工方法(fǎ)及工(gōng)裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工(gōng)藝(yì)的區別