")



淺談加工中心主軸運維方法的研究與應用
2023-9-26 來源:中車株洲電機(jī)有限公司(sī) 作者:胡(hú)鑫,李賽花,馬晗,王超
摘要:隨(suí)著我國製(zhì)造業的快速發展,適應於小批量(liàng)多品種並行生產模式的加工中心柔性製造單元得到了(le)廣泛的應用。過去 20 年裏,我(wǒ)國引進了大(dà)量美國、歐洲、日本等產地的進口加工中心,隨著製造加(jiā)工(gōng)技術的提升,進口設備運行維護難的問題也日益突顯,本文主要(yào)介紹了進口加工(gōng)中心主軸的運維研究與應(yīng)用(yòng)。
關(guān)鍵詞:加工中心;主軸;運維研究
近(jìn)年來,受中美貿(mào)易衝突、全球(qiú)疫情(qíng)等大環境影響,進口加工中(zhōng)心運維難(nán)的(de)問題(tí)已突顯。設(shè)備(bèi)配件供應周期長、價格高,關鍵技術被限製(zhì)交底,關鍵零部件國產化難度大(dà),進口(kǒu)加工中心運維容(róng)易被西方國家“卡脖子”。國內大量進口加工中心,經(jīng)過去 10 ~ 20 年的高負荷運(yùn)行,設備剛性、穩定性(xìng)都有所下降,精度不同程度劣化。目前國內進口加工中心專業維保(bǎo)的市場需求(qiú)巨大,而能夠提供及時、準確技術支持的(de)國內資源匱乏。加工中心主軸運維技術作為加工中心運維技術的核心關鍵,國內(nèi)能夠提供進口加工中心主軸運維技(jì)術支持的資(zī)源更(gèng)是鳳毛麟角。因此(cǐ),此時開展進口加(jiā)工中心主軸運維研究和零部件(jiàn)國產化具(jù)有重大意義。
1、 研究基礎
研究對象:中車電機在 2010 年前後引進了美(měi)國吉丁斯路易斯 1250 型、捷克道斯 WHN110 型、台灣大立 H800型等 10 餘台進口加工(gōng)中心設備,主要用於(yú)牽(qiān)引電機機座端麵及外圍麵加工。其(qí)中部分設備主軸運行已出現異常,迫切需(xū)要專業維(wéi)護。
經驗(yàn)基礎:中車電機(jī)設備團隊從事進口加工中心運維工(gōng)作超過 15 年,期間多(duō)次(cì)參與加工中心采購、大修、主軸項修等項目,對加工中心主軸運維工作有一定的經驗基礎,並已逐步形成了進口加工中心運維體係。
研究可(kě)行性:本次(cì)研究內容都是基於加工中心主軸(zhóu)的(de)配件國(guó)產化、自主安調、自主(zhǔ)維保等工(gōng)作。相(xiàng)較複雜的主軸本體(tǐ)的設計製造(zào),本(běn)次研究內容難度相對較小,可行性較強。
外部資源協作:公司設備團隊累積了國內眾多(duō)提供加工中心問(wèn)題係統解決(jué)方案的優秀資源,且這些資源在行業內處於技術(shù)領先水平,可隨時提(tí)供技術支持。完善的檢測手段:為本次研究,配備(bèi)了完善的加工(gōng)中心主軸檢測工具。包括測量方箱、校棒、測量球、千分表、紅外測溫儀等(děng)。
2、總(zǒng)體(tǐ)思路
研究目的:通過(guò)對加工中心主軸運維(wéi)的研究應用,提升牽引電(diàn)機機座加工線加工中(zhōng)心運行狀態,提升加(jiā)工中(zhōng)心主(zhǔ)軸自(zì)主運維能力,完(wán)善加工中心主(zhǔ)軸檢測能力。
研究內容:(1)研究加(jiā)工中心主軸(zhóu)精度檢(jiǎn)測方法和標準;(2)研究加工中心(xīn)主軸軸承(chéng)自主更(gèng)換和(hé)精度調整控製方法(fǎ);(3)研究加工中心主軸拉刀器(qì)、旋轉接頭等配件國產化;(4)研究加工(gōng)中心主軸保養潤滑、狀態監測。擬解決的技術難點:(1)加工中心(xīn)主軸安調工藝不清晰。涉及主軸拆解、軸承更換、主軸(zhóu)安裝、上電調試等(děng)關鍵步驟的工藝參數、需用到的工具都不明確。且不(bú)同廠家生產(chǎn)的設備(bèi)主軸(zhóu)結構不盡相同,本次研究涉及的加工中心主軸型號就有 3 種。(2)加(jiā)工中心主軸(zhóu)拉刀機構、旋轉油缸等配件國產化難度大。加工中心主軸及配件結構尺寸(cùn)、材料、製造工藝等屬於設備製造(zào)廠(chǎng)家商業機密,作為使用單位無法取(qǔ)得上述資料,國產化難度大。(3)創造恒溫無塵的主軸軸承安裝(zhuāng)環境。加工中(zhōng)心主(zhǔ)軸軸承更換需要恒溫無塵環境,目前車間現場環境達不到相應(yīng)
條件。
3、加工中心主軸運維方法
3.1 加工中心主軸介紹
主軸的工作性能對整機性能和加工質量以及(jí)機床生產率有著直接影響,是決定機床性能和技術經濟指標的重要因素。加工(gōng)中(zhōng)心主軸一般由端(duān)麵錐孔、主軸箱體、芯軸、拉刀機構、旋轉接(jiē)頭(tóu)、定位元件、傳動件、密封件等組成。
主軸設計使用壽命為(wéi) 7 ~ 15 年(nián),一般用戶層麵運維隻涉及主(zhǔ)軸端麵錐孔修複、主軸軸承更(gèng)換、拉到器(拉爪、碟簧)更換、旋轉接頭更換等。
3.2 主軸錐孔修複(fù)方法
主軸錐孔受損一般建議更換處理。若需修複(fù),有 2種方式。一種是用主軸錐孔專用修複(fù)設備修複,另一種是利用標準刀柄修複。本文主要(yào)介紹後一種修複方式。
(1) 選取表現光潔完好的刀柄,在刀柄錐麵上、主(zhǔ)軸錐孔內均勻塗(tú)上(shàng)適量的研磨膏。
(2) 把刀柄插入主軸端麵錐孔,並不停地進行轉動研磨。研磨 10min 後,把主(zhǔ)軸錐孔和刀柄上的研磨膏(gāo)清理(lǐ)幹(gàn)淨。
(3) 在刀柄錐麵上塗上紅色橫斷粉,把刀柄插入錐孔,並(bìng)旋轉 1 ~ 2min。
(4) 觀察主軸錐孔麵附(fù)著橫斷(duàn)粉分布情況,若附著麵積超過 90% 即合(hé)格,若低於 90%,則重複上述步驟。
4、主軸軸承更換典型案例
4.1 主軸軸承損傷(shāng)的因素
主軸(zhóu)長時間負荷運行自然磨(mó)損;潤滑不良加速軸承磨(mó)損;操作失誤撞刀(dāo)等因素導致軸承受損。
4.2 主軸軸(zhóu)承更換的關鍵控製參數
主(zhǔ)軸軸承(chéng)更換難點和關鍵在於軸向遊隙的調整,遊隙過(guò)大會導致振動、發熱、主軸異響;遊隙過小會導致(zhì)主軸發熱,溫升異常。主軸軸向遊隙調整主要依靠內外襯套和鎖緊(jǐn)螺母。如圖 1 所示。
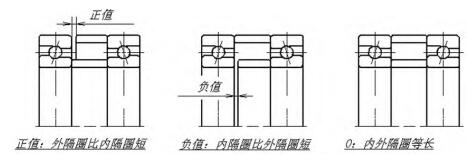
圖 1 軸向遊隙的三種形式(shì)
4.3 吉丁斯路易斯 1250 加工中心主軸軸承更換典型案例拆解主軸如下:
主軸軸承(chéng)、襯套、拉刀器等。測繪主軸各零部(bù)件尺寸。利用三坐標測繪軸向襯套、軸承等尺寸,並測繪各零部(bù)件安裝封閉尺寸鏈。
分析軸向遊隙。該主軸采用英製 P3 等級陶瓷滾珠軸承。根據軸承廠家提供的信息,安裝(zhuāng)預緊力目(mù)標值為5000-8000N,遊隙目標(biāo)值為(wéi) -20um。測試(shì)轉速 3000r/min,無(wú)冷卻。如圖 2 所示。
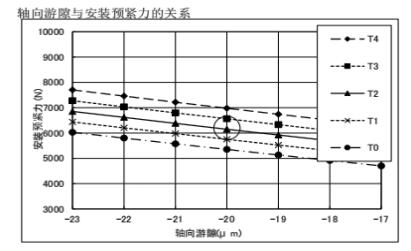
圖 2 遊隙與預緊力的線性圖(tú)
表 1
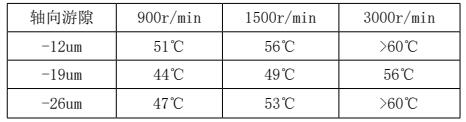
(1) 根據測量的原裝襯套尺寸,結合軸向遊隙目標,同時考(kǎo)慮製作測量和安裝誤差,製(zhì)作了 3 套襯套,使(shǐ)軸向遊隙理論值分別控製在 -12um,-19um,-26um。
(2) 設計(jì)主(zhǔ)軸運行試驗檢測平台。檢測 3 種遊隙情況下主軸升溫控製(zhì)情況,主軸升溫(wēn)超過 60℃或溫度穩定30min 則結束試驗。試(shì)驗結果如(rú)表 1 所示。
4.4 主軸旋轉接頭(tóu)國產化應用
4.4.1 自主設計油液一體化旋(xuán)轉接頭
把中心出(chū)水旋轉接頭和打刀油缸進行一體化設計,將兩個部件合成為一個部件(jiàn)。其設(shè)計包括(kuò)中心(xīn)出水結構、拉刀油缸(gāng)推(tuī)動結構、內部相互獨立的(de) A/B 通道結構。
該旋轉接(jiē)頭安裝於主軸軸芯(xīn)尾部,前(qián)端連接拉(lā)刀杆及軸芯,使用反絲方式固定(dìng),以保證主軸旋轉時不(bú)會出現鬆動(dòng)。在旋轉接(jiē)頭內部的前後位置各設置一組DB 組合的軸承,起到承托和保證主軸軸芯與旋轉接頭(tóu)的同軸度的作用,增加兩者的穩定性及(jí)可靠性。在(zài)使用中(zhōng)心出(chū)水時,冷卻液的流動(dòng)會帶走軸(zhóu)承因旋轉產生的大部分熱量。
4.4.2 油液一體化旋轉接頭(tóu)工作過程
(1)冷卻液通過油液一體化旋轉接頭 B 腔徑向進水(shuǐ)口進入中心出水口(kǒu),然後冷卻液經由拉刀杆噴射到(dào)刀片上,冷卻液流經過程中,冷卻液將軸承產生的熱(rè)量帶走(zǒu)。
(2)液壓油進入油液一體化的旋轉(zhuǎn)接頭的 A 腔,液壓油進(jìn)入打刀缸實現向前的推力,推動拉刀(dāo)杆(gǎn)向前運(yùn)動,實(shí)現(xiàn)主軸鬆刀功能。
5、 研究應用成(chéng)效
通過本次進口加(jiā)工中(zhōng)心主軸運(yùn)維的研究應用,取得了以下成效:成功(gōng)地完成了美國吉丁斯路易斯加工中心(xīn)主軸軸承更換、旋轉接頭國產化。降低(dī)修複成本 70%,縮短修複周期 240 天。成功地完成 1 台捷克加工中心主軸拉刀機構自主修複、1 台捷克加工中心主軸軸承更換。降(jiàng)低修(xiū)複成本(běn)40%,縮短修複周期 140 天。機座加工線 10 餘台加工中(zhōng)心設備狀態得到改善提升,設(shè)備利用率(lǜ)提升了 14%。鍛煉了設備團隊,累(lèi)積了經驗,進一步完善了公司進口設備運維體係(xì),提升了進口(kǒu)加(jiā)工中心自主(zhǔ)運維檢測能力。
6、 結語
通過本次研究應(yīng)用,為(wéi)有效解決進口加工中心主軸運維(wéi)難的問題找到了突破口。無論是在智能化、數字化轉型的熱潮中,還是在先進加工設備國(guó)產化迅猛發展的當下,設備運維技術及其研究都尤為重要。
投稿箱:
如(rú)果您有機床(chuáng)行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床(chuáng)行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產量數據
- 2024年11月(yuè) 分地區金屬切(qiē)削機床(chuáng)產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產(chǎn)量數據
- 2024年11月 新能(néng)源汽車銷量情況(kuàng)
- 2024年10月 新能源(yuán)汽車產量(liàng)數(shù)據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中(zhōng)走絲線(xiàn)切(qiē)割機床的發展趨勢
- 國產數控係統和數(shù)控機床何去何(hé)從?
- 中國(guó)的技術(shù)工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製造(zào)業大逃亡(wáng)
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統(tǒng)鑽削(xuē)與螺旋銑孔加工工藝的區別