



一種(zhǒng)伺服綜合(hé)控製電路(lù)的研製
2017-7-11 來源:陝西華經微電子股份有限公(gōng)司 作者:甘建峰
摘要:文中總結了一種用於(yú)航空的伺服綜合控製電路的研製,詳細地介紹了該電路的(de)電路原理、研製方法、技術難點和測(cè)試原理(lǐ)等問(wèn)題。
關鍵詞:伺服;電路;綜合;控製
1概述
航空的伺服綜合控製電路為專(zhuān)用電路,在測試時要外接相應的線路構成一局部係統,才能進行全部指標的調試。
該產品的主要技術指標如下:
電源電壓範圍(UCC1)5 V±0.2 V;電源電壓(yā)範圍(UCC2)+15 V±0.5 V;電源 電 壓 範 圍 (UEE)-15 V±0.5 V;工作溫度範圍(TA)-55℃~+125℃。
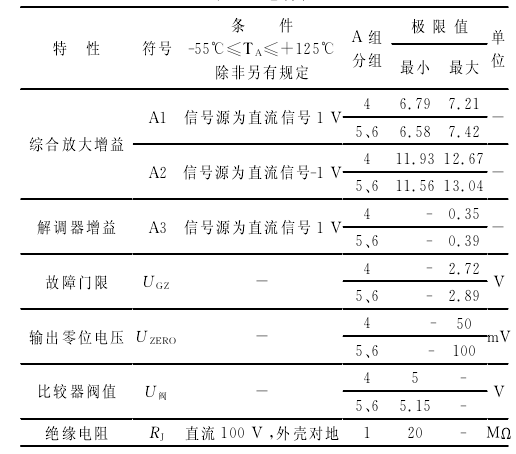
其電特性如表1。
表1 電(diàn)特性(xìng)
2 外形尺寸及引腳定義
外形尺寸見圖1;引腳定義見表2
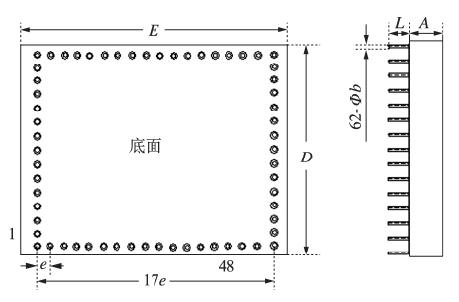
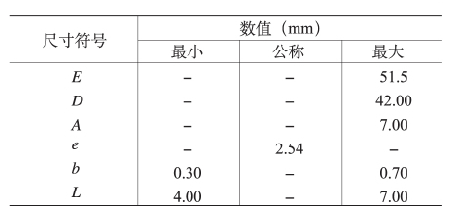
圖1 外形尺寸
3.電路原理及測試方法
3.1 研發支(zhī)撐文件
(1)伺服綜合控(kòng)製電路技術協議書;
(2)GJB2438A-2002 《混合集成電路通用規範》。
3.2 電路組成及工作原理
伺服(fú)綜合(hé)控(kòng)製電路是由監控電(diàn)路、解調電(diàn)路、綜合電路組成。監控電路是(shì)將前級監測到的小信號經(jīng)過多級放大,其(qí)中一路輸(shū)入到故障門限電路(lù),通過故(gù)障門限電(diàn)路的狀態來控製(zhì)後級電路;解調電路是將(jiāng)放大信號通過 CMOS模擬開關來(lái)控製後級電路;綜合電路中集成有比(bǐ)較器和與非門,與外圍(wéi)電路一起構成一個小係統(tǒng)來控製後級的狀態。三個分(fèn)係統相互影(yǐng)響、相互(hù)關聯,共(gòng)同構成(chéng)了伺服綜合控製電路。該電路主要由放 大 器 LM148、比較器 LM139與(yǔ)非門54 HCT00、CMOS模(mó)擬開(kāi)關 DG-303A、二 極管1N4148、北元(yuán)六電容和外圍電阻組成。 由於體積小,元器件數量較多,因此,采用陝(shǎn)西華經微電子股份有限公司(sī)成熟的厚膜集成工藝 。電路中的電容采用片式化的(de),首選NPO材料或X7R材料;電(diàn)阻采用印刷電阻,電阻(zǔ)漿料選用杜邦公司的優質漿料;集成塊選用合格供(gòng)應商提供的裸芯(xīn)片集成電路。電路原理如圖2。
表2 引腳定義(yì)
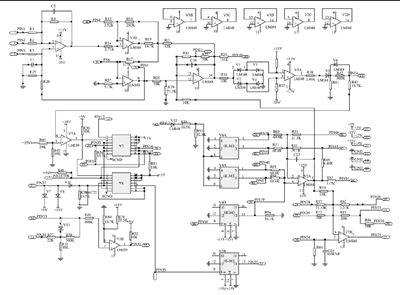
圖2 電原理圖
3.3 測試方法
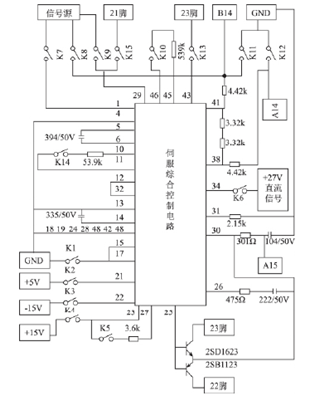
電路測試原(yuán)理圖(tú)如圖3所示。
(1)準備工作初始 各 開 關 均 處 於 斷 開(kāi) 狀(zhuàng) 態;UCC1= +5 V±0.2 V,UCC2= +15 V±0.5 V,UEE=-15 V±0.5 V;信號源開啟,+27 V±0.2 V直流信號開啟;按測試原理圖(tú)3接線;下述測量參考地為13腳。
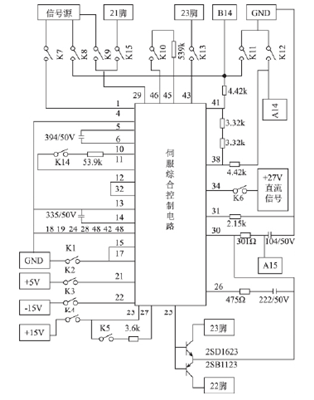
圖3 電路(lù)測試(shì)原(yuán)理圖
(2)綜合放大增益 A1閉合(hé) K1、K2、K3、K4、K7、K11、K12、K14(其餘開(kāi)關保(bǎo)持斷開),接(jiē)通電源 VCC1、VCC2、VEE,調節信號源為直流信號1 V,測5腳對地電壓(yā) V5和10腳對地電(diàn)壓 V10,︱V10/V5︱即為綜合放大增益(yì) A1,A1應符合表1的規定。
(3)綜合放大增益 A2閉合(hé) K1、K2、K3、K4、K9、K11、K12(其餘開關保持斷開),接通電源 VCC1、VCC2、VEE,調節信號源(yuán)為直流信號-1 V,測(cè)29腳對地電壓 V29和(hé) A15對地電壓 VA15,︱VA15/V29︱即為綜合放大增益 A2,A2應符合表1的(de)規定。
(4)解調器增益 A3閉(bì)合 K1、K2、K3、K4、K8、K10、K13(其餘開關保持斷開),接通電源 VCC1、VCC2、VEE,調節信號(hào)源為直流信號1 V,測B14對地(dì)電壓 VB14和44腳對地電壓 V44,︱V44/VB14︱即為解調器(qì)增益 A3,A3應符合表1的規定。
(5)故障門限 VGZ閉合 K2、K3、K4、K5、K6、K7、K11、K12(其餘開關保持斷開),接通(tōng)電源 VCC1、VCC2、VEE,調節信號源(直流信號(hào))從 0 開始向正方向由小到大改變電壓值,監(jiān)視芯片14腳,當(dāng)14腳有輸(shū)出時(≥2V)測1腳對地(dì)電壓 V1,此 時︱V1︱即 為 故 障 門 限 VGZ,VGZ應符合表1的規定。
(6)輸出零位電壓 VZER()閉合 K1、K2、K3、K4、K11、K12(其(qí)餘開關(guān)保持斷開),接(jiē) 通 電源(yuán) VCC1、VCC2、VEE,測(cè) 5 腳 對 地 電(diàn) 壓V,此時︱V︱即為輸出零位電壓 VZERO,VZERO 應符合表1的規(guī)定。
(7)比較器閥值 V 閉合 K1、K2、K3、K4、K6、K11、K12、K15(其餘開關保持斷開),接通電(diàn)源 VCC1、VCC2、VEE,測33腳對地電(diàn)壓 V33,此時︱V33︱即為比較器閥值 V 閥,V閥應符合表1的規定。
(8)絕緣電阻 RJ室溫下用超高值絕緣電阻測試儀在直流100 V條件下(xià)測外殼和地之間的電阻值應符合表1規定。
4 技術難點及解決方案
4.1 高密度集成(chéng)及細線(xiàn)工藝
該產品電(diàn)路較為複雜,所用元件較多,在有限的外殼體積下,必(bì)須提(tí)高集成密度才能合理(lǐ)完(wán)成布版。在研製(zhì)過程中為(wéi)解決高密度集成問題重點攻關了細線工藝。細線工藝的重點是控製細線的分辨(biàn)率,保證印刷線條表麵光滑(huá)、無毛(máo)刺(cì)、無斷線、根根分明,以確保導(dǎo)帶不會短(duǎn)路或斷路。在厚膜印刷中,影響細線分辨率的主要因素有以下幾個方麵:絲網的目數及張力、掩膜、漿料、印刷參數等。采用措施:(1)絲網采用(yòng)400目不鏽鋼(gāng)絲網,在網版製作上采用(yòng)先進的水洗膜製作(zuò)工藝,替代(dài)了原有的製網工藝,使圖形(xíng)邊緣清晰度更高,無毛刺、更加(jiā)平整(zhěng),漏印效果非常好;(2)選擇粘度適中,具(jù)有較高的觸變(biàn)性和較好的(de)凝膠效應的(de)57係列杜邦漿料,確保了導帶根根分(fèn)明;(3)在印刷時保(bǎo)證刮板(bǎn)沿線條方向刮料,減少了線條短路(lù)的幾率,同(tóng)時也減小了布線間的串繞。通過以上措施,經(jīng)過(guò)反複的工藝實驗,目前,細線印刷最 小 線(xiàn) 寬 可 達 到(dào)100μm,最 小 線 間 距 可 達 到125μm,印刷合格率可達到80%以上,並製定了相應的工藝文件。
4.2 解決內部水汽含量
本試驗是測定該電路內部氣體中的水汽含量,在初樣階段,電(diàn)路封裝後做內部水汽含量試驗,比標準的(de)要求差的很遠。查找原因,發現(xiàn)導電膠、高(gāo)溫環氧、焊膏裏分別有水汽。針對此情況,通過提高烘幹溫度、延長烘幹時間和在蓋板上印(yìn)刷水汽吸收劑等(děng)特(tè)殊工藝後,嚴(yán)格按照以上措施操作後,解決(jué)了內部水汽含量問題。
4.3 關於測(cè)試(shì)準確性的問題(tí)
在產品測試(shì)過(guò)程中,容易出現(xiàn)開始測試時輸出電壓偏高(gāo),半分鍾左右後電壓(yā)才能恢複正常的現象,這主要是由於該產品內是由相互關聯的多個小係統構成,在(zài)整機測試時各係統同時工作,而在單獨(dú)測試該產品時隻能分係統各個測試。在測試一個係統時,其餘係統就處於懸空空載狀(zhuàng)態,這樣不工作的引出腳就容易(yì)積攢電荷(hé),通過電(diàn)路內(nèi)部的(de)放大電(diàn)路將幹擾放大,所以在測試時要將產品的引出腳(jiǎo)在防靜電膜上插一下將靜電放掉(diào)。
5協議和(hé)實測電特性對(duì)比
協議和實測電特性對比表見(jiàn)表3。
表3 協議和實測(cè)電特(tè)性對比表
6.結論
該產品為用戶專(zhuān)用產品,研製成(chéng)功(gōng)後(hòu)在(zài)用戶整機上測試滿足要求。同時該產品高密度集成、體積小(xiǎo)、重量輕、全金屬屏蔽封(fēng)殼使用戶整機體積和重量大幅下降,滿足了航空產品減重的發展趨(qū)勢,具(jù)有廣(guǎng)闊的應用(yòng)前景。
投稿箱:
如果(guǒ)您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
金(jīn)馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新(xīn)能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機(jī)床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種(zhǒng)辦法
- 中(zhōng)走絲(sī)線切割機床的發展趨勢(shì)
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的技(jì)術(shù)工(gōng)人都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械(xiè)行業(yè)最新自殺(shā)性營銷,害人(rén)害己(jǐ)!不倒閉才
- 製(zhì)造業大逃亡
- 智能(néng)時代,少談點智造,多(duō)談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一(yī)文搞懂數控車床加(jiā)工(gōng)刀具(jù)補償功能(néng)
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別