")



交流伺服(fú)電機的PLC控製綜合(hé)性實驗開發與設計
2017-7-13 來源: 廣東石油化工學院 機電(diàn)工程學院 作者:陳英俊(jun4),黃崇林
摘要:為探索機(jī)械類創新應用型人才(cái)的培養模式、提高學生的工程實踐能力,根據交流伺服電機的位置(zhì)控製模式(shì)及PLC高速(sù)脈衝輸出原理,開發和(hé)設計了交流伺服電機的(de) PLC控製綜(zōng)合性實(shí)驗.實(shí)驗內容包括設置交流伺服驅(qū)動器(qì)參數(shù)、電氣設(shè)計與連線、運用 PLC的高(gāo)速脈(mò)衝處理指令編製程序,以(yǐ)及控製電機按指定的(de)速度運行、單軸快速定(dìng)位和指定(dìng)的加減速動作.通過實驗,學生鞏固和擴展了課堂知識、激發了(le)學習興趣、提高了教學質量.
關鍵詞:交流伺服電機;PLC控製;綜合性實驗
隨著交(jiāo)流伺服技術的發(fā)展,其技(jì)術越(yuè)來越(yuè)成(chéng)熟(shú),成本也不斷地(dì)在降低,交流伺服(fú)電機逐漸(jiàn)取代直(zhí)流伺服電機成為機電一(yī)體化技術和(hé)產品中主流控製用電動機[1G2].特別是在多自由度的工(gōng)業機器人、現代數控(kòng)機(jī)床上,交流(liú)伺服電(diàn)機因為其使用的便(biàn)利性及免維護性,得到了廣泛的(de)應用[3G4].交(jiāo)流伺(sì)服控製技術是高校機械類專業學(xué)生必須學習和實踐的重要內容[5G6],而可(kě)編程控製(programmablelogicalcontroller,PLC)是在工業控製中廣泛采用的一(yī)種穩定可靠的控製器,學生在高年級時已經修讀(dú)過相關課(kè)程,具備了開展交流伺服電機的PLC控製(zhì)綜(zōng)合性實驗的知識基(jī)礎.
本文根據探索機械類創新應用型人才培養模式的需要,以鞏固機械(xiè)類學生(shēng)相關的專業課(kè)程知(zhī)識與提高其工程實踐能力、創新能力為(wéi)目標,在交流伺服電動(dòng)機係統和 PLC控製器(qì)組成的(de)實驗平台上,開展交流伺服電機的 PLC控製綜合性實驗技術(shù)研究,開發設計相應的(de)實驗項目,對提高機械類(lèi)專業學(xué)生的培養質量具有(yǒu)實際意(yì)義。
1.實驗設計原理
實驗開(kāi)發與設計的目的,在於學生通過(guò)在本實驗中(zhōng)綜合運用交流伺服電機與PLC控製的知識(shí),設計和搭建出PLC控製交流伺服電機的(de)係統,學習和掌(zhǎng)握交(jiāo)流伺服電機及其驅動器的操作和使用方法(fǎ),實現交流(liú)伺服電機(jī)的單軸(zhóu)定(dìng)位和加減速等的簡(jiǎn)單控製,進一步強化學生對“機(jī)電一體化設計基礎”“可編程控製器”“機電傳動控製”等課程知識的掌握,提升學生的實際操作能(néng)力.同時教(jiāo)師利用此新的(de)教學手段,提高教學質量和學生的學習效(xiào)率.
1.1交流伺服電機及其驅動器的理論基礎
對於一般(bān)簡單的機電(diàn)一體化控製係統,常常采用廉價的步進電機,其控製精度已經(jīng)足(zú)夠;對於要求控製精度高,並且速度、負載變化大的場合(hé),則應該(gāi)采用交流伺服電機,又因(yīn)其(qí)使用方便,所(suǒ)以常常取代了直流伺服電機[7].交流伺服電機必須與驅動器配套使用才能夠(gòu)正常工作,伺服驅動器為伺服電(diàn)動機提供動力及相應的控製信號,並且根據電動機(jī)尾(wěi)部的光柵傳感器檢測到的電機(jī)速度或位置信號,實時調整電機動作,使其與設計人員既定的(de)使用要求相匹配.交流伺服係統示意圖如圖1所示.
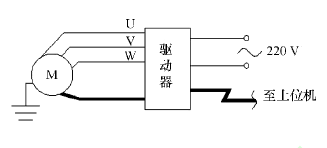
圖1 交流伺服係統示意圖
2.交流伺服電動機的驅動器
常見的3種控製模式有:位置控(kòng)製、速(sù)度(dù)控製和轉矩控製[8].位置控(kòng)製是通過上位機提供給伺服驅動(dòng)器(qì)的脈衝控製信號來控製伺服(fú)電機動作的,而速(sù)度(dù)控製和轉矩控(kòng)製則是(shì)通過上(shàng)位機提供的(de)模擬量控製信(xìn)號去控製伺服電機的[9].本實驗選用的是80STGM02430交流伺(sì)服電機和AASD15A伺服驅(qū)動器,其技術規格(gé)如表1和(hé)表2所(suǒ)示.
表180STGM02430交流伺服電動機技(jì)術規格
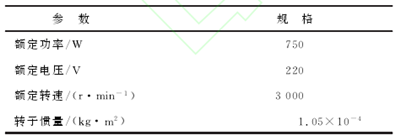
表2AASD15A交(jiāo)流伺服驅動器技術(shù)規格
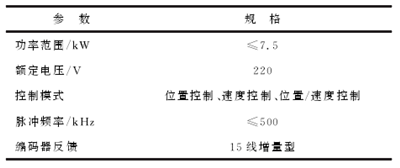
交流伺服電(diàn)機額定電壓為常用的市電220V,功率在交流伺服電機中屬於小功(gōng)率型,體積較(jiào)小;驅動器則是與交流伺服電機同一生產廠家的、功(gōng)率相匹配的驅動器.這裏驅動器的控製模式(shì)選用位置控製(zhì),為一種常見的、易(yì)用的(de)、成(chéng)本較低的驅動器控製模式,一般都能夠(gòu)滿(mǎn)足實(shí)際機電一體化係統的(de)控製需要.選用的設備既能達到讓學生學會典型交流伺服係(xì)統(tǒng)的目的,而且使(shǐ)用方便(biàn)、價格適中.
1.2PLC控製的交流伺服電機的理論基礎
實驗中的PLC控製器實質就相當於(yú)圖1中的交流伺服驅動係統的上位機,為(wéi)交流(liú)伺服驅動器提供(gòng)外部的控製信號.這裏驅動器的控製模式選用位置控製,則(zé) PLC則必須選擇能夠輸出脈衝(chōng)控製信號的脈衝輸出型PLC,而非繼電器輸出型的 PLC.本實驗中直接(jiē)利用PLC輸出的高(gāo)速脈衝信號實(shí)現交流伺服係統的簡單控製.
本(běn)實驗選用的 PLC 型 號 為(wéi) FX1NG24MT,是日本三菱(líng)公(gōng)司生產的功能強大的微型 PLC,能提供輸入(rù)輸出總點數為24點(輸(shū)入14點(diǎn)、輸出10),能同時輸出2點(diǎn)100k Hz脈衝(chōng),PLC配備有7條特殊的定位指令,包括零返回(huí)、絕對位置讀出、絕對或相對驅動以及(jí)特(tè)殊脈衝輸出控(kòng)製[10].2 實驗(yàn)開發與設計
2.1交流伺服驅動器的設置
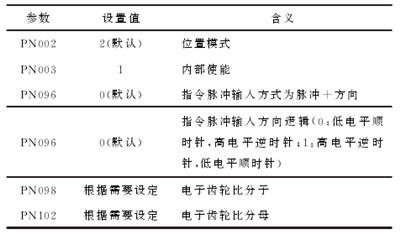
在交(jiāo)流伺服電機及其驅動器(qì)連接PLC之前,必須通過其操控麵板設(shè)定好驅動器參數,並且在(zài)修改後需寫入保存,重啟後方能生效.因此學生必須熟悉驅動器操(cāo)控麵板的操作.本實驗中必須設置的參數如表3所示.
表3交流伺服驅動器的參數設置
這裏尤其(qí)需要注意的是(shì)電子齒輪比的設置(zhì).電子齒輪比是所有交流伺服驅動器必須設置的重(chóng)要參數.因為交流伺服電機的編碼器反饋精度非常(cháng)高,如(rú)這裏采用的AASD15A伺服驅(qū)動器的編(biān)碼器為15線增量型,其理論每圈分(fèn)辨率最高為(wéi)215=32768個脈(mò)衝.但實際采用如此高的編碼器分辨率在編程和控(kòng)製上並不方便,也往往不需要如此高(gāo)的精度,所以一般都人工設定一個較低的分辨率,即每圈(quān)脈衝數.伺服驅動器的電子齒輪比定義為
PN098為電(diàn)子齒輪比分子,出廠默認值為(wéi)1,取值範圍(wéi)為1~32767;PN102為電子齒輪比(bǐ)分母,出廠默(mò)認值為1,取值(zhí)範圍為1~32767.比如欲設置交(jiāo)流伺服電機5000個脈衝轉1圈,則電子齒輪比(bǐ)為2,所(suǒ)以PN098應(yīng)設為2,PN102應設為1;設置交流伺服電機(jī)10000個脈(mò)衝轉1圈,則電子齒輪比為1,所以 PN098應設(shè)為1,PN102應設為1,此為出廠默(mò)認值.熟悉並設置好電子齒輪比,在後續編程中(zhōng)才能(néng)對應地準確控製交流伺服電機的轉速(sù)和位移(yí),從而保證實驗安全.
2.2PLC控(kòng)製程序的編寫
學生需在計算機上自行安裝PLC編程軟件 (如GX Works2),並且正確設置 COM 通信(xìn)口,通過(guò)編程電纜實現與(yǔ)PLC的通信,能夠順利讀取 PLC 中原來(lái)的程序.在 PLC控製交流伺服電機中,主要通(tōng)過(D)PLSY和(D)PLSR 兩個高速脈衝處理指令實現電機指定速度運行、單軸快(kuài)速(sù)定位和指定的(de)加減速動作.(D)PLSY 指令用於產生指定數量的脈衝.通過在(zài)程序中使用(D)PLSY 指(zhǐ)令可以控製交流伺服電機(jī)以恒定轉速轉動(dòng)指定圈數,實現交流伺服電機的單軸快速定位.其指令格式如圖2所示[11].
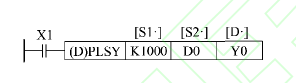
圖2脈衝輸出指令(D)PLSY
關於(D)PLSY 指令格式的(de)說明:(1)圖2中指定脈衝(chōng)頻率.對於 FX1N 係列PLC,用 16 位 指 令 PLSY 時,最 高 輸(shū) 出 頻 率 為32767Hz;用32位(wèi)指令 DPLSY 時,最高輸出頻率(lǜ)為20k Hz.實驗中,交(jiāo)流伺服(fú)電機是位置控製(zhì)也就是脈衝控製(zhì)模式,是通過脈衝頻率控製(zhì)電機的轉速,所以[S中的參數就決定了電機的轉 速.但電(diàn)機實際轉速還需配合伺服驅(qū)動器(qì)中所設定的電子齒輪比(bǐ)進行(háng)計算,即電機每一圈所(suǒ)設定的對應的脈衝數,才能得出電機的實際(jì)轉速(r/min).
(2)圖2中指定脈衝數量.因為交流伺服電機為脈衝(chōng)控(kòng)製模式,所以中的參數就決定了電機(jī)的位移.類似於電機(jī)的實際(jì)位移也要通過伺(sì)服驅動器中所設定的電子齒輪比進(jìn)行計算,才能得出(chū)電機實際轉過的圈數.
(3)圖(tú)2 中 。指 定 脈 衝 輸 出 元(yuán) 件 號(hào).對 於FX1N係列PLC,其輸出元件號隻能為 Y0或者 Y1。
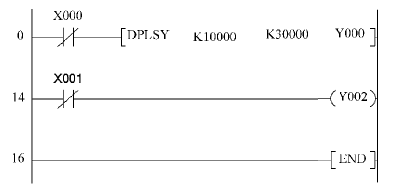
圖(tú)3含有(D)PLSY指令的程序示例
在圖3所示程序中,DPLSY 指令的的值為K10000,則表(biǎo)示輸出脈衝的頻率為10000Hz,若(ruò)驅動器設定的電子(zǐ)齒輪比為2,交流伺服電(diàn)機5000個脈衝轉一圈,每秒轉過10000/5000=2圈,則指定了電機的轉速為120r/min;的值為 K30000,電機共轉(zhuǎn)30000/5000=6圈;脈衝輸出元件為 Y0,方向信號輸出元件為Y2,為低電平,電機順時針轉動.(D)PLSR 是帶(dài)加減速功能的脈衝輸出指令.通過在程序中使用(yòng)(D)PLSR 指令可以控製交流伺服電機以較平(píng)穩的速度啟動或者製動,可以用(yòng)來減小對(duì)機械零(líng)部件的衝擊或者使得在轉速(sù)變(biàn)化(huà)過程(chéng)中容(róng)易采集相關數據[12].其指(zhǐ)令格式如(rú)圖4所示[11].
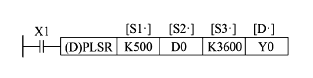
圖(tú)4 脈衝(chōng)輸出指令(D)PLSR
(D)PLSR 指令按[指定的最高頻率分10級減速,達到指定的輸出脈衝數後分10級減速.關於(D)PLSR 指令格式的說明:(1)指定脈衝輸出元件,與(D)PLSY 指令類似,隻能指定 Y0或者 Y1;(2)設定(dìng) 對(duì) 應 電 機 的 最 高 轉 速 的(de) 最 高 頻率,對於 FX1N 係(xì)列(liè) PLC 最高可(kě)設為(wéi)100k Hz,並且必(bì)須為10的倍數,實際電機轉速的(de)計算與上述使(shǐ)用)PLSY 指令(lìng)類似;(3)設 定 總 輸 出 脈 衝 數,使 用 16 位 指 令PLSR時,設 定(dìng) 最 大 值 為 32767,使 用 32 位 指 令DPLSR時,設定最大值為2147483647;(4)設定加減速時間,單位為 ms,最大值為(wéi)5000ms,並且(qiě)還需滿足下列公式

2.3實驗電氣連線
實驗的電氣連線主要分為(wéi)2部分.一部分是交流伺服電機與其驅動器連線,即完成如圖1所示的(de)交流伺服(fú)電機係統連接.具體連接如下:伺服驅動器有3條電源線(xiàn)引腳,L1、L2、L3.對於小於1000 W的交流(liú)伺服電機,一般接單相220V,即接L1、L2即可.電機線 U、V、W、E 和驅動器的 U、V、W、地引腳(jiǎo)一一對應連接.將廠家提供的電(diàn)機編碼器線與驅動器CN3直接相連.這部分的連線一般是連接好後,以後無論(lùn)采用何種上位機對(duì)交流伺服電機進行控(kòng)製,都不需要改變的.實驗的電氣連線另外一部分是伺服驅動器(qì)餘下的(de)CN2與上位機PLC的 連接.CN2為交(jiāo)流伺服係(xì)統的控製信號輸入(rù)接口.CN2接(jiē)口一(yī)共包(bāo)含25個引(yǐn)腳,采用位置(zhì)控製模式(shì)的話隻用到其中少(shǎo)數幾個(gè)引腳.PLC 輸出的是24V 脈衝信號,按照伺服驅動器說明書(shū),如圖 5 所示連接至PLC.其中的方向信(xìn)號引腳,按(àn)照默(mò)認邏輯如果接到24V高電平的信號或者懸空,則電機逆(nì)時針轉(zhuǎn)動,若接到低電平信號0V,則電機順時針轉動.
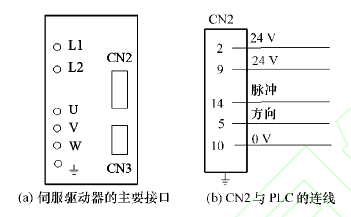
圖5驅動器接口與 PLC連線
2.4實驗結果與注意事項
實驗中,通過編製含有(D)PLSY 和(D)PLSR 兩個指(zhǐ)令的程序,均能(néng)使得交流伺服(fú)電(diàn)機動作,並且根據(jù)程(chéng)序中設(shè)定的參數及驅動器設定(dìng)的(de)電子齒輪比計(jì)算得到的轉速,與驅動(dòng)器操(cāo)控麵板(bǎn)上顯示的轉速一致.根據程序中設定脈衝數與電機轉過的圈數一致,加減速時間也一致.用(D)PLSR 指令實現了交流伺服電機如圖6所(suǒ)示的梯(tī)形(xíng)加減速控製.實驗結果與預期控製(zhì)結果一致.
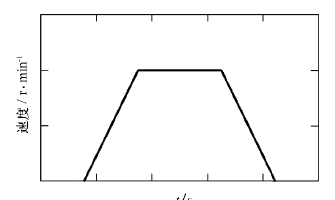
圖6 梯形加減速曲線
實驗中必須注(zhù)意(yì)的是(shì)所用 (D)PLSY 和 (D)PLSR指令對某個輸入元件都隻能使(shǐ)用一(yī)次;PLC 的輸出端子需要完整的回(huí)路,才能有電流流通或(huò)對控製元器(qì)件施加電壓,所以使用到的輸出元件的 COM 口(kǒu)需要短(duǎn)接.另外還需注意(yì)實驗的組織形式:(1)實驗分小組進行,小組人數以4人左右為宜(yí),小(xiǎo)組(zǔ)內分工須嚴格明確.
(2)為提高學生的創新實踐(jiàn)能力,實驗中所有連線都須學生親(qīn)手連接,指導教師不給定參考程序(xù),由學生自己靈活(huó)自由編製程序.實驗過程中,指導教師主要是對連線結果(guǒ)進行把關,保證實(shí)驗安全,以及指(zhǐ)定(dìng)學生必須要實現的電(diàn)機動(dòng)作.
3.結(jié)語
通過開發交流伺服電機的PLC控製綜合性實驗,讓學生設(shè)計(jì)並且實現了由PLC和交流伺服(fú)電機及其驅動器組成的機電控製係統,使學(xué)生熟悉了交流伺服電機的控製(zhì)方法,掌握了 PLC控製交流伺服電機(jī)程序的編(biān)寫及相關軟件.自己動手連線、操作(zuò)驅動器等使學(xué)生也學到了(le)一些教科書上沒有的知識(shí),激發了學生對PLC控製設計的興趣,為其將來從事相關機電一體化(huà)係(xì)統設計工作奠定了基礎.
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年(nián)10月 軸承出口情(qíng)況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本(běn)型乘用車(轎車)產量數據