



回轉類工件加工誤差在機測量係(xì)統
2017-12-8 來源(yuán): 上海大學 機械自動化及機(jī)器人重點 作者:王為東 沈南燕 吳(wú)耀讚 喻誌響
摘 要 :針對回轉類工件輪廓加工誤差檢測,開發了一套用(yòng)於數(shù)控車銑複合加工中心的在機測量係統。利用接觸(chù)式測(cè)頭,讀(dú)取數控機床各軸坐標值獲取測量數據並由以太網上傳至上位機,配(pèi)合誤差評定算法及相關(guān)軟件,實現(xiàn)了回轉類工件尺寸、圓度、圓柱度及同軸度的(de)在(zài)機(jī)檢測。介紹了測量係統的(de)硬件組成、軟件開發及驗證實驗結果。在(zài)機檢測結果可以反饋至數控係統用以補償加(jiā)工誤差,也可通過車間局域網上傳至車間層用於生產管理,因此該係統在大批量、無(wú)人化生產中具有良好的應用(yòng)價值。
關鍵詞 : 回轉類(lèi)工件 接觸式測頭 圓度 誤差評(píng)定
機械加工是先進製造技(jì)術(shù)的基層作(zuò)業,是先進製造係統中最基本(běn)最活躍的(de)環(huán)節,其基本目標是在低成本、高生產率的條件下(xià)保證產品的質(zhì)量[1]。但在(zài)目前的(de)數控車床加工過程中,零件加工精度的檢測主要是(shì)采(cǎi)用傳(chuán)統的手(shǒu)工測量和離線檢(jiǎn)測方法,包括回轉軸線法、三點法、投影法等。這些方法都需要將工件轉移到(dào)專門(mén)的夾具裏用專門的(de)測量儀(yí)或千分(fèn)表、卡尺進行測量,顯然這些測量方式需要二次定位與裝夾,不僅效率低,還會產生二(èr)次定位誤差,越來越不能滿足車間快速(sù)加工(gōng)生產的需要[2]。
如果能把車床和合適的檢測儀器有機結合起來,這樣車床不僅可以用於(yú)工件加工,而且可以直(zhí)接(jiē)對剛加工完成的工件進行尺寸測量,再利用 CNC 係統的通訊功能,就可(kě)以(yǐ)直接通過上位機實現對工件輪廓(kuò)誤差的評定。通(tōng)過這種方法不僅可以有效避免二次裝夾誤差,提高測量精度,解決離線零件檢測中的費時費力(lì)問題,而且可以擴大車床的使用範圍,具有很好的應用價值[3]。
因此,針對以上問題,本文圍繞回轉型零件的輪廓檢(jiǎn)測,在數控車銑複合加工中心上展開了在機檢測係統(tǒng)的研究。通過集成在機測量係統,實現對回轉型工件輪廓的方便快捷的測量和評定。
1 、在機測量係統的(de)構建
數控係統(tǒng)本身並不具有測量和誤差評定的能(néng)力,要實現輪廓的在機測量,必須(xū)在數控機床本身能力的基礎上,集成具有測量能力的裝置,並開發具有誤差評定功能的軟件。因此,有效的係統集成是實現在機(jī)輪廓測量的關鍵。如圖 1 所示(shì),在 HTC50100車銑複合加工中心上集成了 Marposs 接觸式(shì)在線測量裝置(zhì),采用以(yǐ)太網經由無(wú)線路由器實現上位機和數控係統的(de)連接與通訊。

圖 1 在線測(cè)量係統組成
1.1 在線測量裝置與數控係(xì)統的集成
本次試驗使用的測量裝置為 Marposs E83L 加工中(zhōng)心專(zhuān)用(yòng)觸(chù)發式測量係統[4],主要由信號發射器、測頭和信號接收器組成。其中信號發射器和測頭作(zuò)為刀具裝在刀(dāo)塔上,發(fā)射器(qì)和接收器之間通過紅外傳輸的(de)方式連接。接收器接收發(fā)射器發(fā)射(shè)的紅外(wài)信號,並傳送給 CNC 係統,同時通(tōng)過指示燈的變化,顯(xiǎn)示測量係統當前狀態。例(lì)如(rú):若程序運行有問(wèn)題,“Error”指(zhǐ)示燈會閃爍;當其接收到觸碰號(hào)時,“Probe Status”指(zhǐ)示燈會閃(shǎn)爍等[5]。可以根據指示燈的狀態,判斷(duàn)測量係統的工作情況,並合理的處理異常情況,信號接收(shōu)器與 CNC 係統具體接(jiē)線如圖 2 所(suǒ)示。
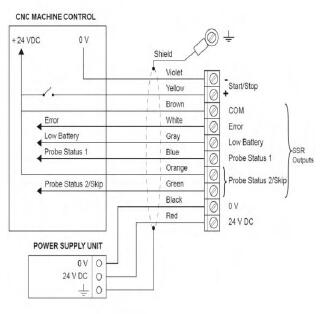
圖 2 信號接收器與數控機床(chuáng)的接線圖
在(zài)實(shí)現程序跳轉時,利用的是 FANUC 數控係(xì)統的高速跳轉指令,即 G31 指令。該指令通常隻用(yòng)於測量功能,需要外(wài)部輸入信號,輸入信號地(dì)址是X4.7。G31 執行過程中如果沒有 SKIP 信號則和G01 完全(quán)一樣,如果在執(zhí)行過程中 SKIP 信(xìn)號置“1”,則在 SKIP 信號置(zhì)“1”的位置清除剩餘運動量,直接執行下一個程序段。在 SKIP 信號置“1”時,進給軸(zhóu)的坐標值會儲存在係統變量中,供測量宏程序計算使用。本研究中當測頭觸(chù)碰到工件後,信號接收器就可以將(jiāng)觸碰信號傳(chuán)送給(gěi) CNC 係統,以實現程序跳轉。圖 3 所示為跳轉(zhuǎn)功能示意圖。
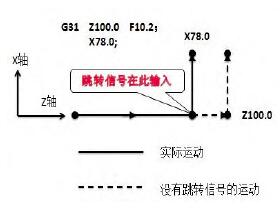
圖 3 G31 跳轉功能示(shì)意圖
1.2 上位機與數控係統的集成
隨著科技的發展,數控係統也得到了進一步的完(wán)善(shàn)。現在數控係統不僅具有通信功能,能夠通過以(yǐ)太網實(shí)現與上位機連接,而且為(wéi)用戶提供了許多工具包和函數庫,供用戶更好的開發和使用(yòng)。
本次試驗通過以太網實現上位機與數控係統的集(jí)成(chéng),然後利用(yòng) FANUC 係統提供的 focas 函數(shù)庫cnc_download3(unsigned short Flib Hndl, long *length, char *data)以(yǐ)及 cnc_rdmacro(unsigned short Flib Hndl, short number, short length, ODBM *macro)函數,實現對數控係(xì)統內存中宏變量的讀寫,進而通過上位機軟(ruǎn)件對工件輪廓作出評價。
2 、輪廓檢測的實現
要實現回轉型零件的輪廓檢(jiǎn)測,不(bú)僅僅需(xū)要硬件的投入,也要軟件的支撐。本次試驗(yàn)所使用的軟件(jiàn)主要是基於 VC 平台開發的,其中評(píng)定算法是利用 Matlab 語言編寫並編譯成 COM 組件,發布後供(gòng)上位機軟件調(diào)用。軟件功能組成如圖 4 所(suǒ)示。檢(jiǎn)測軟件主要分為三個(gè)模塊,即數控程序生成模塊(kuài)、數據采集模塊以(yǐ)及輪廓誤差評定模塊。

圖 4 輪廓在機檢測軟件界麵(miàn)
2.1 測量程序生成模塊
數控程序生成(chéng)模塊主要(yào)用於生成實現在機測(cè)量的數控程(chéng)序,並通過以太網下載到數控係統。這裏采用靈活方便、易於操作的(de)數控宏程序編程,實(shí)現輪廓測量中的(de)簡單(dān)算術運算、邏(luó)輯控製功能[6]。例如,圓度循環測量的宏程序:
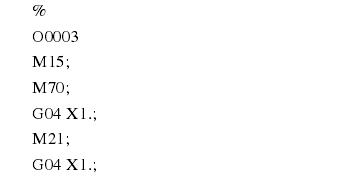
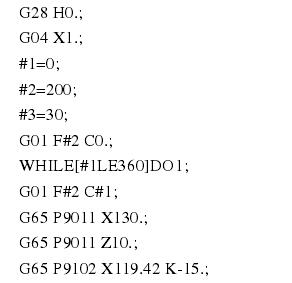
其(qí)中 M71/M70 為測頭係統的開關指令,M70為開;M21 為由車銑床狀態轉換,這是(shì)因為(wéi)圓度評定需要在(zài)工件圓周上均勻選取 12 個(gè)點,C 軸必須可以精確(què)轉到指定角度,故(gù)應在銑床狀態下進(jìn)行;然後是循環測量,其中 P9011 為安全移動宏程序,P9102 為 X 軸方向單一(yī)測量宏(hóng)程序,我們隻需輸(shū)入必要參數,即可實現我們理想(xiǎng)的運動軌跡和要求。測(cè)量程序在上位機中生成界麵如圖 5 所示。
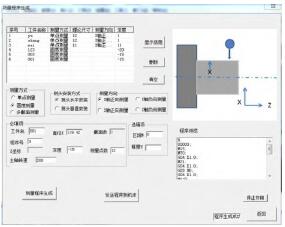
圖 5 測量程序生成(chéng)模塊
2.2 數據采集模塊
數(shù)據采集模塊負責對數控(kòng)係統(tǒng)宏變量的讀取和設置,采集並保存測頭觸碰工件時工件尺寸。為此(cǐ)我們(men)利用 FANUC 係統(tǒng)提供的 focas 函數(shù)庫,在上(shàng)位機中基於 VC 平台開發了一個數據采集模塊,利用focas 函 數 庫 中 cnc_download3(unsigned short Flib Hndl, long *length, char *data) 以 及cnc_rdmacro(unsigned short Flib Hndl, short number, short length, ODBM *macro)函數實現對數控係統內存(cún)中宏變量的讀寫訪問,最後保存在數據庫中(zhōng),以(yǐ)便進行處理。具體界麵如圖 6 所示

圖 6 數據采集模塊
2.3 輪廓(kuò)誤差評(píng)定模塊
輪廓誤差評(píng)定模塊負責對采集的數據分析處理並(bìng)做(zuò)出評定(dìng),實現對(duì)回轉型零件輪廓的在機檢測。為此我們基於 VC 和 Maltab 平台開發了一個輪(lún)廓誤差評定模塊,用於評定零件的輪廓誤差[7]。具(jù)體(tǐ)過程是首(shǒu)先利用(yòng) Matlab 完成(chéng)圓度、圓柱度、圓錐度等評估算法程序的編寫並編(biān)譯成 COM 組(zǔ)件,然後利用 VC 調用編譯好的 COM 組件完成計算和評估。圖 7 為零件輪廓誤差(chà)評定界麵。

圖 7 輪(lún)廓誤(wù)差評定模塊
3 、在機輪(lún)廓檢測的誤差分析(xī)
在機輪廓檢(jiǎn)測係統雖然有效的避免了二次(cì)裝夾帶來的誤差(chà),但也不可避免的引入了機床、測量裝置等硬件的係統誤差(chà),因此,采取有效的方式減少這些誤差才是保(bǎo)證在線輪廓檢(jiǎn)測準確性的有效途(tú)徑[8]。
影響在機測量精(jīng)度的主要包括機床幾何誤差(chà)、測頭安裝誤差、測頭係統誤差[9]。首先,對於機(jī)床幾何誤差是由製造(zào)、安裝不善產生的機(jī)床導軌誤差、運動部件誤差、導軌間位(wèi)置誤差等因素(sù)綜合影響的,它直接影響著(zhe)機床坐標係統的精度,是影響在機測量精度的一個重要因素,這部分誤差主要由機床本身決定;對於(yú)測頭安裝誤差,這是影響測量精(jīng)度(dù)最大的可(kě)控因素,因為測頭是人為地(dì)裝夾在刀塔上的,所以為了最大限度的(de)減小測頭安(ān)裝誤差的影響,一方麵,我們在對(duì)刀後,會用千分表校正測頭位置,使測頭和測杆盡量和 Z 軸重合,另(lìng)一方麵,在執行測量程序前(qián),我們會先運行標定程序,這是(shì)由於千分表校正後仍會有誤差存在,通(tōng)過標定(dìng)程序可以把這(zhè)些微小誤差測量出來,並保存在固定的宏變量裏(lǐ),當執(zhí)行(háng)測(cè)量程序時,再通(tōng)過調(diào)用這些宏變量將誤差(chà)消除掉;對於測頭係統誤差,這是由其測量原理決定的,由於本(běn)測量裝置是觸發式的,當測頭(tóu)觸碰(pèng)工件後會(huì)有(yǒu)一定的預行程,因此,必須保證使每次測量時預行程是相等的,所以標定和測量程序中當測頭觸碰工(gōng)件時必須具有相同的速度,以減小測頭(tóu)係統(tǒng)誤差的影響。
4 、實例分析
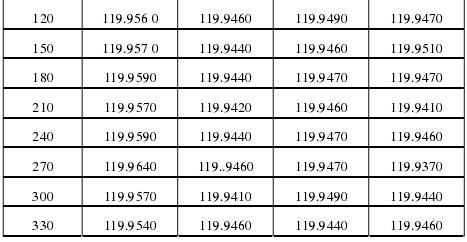
為了驗證在(zài)機輪廓測量的可行(háng)性(xìng),我們基於以上設施,設計了如下的車(chē)削加工及在線測(cè)量實驗:首先在車床狀態下對工件進行外圓切削,然後在工件圓柱表麵上等間距地取四個截麵(miàn),並在銑床狀態下進行輪廓測量。通過使用上位(wèi)機中的測量程序生成模塊生(shēng)成測量宏程序,並(bìng)由以太網下載到數控係統內。工件每轉 30°測(cè)量(liàng) 1 次,通過上(shàng)位機軟件采集和保存測量結果。程序運行完畢,所得的測量結果表 1 所示。
表 1 測量結果

對於以(yǐ)上(shàng)保存的數據,直接調用輪廓誤差(chà)評(píng)定模塊進行處理,結果如下:
表 2 圓度誤差評定(dìng)結果

表 3 圓柱度誤差評定(dìng)結果

表 4 同軸度誤差評定(dìng)結果(guǒ)

5 、 結語
通過在車銑複合加工中心上集成在線測量技術,實現了對回轉型工件輪廓的在機測量。雖然文中隻是針對圓柱型工件進行的輪廓(kuò)形狀(zhuàng)誤差評(píng)定,但(dàn)相似的測量(liàng)過程(chéng),配合不同的輪廓誤差評定方法,還可以推廣應用在凸輪等具有非圓曲線工件的輪廓檢測中。相比於(yú)離線測量(liàng),在機輪廓測量不僅能夠避免(miǎn)二(èr)次裝夾帶來的(de)誤差,提高測(cè)量效率,檢測結果還可以快速反饋至數控係統用以(yǐ)補償加工誤(wù)差,或者上傳至車間層(céng)用於生產管理,有利於(yú)構建無(wú)人化、自動化生產車間。
投稿箱:
如果您(nín)有機(jī)床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機(jī)床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出(chū)口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年(nián)8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車(chē))產量(liàng)數據