


薄板零件成組加工技術研究及應用
2018-6-14 來源:中車唐山機車車輛有限公司 作者(zhě):王宏圖 張乙宙 李春來 劉洋 郭繼(jì)祥
摘要:隨(suí)著城市軌(guǐ)道(dào)交通事業的發展,軌道車輛(liàng)需求的逐漸增多,由於軌道車輛自身特點,車(chē)輛的大中型(xíng)構架均為焊接結構,焊接背板是焊(hàn)接工藝(yì)必要組成部分,焊接背板(bǎn)是一種薄板件,厚度為 1-4mm,在焊接過程(chéng)需求量非常大,一台構架(jià)焊接(jiē)需要加工 64 個環形焊接背板,且需要機械(xiè)加工來滿足其精度要求,但是加工(gōng)時采用液壓夾持會使薄板件變形,手動單個裝(zhuāng)夾會嚴重影響生(shēng)產效率。在(zài)此情況下將研究成組技術應用於數控車床,解決了加工效率低的問題;同時根據薄板件(jiàn)設計專(zhuān)門支撐和定位結構,增加了加工過程的穩定性,滿足(zú)了(le)一(yī)次裝夾便可完成多個環形背板的加工任務,縮短了工藝流程,提高了生產效率。
關(guān)鍵詞:成組技術;薄板零件;加工;焊接背板
0 引言
隨著城市軌道交通市場的發展,軌道車輛需(xū)求的逐(zhú)漸增多(duō),由於(yú)軌道車輛自身特點,車輛的大中型構架(jià)均為焊接結構。焊接背板是焊接工藝必要組成部分,焊接背板是一種薄板件,厚度為(wéi) 1-4mm,在焊接過程需求量非常大,一台構架焊接需要加(jiā)工 64 個環形焊接背板(bǎn),且需要機械加工來滿足其精(jīng)度要求。在此情(qíng)況(kuàng)下將研(yán)究成組技術應用於數控車床,解決了(le)加工效率低的問題。
1 、薄板件成組技術研究(jiū)
經過統計分析,不同環形背板(bǎn),盡管其結構、尺寸不同,但可以將其視為相似件,例如某種製動導柱背(bèi)板基本尺寸為 66×5mm、66×3mm、66×2mm,加工精度(dù)為±0.2mm。故此(cǐ)在機械加工時,將將多種背板按(àn)照其尺寸的相似性分類成組,然後按照零件組擬定成工藝規程,選擇工藝裝備,下達生產任務組織批量加工。同(tóng)時改變車間的(de)生產組織和管理模(mó)式,由傳統的按(àn)照產品組(zǔ)織生產、加工質量由專門人員控製改為多種產品混線作業,一工多能的方向發展
2 、薄板件成組加工工裝製造和應用
由於薄板(bǎn)件厚度小、壁薄,徑向隻能承載不大於 0.5t壓力,輕微的(de)裝夾力都會導致工件翹曲,故此采用軸向(厚(hòu)度方(fāng)向)壓夾方式,通過鎖緊螺(luó)栓(shuān)施加壓力來鎖定製(zhì)動導柱背板,保證鎖(suǒ)緊有效和夾持穩定性。在工件(jiàn)定位方式上,采用機械圓周定(dìng)位,定位圓周內腔的直徑與薄板件外徑差值不大於 0.2mm,保(bǎo)證(zhèng)了定位的準確性。
在工裝長度方向上,內腔容納長(zhǎng)度(dù)的長度為 45mm,保證了一次裝夾即可完成多個薄板加工要求,實現成組加工提高了加工效率。如圖 1 所(suǒ)示。
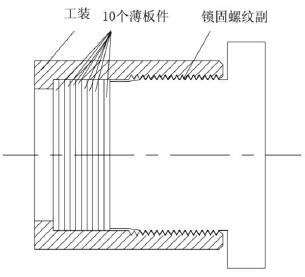
圖 1 車削成組加工工裝示(shì)意圖
3 、薄板件成組加(jiā)工工藝參數設定
環形薄板件加工時會優先選用車(chē)床,車床加工成本低、效率高,但成組(zǔ)薄板件和單個實體零件相比,車削工藝參數需適當調整。車削用量選定原(yuán)則(zé)根據實際(jì)工況選擇切削(xuē)深度、進給量、切(qiē)削速度(dù),並兼顧刀具耐用度。合理擇切削(xuē)用量,需(xū)綜合考慮生產率、加工質(zhì)量和加工成本。薄板件剛性(xìng)偏低,適合采用較小的切削深度和進給量,采用(yòng)較(jiào)高的切削速度。線速度設定為刀片廠商推薦最低值得80-95%。
4 、薄板件成(chéng)組加工(gōng)優點
①生(shēng)產效率高。合理設計的工裝內腔深度(dù)可保證了一次裝夾即可完(wán)成多個環形柱背板加工要求(qiú),極大提高了加工效率(lǜ)。②工藝準(zhǔn)備周期短。采用機械圓周定位,隻(zhī)需根(gēn)據不同的板件放入工件即可實現定位,無需找正(zhèng),且隻需要一次對刀即(jí)可,工件(jiàn)二次裝夾後(hòu)不需要(yào)反複校正 0 點(diǎn)。③生產成(chéng)本低。工裝為機械結構(gòu),易於製造且免(miǎn)維護,螺紋鎖緊力大,自鎖性好,工裝材料為 45 鋼,穩定性好,避免了因為大(dà)量製造專用工裝帶來的附加成本。
5 、結論
薄板件成組加工技術(shù)研(yán)究及應用,解決了加工薄壁件效率(lǜ)低,工藝準備周期長的問題;縮短了工藝流程(chéng),提高了加工效(xiào)率;降(jiàng)低了專有工裝帶來的附加生產成本(běn)。該(gāi)方法的不僅可滿足大批量薄板件的生產,也(yě)可向異形件、焊(hàn)接件等零部件製造推廣,對(duì)提(tí)升企業(yè)的競爭力有著很好的實用價值。
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況(kuàng)
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口(kǒu)情況(kuàng)
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多(duō)