


基(jī)於運行可靠性的電火花加工機床監控維護係統(tǒng)設計
2018-2-12 來源:北(běi)京市電加工研究所 電火花加工技術實驗 作者:孫東江(jiāng) 伏金娟 何虎 薑浩
摘(zhāi) 要: 電火花加工(gōng)機(jī)床因不正(zhèng)確的操作和維護而引發的故障率較高。為此研究並(bìng)設計了電火花(huā)加工機床監控維護係統,實現對機(jī)床狀態的監測和機床的維護,提升了機床的運行可靠性。考慮到監控維護係統自身的可靠性是實現監控準確可靠的必(bì)要條(tiáo)件,因此(cǐ)從硬件可靠性設計角度(dù)對各模塊的設計進(jìn)行了深(shēn)入探討,所形成(chéng)的裝置已在電火花加工機床的監控係統上得到應用和驗證。
關鍵詞: 電火花加工機床; 監控維護係統; 運行可靠性
電火花加工(gōng)機床使用過程中,某些電器元件或機械零(líng)部件可能出(chū)現損壞或故障,降低機床運行的可靠性。如何通過(guò)可靠(kào)性(xìng)設計提升電器元件和機械零部件的應用可靠性,預防各種(zhǒng)故障,實現預測性(xìng)維(wéi)護(hù)保養,進而提高機床的無(wú)故(gù)障工(gōng)作時間和使(shǐ)用壽命是可靠性工作尤其是運行可靠性工作的核(hé)心問(wèn)題。
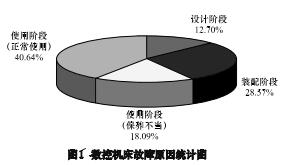
張根保教援在他的文章中指出: 機床運行因素引起的故障會占總故障的 20% 左右。圖 1 為唐賢進學者獲得的某廠(chǎng)數控(kòng)臥(wò)式加工中心的故障統計情況。從圖可以看出,機床使用(yòng)過
程中引發的故障占 58. 73% ,其中保(bǎo)養(yǎng)不當占比達18. 09% 。數據進一步說明,數控機床正確的維護保養對於機(jī)床的可靠性是至(zhì)關重要的(de)。
2000 年英國(guó)可(kě)靠性專家 O'CONNOR指出: 現有的(de)可靠性研究(jiū)局限於概率統計方法,闡述(shù)了在解(jiě)決工程實際問題時容易產生誤導和無效的原因。2009 年意大利(lì)學者(zhě) ZIO提(tí)出: 利用狀(zhuàng)態監測來(lái)確保係統可靠的運行,以減少故(gù)障,提高生產率。我國學者張根保運用模糊(hú)集理論,建立了數控機床模糊可靠性分配(pèi)指標(biāo)體係和權重來解決傳統可靠(kào)性理論的缺陷; 開發了(le)用戶開機(jī)強製(zhì)維護保養界麵,強製用戶在機床運行(háng)前對機床進行保養,提升運(yùn)行可靠(kào)性 。
本文為提升電火花加工機床的運行可靠性,設計了機床監控維護係統,對電火花加工機床本(běn)體、脈(mò)衝電源進行監控和(hé)維護保養提醒; 同時,針對監(jiān)控維護係統的應用可靠性,對監控主板接口電路(lù)進行了可靠性設計。
1、電火(huǒ)花加(jiā)工機(jī)床(chuáng)監控維護(hù)係統總體設計
電火(huǒ)花加工機床主要包含機床本體、數(shù)控係統、脈(mò)衝電源、工作液係統(tǒng)、氣路係統等部分。監控維護係統需要依據機床狀(zhuàng)態(tài)信息的實時采集(jí)、曆史維護數據等製定維護策略(luè),並通過人機接口、蜂鳴器等方式預警,報警給操作和維(wéi)護(hù)人員。
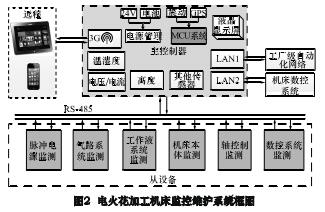
如圖 2 所示,電火花(huā)加工機床監控維護係統包含主控製器和(hé)從設備兩部分。主控製器采集溫濕(shī)度、高度、震動、GPS 等機床工作環境信息; 通過 RS485 總線實現各從設備監控節點傳感器的(de)分布式數據采集; 通過以太網(wǎng)或者無線網絡與數控係統和服務(wù)器進行通(tōng)訊。
主控製器的液晶屏可以顯示這(zhè)些從設備采集的數據、維護提醒,也可以配置設備編號和遠程服務(wù)器地址。
2、主控(kòng)製器硬件及接口可靠性設計
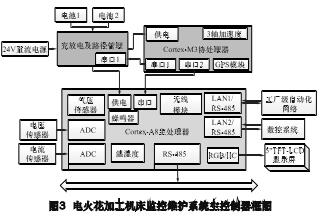
圖 3 是(shì)電火花加工(gōng)機床監(jiān)控(kòng)維護係統(tǒng)主控製器硬件框圖。控製器采用具有高性能、低功耗、多接(jiē)口的ARM Cortex - A8 內核微處理器(qì)作為主處理器,協處理器采用超低功(gōng)耗
ARM Cortex - M3 微處理器。主監控CPU 主(zhǔ)要功能是進行電壓、電流、溫度、高度(dù)等數據的采集和通過以太網或者 3G 無(wú)線網絡與數控係統通訊,並且進行數據處理和維護策略等運算。
協處理器MCU 主要功能是讀取 GPS 數據(jù)、采集震動參數、進行(háng)智能電池電源管理等。主監控 CPU 與協處理器 MCU之間通過(guò)串口進行通訊。
2. 1 網絡(luò)接口設計
主控製器通(tōng)過以太(tài)網上傳(chuán)監控數據。本係(xì)統采用千兆以太網接口,充(chōng)分考慮傳輸帶寬的同時,通過接口(kǒu)可靠性設計提升監控可靠性。圖 4 是設計的電火花加工機床監控維護係統主控製器以太(tài)網接(jiē)口(kǒu)的原理圖。
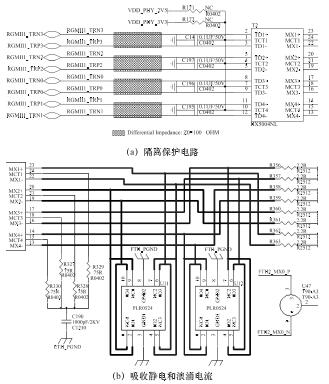
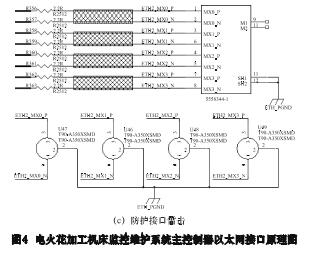
在圖 4a 中,四對差(chà)分線阻抗(kàng)控製為 100 Ω,通過 1: 1千(qiān)兆變壓器隔離保護內部電路; 在圖 4b 中,在變壓器輸(shū)出到連接器之間通過 TVS 管及串接電阻實現對靜電和浪湧電流的吸收; 在圖 4c 中,通過氣體放電管實現接口的雷擊防(fáng)護(hù)。
2. 2 控製(zhì)器
RS485 接口主控製器與機床的傳感(gǎn)器及采集節點往往在不同的(de)位置,需通過現場總線將數據實(shí)時(shí)傳輸到主控製器,以便實現監(jiān)控和管理。RS485 總(zǒng)線采用(yòng)平衡發送和(hé)差動接收方式實現通信,具有(yǒu)很高的通信可靠性,同時因其簡單(dān)、成熟、低廉、便於維護等(děng)特點廣泛應用於工業現場中(zhōng)。
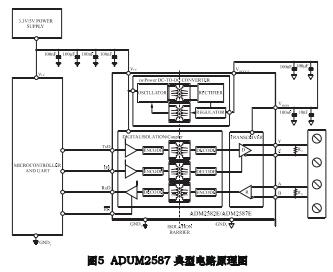
本設計采用 ADUM2587 進行接口可靠性設計。ADUM2587 具有 2. 5 k V rms 隔離電壓,± 15 k VESD 保護,開路、短路故障保護等特性,並集成隔離DCDC 轉換器(qì)。利用ADUM2587 的開路、短路故障保護功能,在單個設備節點出現異常(cháng)時不會影響(xiǎng)其他節點的通訊。圖 5 為其典型電路原理圖。
據此,並充分考慮可靠性設計,主控製器的 RS485電路原理圖優化為如圖 6a 所示。圖 6b 中 J24 的 1 腳為主(zhǔ)控製器的接口地。RS485的接地問題常常被忽視,誤認為 RS485
不需要信號地,認為節點間隻需要一根雙絞線將(jiāng) A、B 端(duān)連接起來就可(kě)以了。
雖然(rán)這種方式在某些情況(kuàng)下也可(kě)以工作,但 RS485 的收發器(qì)隻有在共模電壓不超出 - 7 ~ +12V 的條件下才能正(zhèng)常工(gōng)作。因為接收端的共模電(diàn)壓等於發送端的(de)共模電壓(yā)加上地電位差(chà),若兩端接地線未(wèi)連接,共模電壓可能超出上(shàng)述(shù)正常工作範圍,進而影響通信的可靠性,甚至損壞接口。
因此,采用(yòng)低阻的信號線或屏蔽層將兩端接口的工作地連接起來,使(shǐ)地電位差為零,是總線通(tōng)訊可靠性設計不可或缺的工作(zuò)。
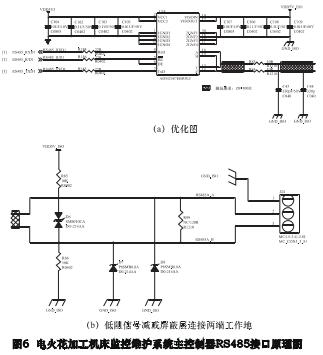
根據傳輸線(xiàn)理論,在 RS485 網絡的兩端加入終(zhōng)端電阻 ( 圖 6b 的 R99 ) 來 吸 收 網 絡 上 的 反 射 幹 擾。RS485 總線處於空(kōng)閑狀態(tài),需要有上拉電阻( 圖 6b 的R85
) 和下拉電阻( 圖 6b 的 R86) 來確保 A、B 線之間有一個(gè)確定的(de)空閑(xián)電位。RS485 總線 隻是(shì) 定 義了 接 口 電 平等 物 理 層 標(biāo)準,上(shàng)層協議尚需根據實際工程的需要來定義。通常數據(jù)包協議格式由引導碼、長(zhǎng)度碼、地址(zhǐ)碼、命令(lìng)碼、數據、校驗碼、尾碼等組成,協議不夠簡(jiǎn)練(liàn)。Mod-bus 協議以其簡練、開(kāi)放、成熟等特點在工控、水文、電力等行業的設備及係統中得到了廣泛(fàn)的(de)使用。
本文采用 Modbus 協議來(lái)進行主設備和各從(cóng)設備之間的通信。
3 、電火花加工機床監控維(wéi)護係(xì)統軟件開發
3. 1 主控製(zhì)器程序流程
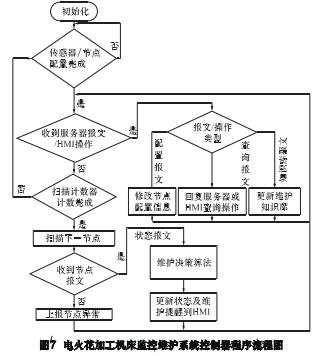
主控製器(qì)主(zhǔ)要完成(chéng)兩個功能: 一是通過(guò)各傳感器及節點獲取機床(chuáng)實(shí)時狀態; 二(èr)是對數據進行分析(xī)匯總,並在本地和遠端(duān)呈現(xiàn)給維護人員(yuán)機床狀態和維護提醒。首先,係統(tǒng)上電後,進行初始化操作,主要包括設置通訊接口、定時器、開門(mén)狗、傳感器等內容。
初始化完(wán)成後,主控製器配置(zhì)從設備節點,包括節點數量、節點地址、節點通訊速率等內容。從設備節點配置完成後,控製器開始對從設備(bèi)節(jiē)點進行掃描(miáo),並對(duì)獲取到的節點報文進行處理。
控製(zhì)器將來自服務器的報文分為服務器配(pèi)置報文、服務器查詢(xún)報文(wén)、服務器維修知識庫更新報文三類; 控製器接收從設備節點報文後,結合維護知(zhī)識庫,執行(háng)維護決策算法,並在(zài) HMI 更新維護(hù)提醒。參見圖7 所示程序流程圖。本控製器的(de)設計中,控製器(qì)可以(yǐ)將狀態及維護信息上傳到遠端服務器; 同時,控製器可(kě)以脫離服務器單獨運行,並通(tōng)過
HMI 實(shí)時呈現機(jī)床狀態和(hé)維護(hù)提(tí)醒信息; 控製器還可(kě)以根據掃描(miáo)節點數的多少(shǎo)及故障狀態情況,自動配置節點、調整掃描時間(jiān)間隔等,既(jì)降(jiàng)低了通信故障率,又可以通過提升故障(zhàng)掃描間隔來準確獲取故障狀態數據,進(jìn)而提高機(jī)床的可靠性與安(ān)全性。
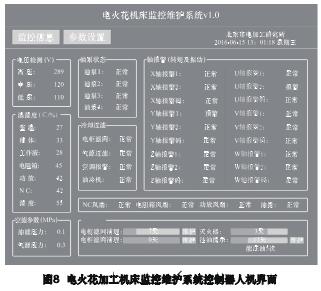
3. 2 控製器人機界麵設計
控製器的人機界麵按照簡單可靠的原(yuán)則進(jìn)行設計。圖(tú) 8 界麵主要包含機床監控和(hé)維護兩(liǎng)個部(bù)分。係(xì)統(tǒng)分別對油泵、過(guò)濾係統、各核心(xīn)模塊的溫濕度、各軸狀態進行實時監控,並在監控菜單顯示; 係統依據監(jiān)控數據及各模(mó)塊維護的曆史經驗,製定維護策(cè)略,通過進度條直觀地顯示在維護菜單上。
4 、結語
( 1) 為提升電火花加工機床的運行可靠(kào)性(xìng),本文設計了一種電火花加工機床監控維護係統(tǒng),詳細討論了電火花加工(gōng)機床監控維護係統控製器的可靠性設計內容和(hé)需要注意的問(wèn)題
( 2) 係統采用分布式總線實現控製(zhì)器與(yǔ)節點、控製器與服務器(qì)的通訊,控製器可獨立工作(zuò),節點(diǎn)具有很強的容錯能力,有效地提高(gāo)係統的可靠性、安(ān)全性。
( 3) 圖 9 是本文(wén)依據上述研究設計完成(chéng)的電火花機床(chuáng)監控維(wéi)護係統控製器裝置,在 A35 數控電火花成形加(jiā)工機床上進行(háng)了初步應用和(hé)驗證,達到了的預期(qī)的目的(de)。
本文對電火花(huā)加工機床的運行可靠性工作進行了初步的探討,拋磚引玉,希望引起業界學者的關注(zhù),後續工作還(hái)需積(jī)累更多的機床數據,優化維護策(cè)略,進而更好地提升電(diàn)火花加工機床(chuáng)的運行可靠性。
投(tóu)稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信(xìn)息(xī)
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多