儀")



電火花加工單脈衝放電通道直徑擴(kuò)展規律研究
2017-3-23 來源:合(hé)肥工業大學機械與汽(qì)車工程學院 作者:常偉,陳遠龍,張(zhāng)建華,徐斌, 方明(míng)
摘要:電火花加工的加工表麵是由一係列的脈衝放電凹坑疊加而成的,因此研究單脈衝放電通道直徑的擴展規律,對研究電火花加工的(de)工(gōng)藝規律以及加工表麵質量預測等具有非常重要的意義。研究脈衝(chōng)放電通道的(de)形(xíng)成與擴展機理(lǐ),討論電壓、極值電流(liú)、脈寬等放電參數對放電通道直徑擴展的影響(xiǎng),並根據理論推導建立了單脈衝放電(diàn)通(tōng)道(dào)直徑擴展的數學模型。以煤油作為電介質工(gōng)作液開展了單脈衝放電試驗(yàn),使用超(chāo)景深顯微鏡對單脈衝放電凹坑的直徑進行了測量,並把(bǎ)測量得到的單脈衝放電直徑數(shù)據代(dài)入建立的數學模型進行回歸求解。回歸公式(shì)的計(jì)算值與試驗測量得到的單脈衝直徑(jìng)數據吻合度較高。
關鍵詞:電火花加工(EDM);單脈衝;放電通道;擴展規律
0 .前言
電(diàn)火花加工(Electrical discharge machining,EDM)是在電介(jiè)質工作液內,使工具電極與工件保持一定的間隙並產生脈(mò)衝性火花放電,利用電蝕作用(yòng)去除工件材料的一(yī)種加工方法,也(yě)稱為“電蝕加工”或“放電加工”。隨著科技的發展和進步,各種(zhǒng)新材料的硬度、強度、脆性、黏性和純度不斷提高,零部的結構越來越複雜性,工藝的特殊要求(qiú)越來越多,給製造業(yè)帶來了嚴峻的挑戰。電火花(huā)加工過程中,工具電極與工(gōng)件不接觸,因此沒有切削力,可以使用銅等較軟的材料加工高硬度、高脆性的導電材料。隨著電火花加工研究的發展,除了可以加(jiā)工導電材料外,還可以(yǐ)對不導電材料進行電火花加工,並向微細領域(yù)發展[1-2]。電(diàn)火花(huā)加(jiā)工作為重要的特種加工方法,已經被廣泛應用於模具製造、電子、精密機械、航空航天以(yǐ)及國防工業等領域,具有非常重(chóng)要的地位[3]。
電火花加工(gōng)的加工表麵是由一係列的脈衝放電凹坑疊加而成(chéng)的,所以研究單脈衝放電(diàn)通道直徑的擴展規律,對研究電火花加工的工藝(yì)規律以及加工表麵質(zhì)量預測等具有非常重(chóng)要的意義。
劉蜀陽等[4]研究了基於場致發射理論的 EDM平板電容模型及其參數,把單脈衝放電周期依次劃分為幾(jǐ)件電(diàn)場建立、極間通道擊穿、正常放電加工與消(xiāo)電(diàn)離四個階段,並分別進行了各階段的極間電場強度、極間電子自由程、極(jí)間介質介電常數和極(jí)間電流變化規律的理論分析。MING 等[5]建立了一種基於有限元法和高斯過程回歸(guī)的混合模型,用於預測電火(huǒ)花加工的加工效率(lǜ)。其中,建立的高斯回歸模型用於建立單脈衝熱分(fèn)布預測,並通過試驗數(shù)據訓練、測試和調整,以實現對加(jiā)工過程的預測。SOMASHEKHAR 等[6]基於單脈衝放電和電(diàn)熱理(lǐ)論(lùn)對微(wēi)細電火花加工原理進行了研究,建立了單(dān)脈衝熱(rè)仿真模型,仿真得到的放電凹坑徑深比為 2.92,試驗得到的放電凹坑徑深比為 2.67。SARADINDU等[7]建立了一個包含等離子特性(xìng)、移動熱(rè)源特性、多脈衝放電和電極絲振動影響的電(diàn)火花(huā)線(xiàn)切割單脈衝放電(diàn)綜合數學模型,用以預測電火花線切割(gē)加工中單脈衝和多脈衝放(fàng)電下的(de)電極絲損耗,其驗證(zhèng)試驗與模型計算數據吻合較好。GOVINDAN 等[8]建立了磁場輔助氣中電(diàn)火花加工的單脈衝(chōng)放電模型,模型包含電流、電壓、電磁場、脈衝寬度等參數,與試驗得到的趨勢吻合較好(hǎo)。
電介質工作液被擊穿形成放電通道的過程中,放(fàng)電通道在極短的(de)時間(jiān)內形成,並以極高的速度擴展。KOJIMA 等[9]利用高速攝像機研究了(le)放電通道半(bàn)徑在不同電(diàn)流(liú)、放電間隙等參數下的(de)變化規律,發現放電通道擴展在很短時間內就已經完成。文(wén)獻[9]拍攝的單脈(mò)衝(chōng)放電過程(chéng)如(rú)圖 1 所示(極值(zhí)電流 IA:23 A,脈寬 td:80 μs,開路電壓 Uo:280 V)。
1
圖 1 文獻[9]中(zhōng)單脈(mò)衝放電過程
SNOTYS 等[10-11]分別對放電通(tōng)道的擴展速度進行了定量分析,發現在放電開始的第一微秒內放電通道的擴展速度為 30~75 m/s,其後由於壓力減小擴(kuò)展速度也逐漸減小。
由於放(fàng)電通道的直(zhí)徑難以測量(liàng),故本文通過研究脈衝放(fàng)電點直徑的變化(huà)規律,側麵反映放電(diàn)通道直徑的變化規律。對脈衝(chōng)放電通道直(zhí)徑(jìng)擴展規律進行理論分析,給(gěi)出了脈衝放電通道直徑擴展數學模型,進(jìn)行單脈衝放電試驗並測量脈衝放電點的直徑,根據試驗數據進行回歸。
1.試驗方法和試驗方案
1.1試驗方(fāng)法
在 SF201 電火花成(chéng)型機床上進行單脈衝放電試驗(圖 2),並測量不同(tóng)參數下放電凹坑的(de)直徑,從而研究單脈衝放電通道直徑的擴展規律。SF201 電火(huǒ)花成型機床的 Z 軸垂直進給(gěi)分辨率為(wéi) 1μm,配備 HELI-50A 型脈衝電源,其脈寬輸出範圍1~2 000 μs,脈間可設定(dìng)範圍為 1~500 μs,最大輸出電流為 40 A;工具電(diàn)極和(hé)工件(jiàn)均采用 45 鋼,其中工具電極直徑 0.2 mm;電介質工作液為煤油。
2
圖(tú) 2試驗裝置
分別進行各參數的單脈衝(chōng)放電試驗,使用KEYENCE 超景深顯微係統 VHX-600 對單脈衝放電點的顯(xiǎn)微形貌進行觀察,並測量單脈衝放電點的直徑。
1.2 試(shì)驗方案及試驗數據
每(měi)組參(cān)數取 3 個脈衝點直徑,取其平(píng)均值作為試驗結果,以電壓(yā) U:70 V、極值電流 IA:3.2 A、脈寬 td:130 μs 為放電參(cān)數為基準放電參數。單脈衝放電的試驗(yàn)參數和凹坑直徑(jìng)數據列於表 1。
2 .數學模型
由於(yú)電子的尺(chǐ)寸與質(zhì)量極小,帶單位負電荷,所以其遷移率為離子的千倍以上,約為 0.37 m2/s·V。當電子被(bèi)中性氣(qì)體分子(zǐ)或其他分子吸附變成負離子時,其遷(qiān)移率降(jiàng)低很多。通常,同種氣體的(de)正離子與負離子遷移率(lǜ)基本相同,而負離子的遷移率常(cháng)略高於正(zhèng)離子(zǐ)的遷移率。於麗麗等[12]通過仿真研(yán)究得出(chū)結論,電子的(de)高速運動是放電通道形成與擴展的主要因素(sù),而離子的(de)運動作用不(bú)明顯。
要研(yán)究單脈衝(chōng)放電通道直徑的擴展規律,需要重(chóng)點研究電子在放電通道形成與擴展(zhǎn)中的作(zuò)用。電子從陰(yīn)極到陽極方向的運動導(dǎo)致電介質的擊(jī)穿,而其(qí)沿徑向(xiàng)向外的速度分量則會導致放電通道(dào)的擴展(zhǎn)。電子由陰極向陽極運動時的偏(piān)移率,是導(dǎo)致放電通(tōng)道擴(kuò)展的關鍵因素。
表 1 試驗參數及(jí)數據表

每種電介質(zhì)工作液都有其固有的擊穿電場強度 Eb [13],當兩極間電場強度達到電介質工作液的擊穿電場強度 Eb時,電介質工作液就(jiù)會被擊穿發生火花放電。由於極間電場強度為極間電壓 U 與極間距(jù)d 的比值,故電壓 U 決定了擊穿(chuān)距離,即(jí)極間距 d。當(dāng)電壓U增大時,可擊穿電解質工(gōng)作液的間距增大,擊穿時(shí)的能量損耗增加。在一定電壓範圍內,隨著電壓 U 的增大(dà),單脈衝放電直徑會減小。但電壓 U的影響比極值電流 IA與脈衝持續時間 td小。
以陰極放電點為原點(diǎn)建立直角坐標係,如圖 3所示。兩極間電子在電場中的運動速度 v 有 vx和 vy兩個(gè)方向的分量,其中 x 軸向速度分量 vx垂直於電場方向,電子沿 x 方向運動時,電子電(diàn)勢能不變,電(diàn)子能量(liàng)不增加(jiā),vx不變;電子沿 y 方向運動時,電場力對電子做功,電子的能量得(dé)到加(jiā)強,y 方(fāng)向速度分量(liàng) vy增大。如果電子在電場中(zhōng)任意方向運動距離為 d,設(shè) dy為其 y 方向運動距(jù)離分量,則其能量增量為
 1
1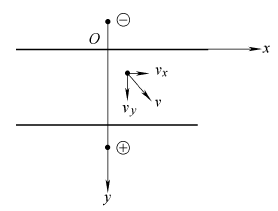
圖 3 坐標係
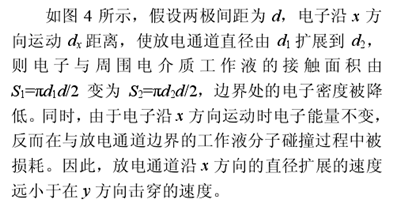
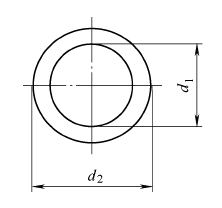
圖 4 放電通道直徑(jìng)的擴展(zhǎn)
通過放電通道的電子數量隨極(jí)值電流IA的增大而增加(jiā),導(dǎo)致在 x 方向運動分量的電子數目也會(huì)增加,相當(dāng)於兩極間在 x 方向擴展的能量得(dé)以增大,有利於(yú)增大放電通(tōng)道(dào)直徑。因此,極值電流的增大(dà)會導致放電通道(dào)直徑的增大。
脈寬 td也是(shì)決(jué)定放電(diàn)直(zhí)徑的重要因(yīn)素。隨(suí)著放電時間的延長,放電通道的半徑也在(zài)增大,但是當放電通道達到自持放電並且放電(diàn)通道已經穩定時,電介質已經被擊穿。此時,被擊(jī)穿的電介質(zhì)的(de)電阻相(xiàng)當於導體,放電通道停止擴展,並且放電通(tōng)道的半徑會穩定在(zài)一個最大值附近。當脈寬 td繼續增大,並且脈(mò)衝間隔不能使電介質完全消電離時,便會發生電弧放電,並使(shǐ)工件燒傷。在(zài)該(gāi)放電參數下,放(fàng)電通道直徑的最大(dà)值即為電弧的直徑。
根(gēn)據(jù)碰撞遊離理論(lùn)[13-14]可以推導出放電通道徑向邊界的穩定條(tiáo)件。邊(biān)界處的電(diàn)介(jiè)質工作液處於不斷地遊離與(yǔ)複合的動態過(guò)程中,如果遊離的速度大於複合的速度,則放電通道直徑將(jiāng)增大;如果遊離速度與複合速度相當,則邊界處(chù)電介質工作液的遊離與(yǔ)複合平衡,放電(diàn)通道直徑大小穩定在一個(gè)值附近,放電通道的直(zhí)徑不再增大;如果遊離的速度小於複(fù)合的速度,放電通道直徑將減小,最(zuì)終(zhōng)放電通道閉合。圖 5 為動(dòng)態平衡區域示意圖。
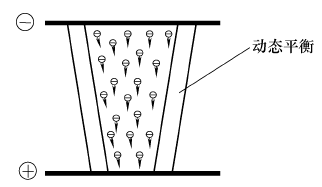
圖 5 放電通道外圍的動平衡區
根據前文(wén)對放(fàng)電通道擴展影響因素的分析,建立電壓、極(jí)值電流、脈寬(kuān)與放電通道(dào)半徑擴展的數學關係式,設半徑擴展方(fāng)程形式為
3.計算結果與比較
使用 KEYENCE 超景深顯微係統(tǒng) VHX-600 對單脈衝放(fàng)電點的(de)顯微(wēi)形貌進行(háng)觀察,並測量單脈衝放電點的直徑(jìng)。正極性單脈衝放電點的顯微形貌如圖 6a 所示。正極性脈衝(chōng)放(fàng)電點材料的去除方式主要是氣化和熔(róng)化,放電(diàn)凹坑深度(dù)大邊緣整齊。負極性單脈衝放電點的顯(xiǎn)微形貌如圖 6b 所示。與正極性脈衝放電相比,負極性脈衝放電點的直徑略大(dà)。材料表麵隻有燒蝕的痕跡,並且邊(biān)界比較模糊,沒有形成放電凹坑。根據液體的碰撞遊離擊穿理論[14],電子崩(bēng)由初始電子引發(fā),並(bìng)向(xiàng)正極(jí)發展,經極(jí)間電場加速後在陽極釋放能(néng)量,故陰極(jí)作為擊穿始發端放電凹坑直(zhí)徑相對較大但深度小,而陽極放點凹坑直徑相(xiàng)對較小但深度大。由於負極性單脈衝放(fàng)電點的直徑難(nán)以(yǐ)測量,因此,選用正極性單脈衝放電進行研究,按照表 1 所示參數進行單脈衝(chōng)放電試驗(yàn)並測量凹坑(kēng)直徑,數據如表 1 所示。
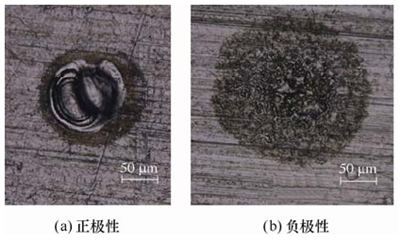
圖 6單脈衝放電點的顯微照片
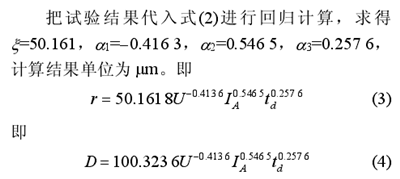
圖 7 為單脈衝放電點直徑的理論值與試驗值隨電(diàn)壓值的變化情(qíng)況。試驗值略高於理論值,但二者總體變化趨勢相同。
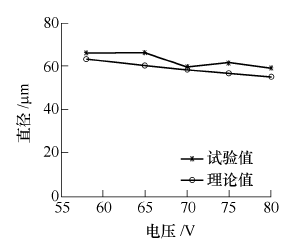
圖 7 不同電壓單脈衝直徑試驗值與理論值
圖 8 為單脈衝放電點(diǎn)直(zhí)徑隨極值電流的變化情況(kuàng)。脈衝放電(diàn)點直徑隨極值電流的增大(dà)呈(chéng)指數(shù)上升,兩(liǎng)條曲線緊密貼合,數值(zhí)差別很小。
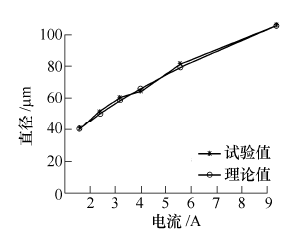
圖 8 不(bú)同極值電流單脈衝(chōng)直徑試驗值與理論(lùn)值
圖 9 為單脈衝放電點(diǎn)直徑的理(lǐ)論值(zhí)與試驗值隨脈(mò)寬的變(biàn)化情況。單(dān)脈衝放電點直徑隨著脈寬的增加呈指數(shù)上升趨勢。雖然在脈寬 32 μs 時二者有差別,但兩條曲線總體貼合性很好。
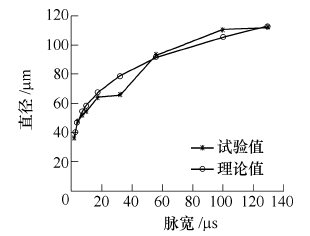
圖 9 不同脈寬條件下單(dān)脈衝放電點(diǎn)直徑試驗值與理論值
在滿足消電離條件的前提下,脈間大小對放電通道直徑的大小沒有影響。
4.結(jié)論
(1)研究了脈衝放電(diàn)通道的形成與擴展機理。對放電通道的形成與(yǔ)擴展起主(zhǔ)要作(zuò)用是自由(yóu)電子,電子的高速運動是放電通道形成與擴展的主要因素,而(ér)離子的運動作用不明顯。電子從陰(yīn)極到陽極方向的運(yùn)動(dòng)導(dǎo)致電介質的擊穿,而其沿徑向向(xiàng)外的速度分量則會導致放電通道的擴展。電子由陰極向陽極運動(dòng)時的偏移率,是導(dǎo)致放電通道擴展的關(guān)鍵因素。
(2)討論了脈(mò)衝放電通道的形成與擴展(zhǎn)機理,討論了電壓、極值電流、脈寬與脈間等放電參數對放電通道(dào)直徑擴展的影(yǐng)響,並根據理論(lùn)推導建立了單脈衝放電通(tōng)道直徑擴展的數學模型(xíng)。
(3)以煤油為電介質工作液,在 SF201 電(diàn)火花成(chéng)型機床上進行了單脈衝放電試驗,使用顯微鏡對正極性單脈衝放電點的直徑進行(háng)了測量。把試驗得到的數據代入數學模(mó)型進行回歸計算,試驗數(shù)據(jù)與公式計算(suàn)值吻(wěn)合度較高。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽(qì)車產量(liàng)數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博(bó)文(wén)選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展(zhǎn)趨勢
- 國產數控係統和數控(kòng)機床何去何從(cóng)?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年(nián),為何還是(shì)小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛(fēi),要從機床(chuáng)
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別