



數控機床在線檢測係統(tǒng)的開發與應用
2019-10-14 來源:甘肅機電職業學院 甘肅農業大學(xué)技術處 作者:毛文亮 楊小平
摘 要:以 Unigraphics NX 10.0 軟件為開發平台,應用 UG/Open GRIP 和 UG/Open Menu Script 二次開發工具,對 MATLAB 2016 和 VERICUT 8.0 軟件在(zài) Unigraphics 平台下進行了集成,開(kāi)發了數控機床在線檢測係(xì)統。 為驗證這一係統的有效性(xìng),對(duì)在線檢測數據與三坐標測量機檢測數據進行了對(duì)比,結果顯示,兩者最大(dà)誤差僅為 0.05 mm。 數控機床在線檢測係統的開發,為精密複雜零件的高效數控加工與表麵質(zhì)量信息的(de)獲取提供(gòng)了技術支持。
關鍵詞:機床 在線檢(jiǎn)測 軟件 應用
隨著現代製造業智能化、數字化(huà)、網絡(luò)化的發(fā)展,精密複雜零(líng)件“設計-加工-測量-補償加工”一體化製造成(chéng)為了趨勢。近年來,國(guó)內外學(xué)者對此進行了深入研究。 Mou 等[1]開發了一(yī)種基於計算機輔助(zhù)設計 CAD/CAM/CAI 的在機檢測係統。 Kramer 等[2]對基於零件(jiàn)表(biǎo)麵特征的檢測係統進行了(le)研究。 Yoon 等[3]對基於 PC-NC (Personal Computer based Numerical Control) 的 在機檢(jiǎn)測係統進行了研究。 Kim 等[4]研發了一款將檢測路徑用 G 代碼格式傳送給數(shù)控機床的(de)在機檢測係統。孫誌海[5]介紹了基於 CAD 的加工中心在(zài)線檢(jiǎn)測係統的設計。 辛娜[6]研究了加工中(zhōng)心在線檢測編程技術。 陳歡等(děng)[7]開發了基本體在線檢測宏程序。陳明娟(juān)[8]研究了基本體在線(xiàn)檢測路徑。總之,國外的在線檢測係統技術相(xiàng)對成熟,價格非(fēi)常昂貴。國內的在線檢測係統檢測功能相對比(bǐ)較單一, 無法對複雜零件進行全麵精確測量。 因此,開(kāi)發一套功能全麵、價格低廉的(de)數控機床在(zài)線檢測係統,對精密複雜零件 “加工-檢測-補償加工”一體化製造具有(yǒu)重要意義(yì)。
1 、數控機床在線檢測係統組成及原理
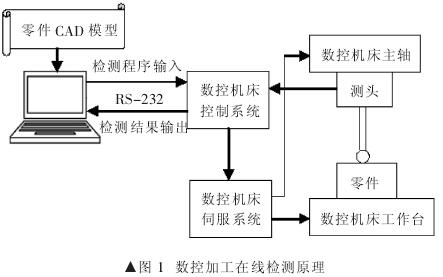
數控機床在線檢測係(xì)統主要由測頭、數控機床、信號接收裝置和計(jì)算機組成。在線檢測時,在檢測係統中導入零件(jiàn) CAD 模型(xíng),選取檢測點(diǎn),生成檢測程序,進行(háng)仿真(zhēn)校驗。仿真校(xiào)驗無誤後,計算機通(tōng)過數控機床通信接口(kǒu)將檢(jiǎn)測程序傳送給數控機(jī)床,數控機床驅動測頭(tóu)按檢測路徑運動,當測頭接觸到零件後, 發出觸發信號,信號被接收裝置接(jiē)收,並傳給轉換器,轉(zhuǎn)換器把(bǎ)信號處理後(hòu)傳給(gěi)數控機床控製係統,機床(chuáng)停止運動,測點坐標被保存下來。
然後進行下一(yī)點測量(liàng),等所有點測量完畢(bì),測點坐標通過通信接口傳輸給計算機,計算機對檢測數(shù)據進行後續處理,生成檢測報告。數(shù)控加工在(zài)線檢(jiǎn)測原理如圖 1 所(suǒ)示。
2 、數(shù)控機床(chuáng)在線檢測(cè)係統開發
筆者開發的數控機床在線檢測係統是以配置FANUC 0i MC 數控係統的加工中心為執行設備 , 以UG NX10.0 三 維製圖軟件為平台 , 借 助 UG/OpenGRIP、 UG/Open Menu Scr[9]等 UG 二次開發工具,將矩陣工廠(chǎng)數學軟件 MATLAB 2016 和數控加工仿真係統 VERICUT 8.0 集成於(yú) UG 操作環境下(xià), 進行在線檢測的(de)一款數(shù)控機床在線檢測係(xì)統。
這一在線檢測係統(tǒng)具有檢測模型測點選取、檢測程序(xù)生成、檢測仿真、加工中心串口通信、 檢測誤差補償(cháng)計算及數據處理等功能。 主要由 UG、MATLAB 和 VERICUT 三大模塊組成。
2.1 檢測點信息提(tí)取
檢測點信息(xī)是檢測係統獲取檢測零件(jiàn)表麵數據信息的主要依據。主要指曲麵檢測點的三維坐標、檢測點(diǎn)相對於檢(jiǎn)測曲麵(miàn)的法向矢量、 檢測點相對於檢測曲麵的切向矢量等[10]。 數控機床在線檢測時,首先要對檢測曲麵檢測點的數(shù)據信息進(jìn)行提取,為實現上述功能,在二次開發中, 筆者(zhě)用 UG/Open GRIP 以 NURBS 曲(qǔ)麵在 U、V 兩個方向的節點矢量, 均勻劃分采樣(yàng)網格,設步長,生成節點,以節點作為(wéi)曲麵檢測點。 檢測點確定後,定義 surf 為曲麵變量,pt(200)為測點變量,fxl(3)為檢測點相對檢測曲麵的(de)法向矢量 ,qxlu (3) 為(wéi)檢測點相(xiàng)對檢測曲麵的 U 向(xiàng)切向矢量,qxlv(3)為檢測點相對於檢測曲麵的 V 向切向矢量。 編寫檢測點信息(xī)讀取程序,調用函數 IDENT,選取檢測曲麵和檢測點,保存變量,用 FETCH 和 READ 命令讀(dú)取檢測點三維坐標。調用函數 SPARF,取(qǔ)檢測點 U、V 參數值(zhí)。調用函數 SNORF, 求取檢測點相對於檢測曲麵的法向矢量。調(diào)用函數 SDDUF, 求取檢測曲麵在 U 向的切向矢量。調用函數 SDDVF, 求取檢測(cè)曲麵在(zài) V 向的切(qiē)向(xiàng)矢量。調用函數 IF、JUMP 循環語句,重(chóng)複上述操作(zuò),待檢測曲麵所有檢測(cè)點的三維坐標、法向矢量、切向矢量信息獲取後,用 PRINT 語句以 *.txt 格式輸出到列表,
檢測曲(qǔ)麵檢測點數據信息提取完畢。
2.2 檢測路徑(jìng)規劃及 NC 代碼(mǎ)的生成
曲麵檢測點數據信息提取後, 利用軟(ruǎn)件 MATLAB2016 讀取檢測點信息 ,按照測(cè)頭沿檢測點法向矢量檢測的原(yuán)則、規劃三軸聯動加工中(zhōng)心在線(xiàn)檢測路徑。在(zài)線檢測路徑規劃完成後(hòu), 根據(jù)建立的(de)三軸聯動加工中心運動模(mó)型,編製後置處理程序,生成 NC 檢測代碼,並把 NC 檢測代碼傳輸給加工中心,加工(gōng)中心驅動測頭按照規劃的檢測路徑運動, 就可以實現加工中心對零件的在線檢測。 為(wéi)實現上述功能,在二次開發中,筆者對編製的 MATLAB 2016 源程序(xù)進(jìn)行了打包處理(lǐ),並(bìng)以 *.dll 的文件格式進行了保存。
在 UG10.0 環境下,通(tōng)過 UG/Open Menu Script 開放的端口函數, 用 *.men文件對編製的 MATLAB 2016 源程序 *.dll 文件進行了調用(yòng),使 MATLAB 2016 與 UG10.0 在程序調用和數據信息轉換間實現了對接[11]。
2.3 檢(jiǎn)測仿真
為避免幹涉, 在(zài)線檢測前需(xū)要調用 VERICUT8.0對檢測路徑(jìng)進行仿真。為實現上述功能,通過新建係統(tǒng)環境變量, 增設 VERICUT8.0 程序運行圖標, 實現了UG10.0 與VIRECUT8.0 的無縫連接 。 具(jù)體操作過程為:在電腦屬性中打開係統屬性對話框,選擇高級,新建 係 統 變 量 CGTECH_INSTALL, 輸 入 變 量 值 D:\Program Files\vericut 8.0\VERICUT, 點擊確(què)定 ; 新建係統變量(liàng) CGTECH_PRODUCTS,輸入變量值(zhí) D:\ProgramFiles\vericut 8.0\VERICUT\windows64, 點擊確定(dìng) ; 新建係(xì)統變量(liàng) LSERVOPTS, 輸 入 變(biàn) 量 值 -s "C\ProgramData\CGTech\license\cgtech.lf",點擊確定 ; 新(xīn)建係統變量 LSHOST, 輸入變量值 GYZX6-PC, 點擊確定; 新建變量UGII_VENDOR_DIR, 輸(shū)入變量值 D:\Program Files\vericut8.0\VERICUT\windows64\nx\NX10\english,點擊確定。 通過新建上述係統變(biàn)量,並賦(fù)值,就使 UG10.0 與VIRECUT8.0 實現(xiàn)了對接。新建係統環境變量(liàng)如圖 2 所(suǒ)示。
具體使用時,打開 UG10.0 進(jìn)入加工(gōng)環 境 , 在(zài)工(gōng)具條上單擊 VERICUT8.0 圖標 , 進 入VERICUT8.0 界麵 , 就(jiù)可以(yǐ)對檢測路徑進行仿真 、 優化。

3 、試驗驗證
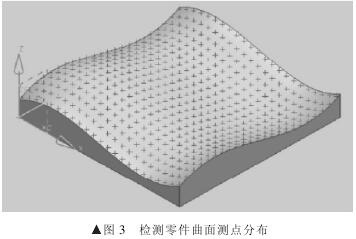
為驗證基於 UG NX 10.0 二次開發的數控(kòng)機床在線檢(jiǎn)測係統的可行(háng)性和有效(xiào)性, 筆(bǐ)者在三軸數控(kòng)機床(chuáng)上進行了試驗驗證。 具體過程為,在 UG NX 10.0 中創建檢測零件 CAD 模型,用 UG/Open GRIP 選取檢測曲麵,確定檢測點(diǎn),調用相應函數(shù),提取檢測點坐標矢量信息,並保存。 檢測(cè)零件曲麵測點分布如圖 3 所示(shì)。 檢測 點 信 息 提 取 後 , 在 UG10.0 環 境 下 調 用 MATLAB2016 軟件,讀取檢測點三維坐標 、法向矢量、切向矢量信息,自動規劃檢測路徑,路徑規劃好後,設(shè)置測(cè)頭半徑、進給率、定位距離,後置處理程(chéng)序生成在線檢測 NC代碼,保存到指定文件夾路徑(jìng)位置。
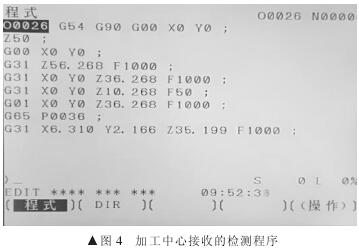
在 UG NX 10.0 環(huán)境下啟動軟件 VERICUT8.0, 根據加工中心和檢測零件(jiàn)模型(xíng),讀取在線檢測 NC 代碼,在線檢測過程進行仿真, 仿真無誤後, 將在線檢測(cè) NC 代碼導入加工中心,加工中心驅動測頭對零件進行在線檢測,加工(gōng)中心接(jiē)收到的(de)檢測程序如圖 4 所示。
試(shì)驗中, 筆者對檢測零件曲麵上(shàng)五個測點的在(zài)線檢測數據與三坐標測量機檢測數據進行了對比, 結(jié)果(guǒ)顯示,基於 UG NX 10.0 二次開發的數控(kòng)機床在線檢測係統檢測數據與三坐(zuò)標測量機(jī)檢測數據的最大誤差為0.05 mm。 考慮到檢測零件二次裝夾定位(wèi)中產(chǎn)生的測量係統誤差的存在,筆者認為(wéi)基(jī)於 UG NX 10.0 二(èr)次開發的數控機床在線檢(jiǎn)測係統是可行有效的。
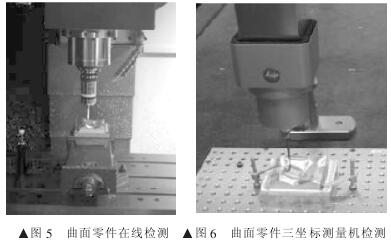
曲麵零件(jiàn)在線檢測如圖 5 所示, 曲麵零件三坐標測量機檢測如圖6 所示, 曲麵零件五個測點的在(zài)線檢(jiǎn)測數據與三坐標測量機檢測數據的比較見表 1。

4 、結束語
通 過 UG/Open GRIP、UG/Open Menu Script 等UG 二 次(cì) 開(kāi) 發 工 具 , 將 軟 件 MATLAB 2016 和VERICUT8.0 與 UG NX 10.0 軟(ruǎn)件進行了有效集成 ,在UG NX 10.0 環境下,通過 MATLAB 2016、VERICUT8.0與 UG NX 10.0 之(zhī)間的數據信息轉換,實現了加工中心對加工零件(jiàn)的在線檢測, 有(yǒu)效提高(gāo)了精密複雜零(líng)件數控加工質量和效率,也為精密複雜(zá)零件“加工-檢測-補償加工”一體化製造(zào)提(tí)供(gòng)了參(cān)考依據。
投稿(gǎo)箱:
如果您有機床行業(yè)、企業相關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信(xìn)息
金馬")
業界(jiè)視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量(liàng)數據