



摘 要:光學分(fèn)度頭作為角度檢測的重要精密光學儀器之一,用於產品檢測時人們往往在(zài)一定(dìng)角度範圍內選擇特定點進行測量,通過(guò)測試(shì)數據分析產品(pǐn)是否達到使(shǐ)用要求。在測試過程中,需要人(rén)工將手柄旋轉到這些點,由於光學分度(dù)頭精度高(gāo),人工旋轉時容易旋過,反向間隙處理不好會影響測試精度,使用時人工費(fèi)時費力,批量生產中往往無法確保產品的(de)按時交付.為解決光學分度頭手工旋轉效率問題,有必要對光學分度(dù)頭進行數字化改造。通過分析優(yōu)化最終選擇數控係(xì)統加伺服驅動的方式對(duì)光學(xué)分度頭進行(háng)改(gǎi)造,並對伺服驅(qū)動器、電動機和機械連接機構等進行較為詳細透(tòu)徹的設(shè)計。通過數控程(chéng)序實現了光學分度頭的自動旋轉,達(dá)到了降低(dī)製造成本,提高經濟效益的目的。
關鍵詞:光(guāng)學分度頭;數(shù)字化設計;電動機;驅動器;角度
光(guāng)學(xué)分度頭是一種對裝夾在其主(zhǔ)軸上的工件進行角度分度或角度(dù)檢測的精密光學儀器,適用(yòng)於凸輪、齒輪、絲杆及其他不規則零件進行分度或測量其角度值,也可以測量凸輪(lún)升(shēng)程及凸(tū)輪幾何曲線形狀等。測量結果 由JDES角度 顯 示 器 顯 示 出(chū) 來,顯(xiǎn) 示的數字為度、分、秒值或度值。某些特(tè)殊產品,如對角度、方向檢測的傳信儀和對產(chǎn)品運行姿態進行檢查的姿態傳感器等,其精度應(yīng)在光學分度頭上進行測試。由於光學分度頭(tóu)精度(dù)高,人工旋(xuán)轉時容易旋過,反向間(jiān)隙處理不(bú)好會影響測試精度,不易消除(chú),
生產測試時費時費力,批量生產中往往無法確保產(chǎn)品的按時交付,因而有必要對光學分度頭進行(háng)數字化改造設(shè)計。
1 、光學分度頭的數字化設計(jì)方(fāng)案選擇(zé)
對光學分度頭測試係統進行認真的研究與分析(xī),結合現有的(de)調試(shì)工裝和(hé)測試手段,應用頭腦風暴法提(tí)出如下3種 改 進 方 案(àn)(見 表1),並進 行 方 案 優劣分析(見表2)。
表1 改進方(fāng)案對照表
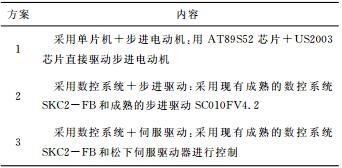
表2 方案(àn)優劣分(fèn)析
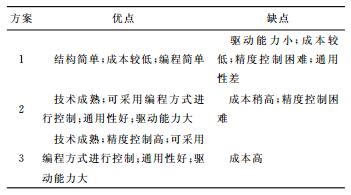
針對3種改進方(fāng)案,從下述6個方麵(miàn)進行(háng)優劣分析:1)原理可行性(以原理可行為(wéi)優);2)精度控製(以精度高為優(yōu));3)難易度(以容易實現為優);4)通(tōng)用性(以範圍寬為優);5)驅動(dòng)能力(lì)(以驅動(dòng)能力大為(wéi)優(yōu));6)預期效果(以預期(qī)效果好為優)。由於這6個方麵的重(chóng)要性程(chéng)度是不一樣的,因此,設定精度控製的權(quán)數為5,驅動能力(lì)權數為4,原理可行性權數為(wéi)3,難易度權數為2,通用性權數為1,預期效果權數為4。各項評(píng) 價 打 分 最 高 為5分。計 算 公 式 為:總分=∑原(yuán)理可行性×權數+∑控製(zhì)精度(dù)×權數+∑難易度×權數+∑通用性(xìng)×權數+∑驅動能力×權數+∑預期效果×權數。通過分析計算,方案3得分最高,即采用數控係統+伺服驅動為最佳方案。
2 、設計(jì)流程和關重要素確定
方案設計流 程 如 圖1所 示。根 據 圖1,對 實 現目標的關鍵因素進行認真分析(xī),確定了方案實施的難點在於係統精(jīng)度(dù)的(de)設(shè)計,因此,對實施難點分別(bié)進行實施策劃(huá):電氣(qì)設計過(guò)程通過選擇合適的電動機、驅動器和控製係統,確保控製精度達到1s,測試通過程序控製方式來(lái)完成,從而提高工(gōng)作效率;結構設計過程主(zhǔ)要通過(guò)減少裝配精度,通過直連方式來確保精度達到1s。
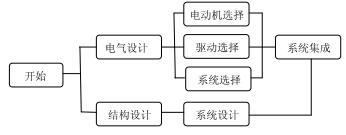
圖1 方案設(shè)計流程圖
3、詳細設計
3.1 選擇最佳驅動電(diàn)動(dòng)機、驅(qū)動器和係統
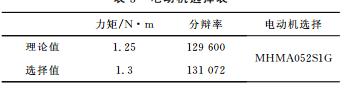
1)為達到目標要(yào)求,先從最末端的電(diàn)動(dòng)機選擇開始。力矩采(cǎi)用力矩扳手現場測試來確定(dìng),測試結果為1.25N·m。電動機分辨率(lǜ)采用理論計算確定:理論計(jì)算電動機分辨率要達到129600(分辨率計算采用目標要求達(dá)到1s,電動機(jī)每轉(zhuǎn)分辨(biàn)率需達到1/360=0.0027778,電 動 機(jī) 編(biān) 碼 器(qì) 脈 衝(chōng) 數 為360/0.0027778=129600),查看電 動 機 選(xuǎn) 型 手 冊應選擇電動機編碼器為絕對編碼器才能滿足要(yào)求。因此,選擇電動機型(xíng)號為 MHMA052S1G,電動機選擇表見表3,電動機選擇參數如圖2所示。
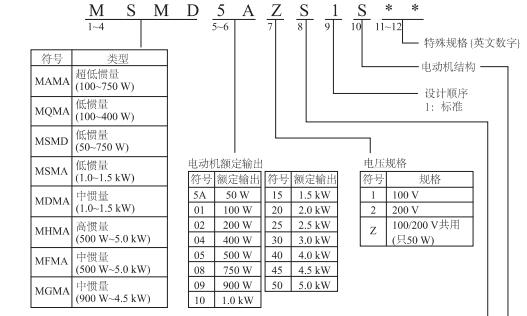
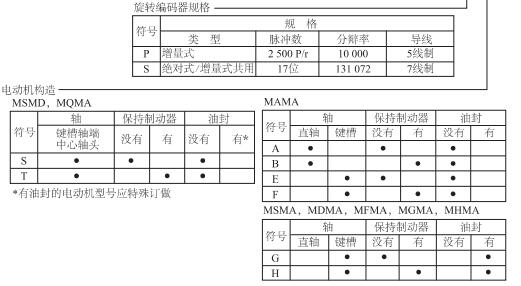
圖(tú)2 驅動與電動機選擇參數
表3 電動(dòng)機選擇表
2)根據(jù)鬆(sōng)下驅動器選型手冊選擇驅動器型號(hào)為MCDDT3520。
3)係統選擇(zé)。根據驅動器控製接線表,選擇成熟的數控係統SKC2-FB係統,該係統具備與鬆下驅動器連接 的 接(jiē) 口,同 時 係 統 控 製 精 度 滿 足 要 求。驅(qū)動器與(yǔ)係統接線(xiàn)圖如(rú)圖3所示。
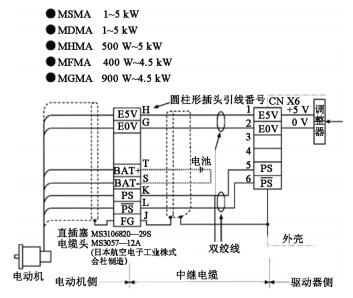
圖3 驅動器與係統接線圖
3.2 連接結構設計
為保證(zhèng)光學分度頭精度,不破壞原有結構,在手(shǒu)柄位(wèi)置設計了 直 連(lián) 軸 套(見 圖4),將電 動 機 軸 與 手輪直接連接,電(diàn)動機與手輪連接設計了電動機安裝座(見圖5)。

圖4 直連軸套 圖5 電(diàn)動機安裝座(zuò)
3.3 係統集成
將電動機裝配到連接機構上,拆下光學分度(dù)頭手柄,然後將連接機構與其連接,即完成係統與光線分度頭 的(de) 連 接;再 借(jiè) 用 現 有 SKC2-FB 數控(kòng) 係 統,將伺服驅動器、控製係統和變壓器集(jí)成到控製櫃中,通過外接控製電動纜連接電機與控(kòng)製櫃,實現係統集成[1]。
4、 結語
通過對光學分度頭的數字化改造,並對各產品進行(háng)編程測試,運用係統段停等功能設置各檢測點(diǎn),滿足了對產品精度測試的要求,同(tóng)時達到了降低製造成本、提高經濟效益的目的。
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能(néng)源汽車(chē)產量數據
- 2024年10月(yuè) 軸(zhóu)承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據(jù)
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國(guó)產(chǎn)數控係統和數控機床(chuáng)何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板(bǎn)做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造(zào)業大逃亡
- 智(zhì)能(néng)時(shí)代,少談點智造,多談點製造
- 現(xiàn)實(shí)麵前,國人(rén)沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻(gōng)螺紋加工方法及工裝設計(jì)
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區(qū)別