克")



滾珠絲杠副支承軸頸相對滾道(dào)中心線徑向圓跳動的檢測方法
2023-11-6 來源:南(nán)京工藝裝備製造有限公司 作(zuò)者: 李(lǐ)小春(chūn) 周(zhōu)霞
1. 序言
隨著國產滾珠絲杠副的高速、高精(jīng)、高質量發展,其對檢測的要求也不斷優化提升 ; 其中滾珠絲杠副的精度決定著滾珠絲(sī)杠副在機床(chuáng)中的安(ān)裝精度和運動精(jīng)度,目前國家標準中(zhōng)對滾珠絲(sī)杠(gàng)副的安裝要求有著明(míng)確(què)的規定,若跳動和位置精度不合格,則(zé)安裝很難達到要求,影響滾珠絲杠副的動態(tài)精度以(yǐ)及各性能的(de)測試結果。
GB/T 17587.3—1998 標準中的滾珠絲杠(gàng)副(fù)跳動和位置(zhì)精度包含滾珠絲杠副外徑的徑向圓(yuán)跳(tiào)動、滾珠絲杠副(fù)的支承軸頸相對於 AA'(滾珠絲(sī)杠副外徑)的徑向圓跳(tiào)動、滾珠絲(sī)杠副的軸頸相對於支承軸頸的徑向圓跳動、滾珠(zhū)絲(sī)杠副的支承軸(zhóu)頸肩麵相對(duì)於滾珠絲杠副外(wài)徑的軸(zhóu)向圓跳動、滾珠絲杠副的滾珠螺母安裝端麵相對於滾珠絲杠副外徑的(de)軸向圓跳動、滾珠絲杠副的滾(gǔn)珠螺母安裝外圓相對於滾珠絲杠副外徑的徑(jìng)向圓跳動等方麵,其測量方法是將滾珠絲杠副(fù)置於兩等高 V 形鐵上,兩等高 V 形鐵的位置分(fèn)別(bié)位於滾珠絲杠副外徑(jìng)兩端的 2d0(d0 為(wéi)滾珠絲杠副(fù)的公稱直徑)處,將指示器的測頭垂直觸及待測位置,然後按標準中的規定緩緩轉動滾珠絲杠或滾珠螺母,記下指示(shì)器的讀數變(biàn)化。
然而在機床安裝和使用中,滾(gǔn)珠絲(sī)杠副支承軸頸與滾珠螺紋中心的位置要求直接影響了滾珠絲杠(gàng)副在機床中的安裝和(hé)運動精度(dù),滾珠絲杠副(fù)的支承(chéng)軸(zhóu)頸與滾珠螺(luó)紋中心線的(de)徑向圓跳動要求更為合理準確。在GB/T 17587.3—1998標準中(zhōng),滾珠絲杠(gàng)副跳動和位置精度沒有檢測項目能直接檢測(cè)出(chū)支承軸頸與滾珠螺紋中心的跳動要求(qiú),其中滾珠(zhū)絲杠副支(zhī)承軸頸相對於滾珠絲杠副外徑的徑向圓跳動檢測項目(mù),本意是(shì)通過(guò)此項目控製滾珠(zhū)螺紋中(zhōng)心(xīn)與(yǔ)軸頸的位置公差(chà),因為滾珠絲杠外(wài)徑一般作為滾(gǔn)珠螺紋的加工工(gōng)藝基準,滾珠螺紋中心與滾珠絲(sī)杠外徑同軸度較好,另外,滾珠螺紋(wén)是空間螺旋曲麵,很難作為檢測(cè)基準,以滾珠絲杠外徑為檢(jiǎn)測基準檢測比(bǐ)較方便。故(gù) GB/T17587.3—1998中用滾珠絲杠副支承軸(zhóu)頸相對於滾珠絲杠副外徑的徑向圓跳動代替了滾珠絲杠副的支承軸頸與滾珠螺紋中(zhōng)心線的(de)徑向圓跳動,但是這種替代檢測方法會因為滾珠絲杠副(fù)外徑與滾珠螺紋中(zhōng)心線存在的位置偏差以及滾珠絲(sī)杠外徑的形狀公差影響實際的檢測(cè)結(jié)果,另外在一些短而粗的滾(gǔn)珠(zhū)絲(sī)杠螺紋加工時都不以(yǐ)絲杠外徑(jìng)為基準進行磨削,但是為了檢測,需(xū)要精磨削滾珠絲杠外圓。
鑒於以上緣故, 參(cān)考《Ball screwsPart3:Acceptance conditions and acceptancetests》(ISO3408-3:2011),在 2017 年發布的國家標準《滾珠絲杠副 第 3 部分 : 驗收條(tiáo)件和驗收檢驗》(GB/T17587.3)中,相比之前版本(běn),增加了 “E6.2” 檢驗項目,該項目(mù)為滾珠(zhū)絲(sī)杠副(fù)的支承軸頸相對於滾珠螺紋中心線的徑向圓跳動(見圖 1)。
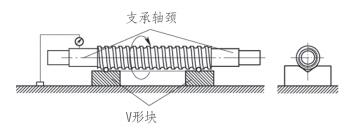
圖 1 滾珠(zhū)絲杠副的支承軸頸相對於滾珠螺紋中心線的徑向圓跳動
從實際使用角度來講,滾珠絲杠(gàng)副的支承軸(zhóu)頸跳動以滾珠絲(sī)杠的螺旋線中心線作(zuò)為基準檢測,更能校正其在(zài)機床上的安裝,保證其運行精度與穩定(dìng)性 ; “E6.2” 檢測方法避免了滾珠絲杠外徑和(hé)滾珠螺紋之間的製造誤(wù)差(chà),較傳統檢(jiǎn)測方法更符合實際使用。
“E6.2” 的檢(jiǎn)測方(fāng)法中規定 : 用與滾珠同樣尺寸的(de)多個球,在滾(gǔn)珠螺紋接近螺紋端部處支(zhī)承(chéng)起滾珠絲杠副,將指示(shì)器的測頭置於滾珠絲杠(gàng)支承軸頸(jǐng)外圓上(shàng),轉動滾珠絲杠(gàng)一圈並記(jì)下指示器的讀數變化。從規定的檢測方法中我們可以(yǐ)看出,以滾珠螺紋中心做基準,無法直接(jiē)使用(yòng)傳統的 V形鐵支撐辦法,臨時測量可以在 V 形鐵與滾道之間添加鋼球支(zhī)撐,但在轉動滾珠絲(sī)杠進行測量時,存在鋼球易移位,測量不準確的問題,此檢測項目的可操作性仍然(rán)不強,常規的檢測方法(fǎ)和儀器(qì)很難進行檢測。
本文針對 “E6.2” 新增檢測項目,為(wéi)解決該項目(mù)的檢測難題,從工裝研發、檢驗方法創新、檢具測量與校準(zhǔn)的角度介紹兩種兼顧可操作性和經濟性、精確性的檢測(cè)方(fāng)法。
2. 檢測(cè)專用工裝設計(jì)
滾珠絲(sī)杠(gàng)副所采用的滾動體是(shì)鋼球,滾珠絲杠(gàng)的螺紋中心就是滾動(dòng)體理論上所處的中心,按(àn)GB/T 17587.3—2017中要(yào)求用與(yǔ)滾珠同樣尺寸的多個球支承滾珠絲(sī)杠副,鋼球在 V 形鐵上位(wèi)置不好固定,在(zài)旋轉滾珠(zhū)絲杠副的過(guò)程(chéng)中也不穩定,故將鋼球設計為圓柱,V 形鐵上鑲嵌同等直徑尺寸(cùn)的半圓柱,圓柱半徑就與鋼球半徑一致。一(yī)個V 形鐵上兩個圓(yuán)柱的位置置於(yú)螺旋線切線處,V形鐵上鑲(xiāng)嵌半圓柱如圖 2 所示。
該檢(jiǎn)測專用工(gōng)裝設計的優點是操作簡單,檢測精度高,檢測(cè)一致性好,適合(hé)單規格批量滾珠絲杠副的檢測,缺點是可檢測規格單一,製造(zào)成本高。
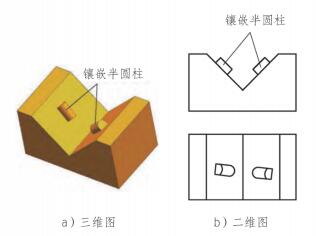
圖 2 V 形鐵上鑲嵌半圓柱
對於一些精度等級不高,多規格小批量滾珠(zhū)絲杠副的檢(jiǎn)測,可以采用另一種型鐵上放置可調檢測圓柱的檢測專用(yòng)工裝進行檢測(見(jiàn)圖 3)。
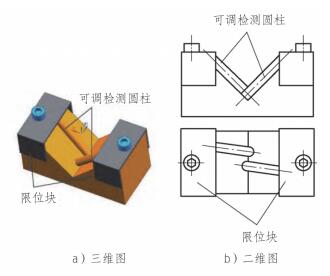
圖 3 V 形(xíng)鐵上放置可調檢測圓柱
該檢測專用工裝采用可活動的兩同等尺(chǐ)寸的檢測圓柱(zhù)置(zhì)於 V 形鐵表麵,檢測圓柱尺寸與鋼球尺寸(cùn)一致,V 形兩側設計限位塊,限位塊用螺釘固定。這種專用檢測工裝在檢(jiǎn)測過程中,將滾(gǔn)珠絲杠副置於圓柱上時,圓柱因(yīn)為有一定的活動空間,旋轉滾珠絲杠副時可以自動找正螺旋升角。因螺旋升角有一(yī)定的可調範圍,故該檢測工裝可以適合多(duō)規格的滾珠絲杠副的檢測。
3. 檢測方法
3.1 雙V形鐵鑲嵌半圓柱(zhù)檢測方(fāng)法
用兩(liǎng)個同等高(gāo)度(dù)的(de) V 形鐵,置於滾珠絲杠的接(jiē)近螺紋端部處,將指示器的測頭置(zhì)於滾珠(zhū)絲杠支承軸頸的外圓上,轉動滾珠絲杠(gàng)一圈並記下指示器讀(dú)數變化。采用雙(shuāng) V 形鐵鑲嵌(qiàn)半圓柱檢測方法(見圖 4),在滾珠絲杠零件加工過程中和裝配(pèi)好滾珠絲杠副後都可以進行支承軸頸跳動檢測。
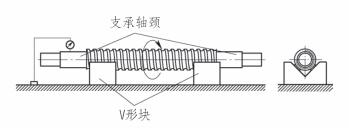
圖 4 雙 V 形鐵鑲(xiāng)嵌半圓柱檢測方(fāng)法
3.2 雙V形鐵放置(zhì)可調檢測圓柱檢測
將滾珠絲杠副置於(yú)檢測圓(yuán)柱上,轉動滾(gǔn)珠(zhū)絲杠副,使得(dé)檢測圓柱自動找正螺旋升角,將指示器的測頭置於滾珠絲杠支承(chéng)軸頸的外圓上,轉動滾珠絲杠一圈並記下指示器讀數變化。雙(shuāng) V 形鐵放置可調檢測圓柱檢(jiǎn)測方法(見圖 5),也(yě)可(kě)以在滾珠絲(sī)杠零件加工過程中和(hé)裝配好滾珠絲杠(gàng)副(fù)後進行支承軸頸跳動檢測。
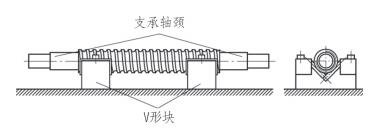
圖 5 雙 V 形鐵放置可調(diào)檢測圓柱檢測方法
3.3 采用單V形鐵固定滾珠螺母檢測
在某些(xiē)特殊場合,有預緊力的(de)滾珠絲杠副,又無專用檢(jiǎn)測工裝的情況(kuàng)下,也可以采用單 V 形鐵(tiě)固定(dìng)滾珠螺母進行檢測(cè),因為是有預緊力的(de)滾珠絲杠副,滾珠絲杠和滾珠(zhū)螺母在裝配鋼球後無間隙,故固定滾珠螺母也可視(shì)作以螺紋中(zhōng)心做基準,在用戶現場,也可以(yǐ)用螺母座代替 V 形鐵來固定滾珠螺母。
單 V 形鐵固定滾珠螺母檢測方法(見圖 6),滾珠螺母旋至螺紋滾道一端(duān),將滾珠螺(luó)母置於上(shàng)下兩 V 形鐵中間,並用螺栓(shuān)聯接起到緊固作用(yòng),將滾(gǔn)珠螺母旋至螺紋滾道一端,對於長滾珠絲杠副另一端用可調 V 形鐵支撐,將指示器(qì)的測頭(tóu)置於滾珠絲杠(gàng)支承軸頸的外圓上,轉動(dòng)滾珠絲杠一圈並記下指示(shì)器讀數變化(huà)。
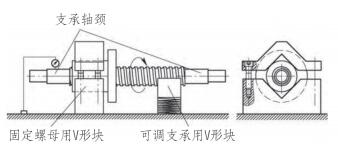
圖 6 單 V 形鐵固定滾珠(zhū)螺母檢(jiǎn)測方法
4. 測量係統 MSA 分析
為了檢驗應用該新設計的 V 形鐵工裝在滾珠絲杠副的跳動檢測上的可靠性與穩(wěn)定性,使用MSA(Measurement Systems Analysis)測量係(xì)統分析方法,通過統計分析的手(shǒu)段,對構(gòu)成滾珠絲杠副(fù) “E6.2” 跳動測量係(xì)統的各個影響因子進行統計變差分析和研究,以得到該測量係統是否準確可靠的結論。
根據 MSA 手(shǒu)冊,在測定過程中得到的測量值裏一般包含著實際工程的變動(dòng)和根據測(cè)量係統的變動。
被觀測的變動( 2total )=工程的變(biàn)動(2p)+測量變動(2 M S),測量波動再區(qū)分為重複性和再現性,測量變(biàn)動(2MS)=重複性(2Repeatability)+再現性(2Reproducibility),重複性和再現性兩種波動的和(hé),即測量係統的(de)波(bō)動 R&R。
針對滾珠絲杠副支承軸頸相對滾道中心(xīn)線徑向圓跳動檢(jiǎn)測係統,采用量具 R&R 方法,取 10個試樣,每個試樣由 3 個操作人員各檢測 3 次,檢測數據為(wéi)計量(liàng)型。以5010-P4規格長1500mm滾珠絲杠副為例,根據國標要求,其軸頸跳動(dòng)t6.2 公差為 0.013mm; 檢測方法采用雙 V 形鐵放置可調(diào)檢測圓柱檢測(見圖 7),該批(pī)次 10 根滾珠絲杠副支(zhī)承軸頸跳動的測量數據見表(biǎo) 1。
測量結果的(de) t6.2 極差控製如圖(tú) 8 所示,t6.2均值(zhí)控製如圖 9 所示。
表 1 滾珠絲杠副支承軸頸跳動的測量數據 (單位(wèi) :mm)
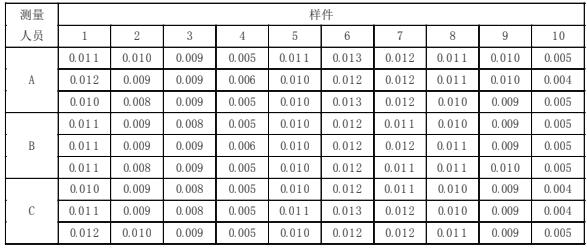

圖 7 采(cǎi)用雙 V 形鐵放置可調檢測圓柱檢測
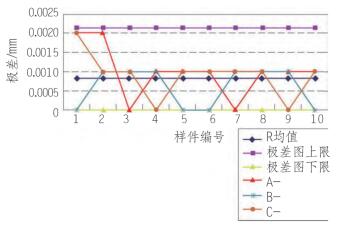
圖 8 t6.2 極差控製
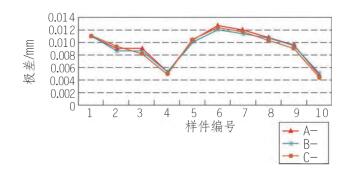
圖 9 t6.2 均值控製
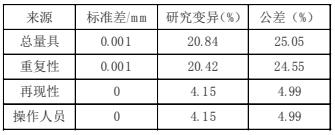
從圖 8 中可以(yǐ)得知,3 個測量人員的讀數都在極差圖的控製線範(fàn)圍內,說明(míng)該測量係統對人員的技術不敏感,具有可重複性。從圖 9 可以(yǐ)得知同一零件與測量人員的交互小,即不同測量人(rén)員均能反映待測件的真實水平。從 Minitab 軟(ruǎn)件分析結果可以得出表(biǎo) 2。
表 2 Minitab 軟件分析結果
5. 結束語
本文針對GB/T 17587.3—2017中新增的“E6.2” 檢測項目,創新性地研發了檢測工裝,該(gāi)檢測工裝使用方便,精(jīng)度(dù)高,同時對配套該檢測工裝的測量係統(tǒng)進行了量具MSA分析,使用量具 R&R 方法分析了 “E6.2” 檢測項目的檢測重複性(xìng)與再現性,達到了精密精確的檢測要求。支承軸(zhóu)頸相對於滾道中心線徑向圓跳動的檢測采用以上檢測方(fāng)法更加容易操作,在滾珠絲杠副安(ān)裝過程(chéng)中更容易實(shí)現,特別適合此類長絲杠的檢測,方便了製造方檢驗人員以及機床主機廠商調(diào)試人員,對滾珠絲杠副的生產、使用產生了積極意義。
投稿箱(xiāng):
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據(jù)