


分步體對角線誤差辨識及空間誤差補償
2018-3-9 來源:同濟大學中德(dé)學(xué)院 . 沈陽機床研究(jiū)院 作者:樊留群 張潔 虞敏 趙建華
摘 要: 基於分(fèn)步體(tǐ)對角(jiǎo)線的(de)誤差測量方法是一種快速、高效的測量方法. 提出一種基於(yú)該測量方法(fǎ)的誤差(chà)元(yuán)素辨識算法,該算法對現有的分步體對角線誤(wù)差辨(biàn)識算法做了修正,並根(gēn)據辨識出的誤差對機床進行空間誤差補償,經過實際機床的測試驗(yàn)證(zhèng),證明(míng)該方法的正確性和有效性.
關鍵(jiàn)詞: 分步體對角線測量法; 誤差辨識(shí); 空間誤差補償
0 引 言
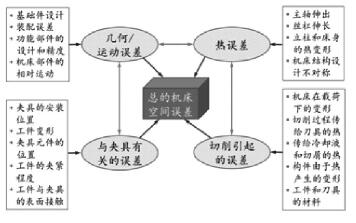
機床的各種誤差最終反映(yìng)為刀(dāo)具中(zhōng)心點的空間軌跡與理論空間軌跡的差別 這 一空間誤(wù)差由 4 部分組成.
1) 在無負荷或精加工條件下機床的幾何 / 運動誤差.
2) 由機床內部熱源和環境(jìng)溫度變化而(ér)造成的熱誤差(chà),
3) 由切削力和慣性力引起的動態誤差.
4) 與(yǔ)夾具和(hé)裝夾有關的誤差.
這 4 種誤差並非完全孤立的,相(xiàng)互有一(yī)定(dìng)的關聯,其中幾何/運動誤差的測量、分(fèn)析與補償是研究機床加(jiā)工誤差的基礎,現代數控係統不僅實現了單軸(zhóu)螺距誤(wù)差補(bǔ)償(cháng),像西門子等(děng)高檔(dàng)數控係統還實現了空間誤差補償.
1 、分步體對角線誤差辨識算法
分步對角線(xiàn)測量法是獲取機(jī)床空間誤差的快(kuài)速有效 的方法,在《數控機床誤差實時補償技術》和《數控 機(jī)床(chuáng)誤差補償關鍵技術及其應用》中給出了(le)分步對角線測量法的詳細推導過(guò)程,但在實際(jì)測試並根據此方法進行(háng)補償時,補償(cháng)效果不理想。
本文根據分(fèn)步對角線測量方法,重新(xīn)推導了誤差元素辨識算法,提出了(le)分步體對角線誤差補償算法公式,並在實際中獲得了很(hěn)好的補償效果.
1. 1 分步對角線測量法原理
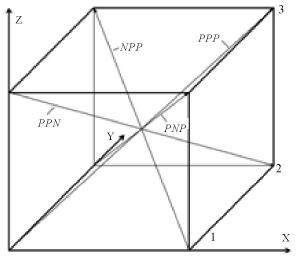
美國光動公司提出了基於多(duō)普勒位移測量儀和向量(liàng)測量技術的“分步空間(jiān)對角線測量(liàng)法”,其原理是(shì)分步測量機床加工空間的 4 條體對角線,也就是由測量起始點(diǎn)起,分步地移動一個控製軸,每次的(de)移動軸依 X → Y → Z 的順序進行移動與暫停( 獲取坐標位置用) ,機床部件的運動是斷續的、且其軌跡與(yǔ)激光束(shù)不平(píng)行,但最終抵達對角線的終點將這些對(duì)角線分別記為 PPP,NPP,PNP,PPN其中 P 表示正方向,N 表示負方向,PPP 表示(shì)沿 X,Y,和 Z 軸的正方向運動. NPP 表示沿 X 軸負方向、沿 Y 軸和 Z 軸的正方向運(yùn)動. 具體的操作如下: 先(xiān)校準激光束的方向,使之平行於體對(duì)角線(xiàn)方向; 將反射鏡通過磁性座安裝在(zài)主軸上,然後就可分(fèn)別沿指定方向( X 或 Y 或 Z 方向) 移動運動軸,並在對角線上測量運動距離. 以 PPP 方向對角線為例,運動軸首先從起點 O 開始(shǐ)沿 X 正方向運動到達頂點 1,測量沿對角線 PPP 方向(xiàng)移(yí)動的距離; 再沿 Y 正方向運動到達
2 並測量運動距離; 最後沿 Z正向移動到達 3 並測量運動距離,同理,對其餘三條對角(jiǎo)線進行測量(liàng).
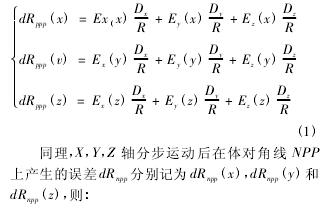
1. 2 參考文獻中分步對角線測量法的誤差辨識算法在分步體對角線測量過程中,X,Y,Z 軸(zhóu)分步運動後在體對角線 PPP 上(shàng)產生的誤差 dRppp分別記為dRppp( x) ,dRppp
( y) 和 dRppp( z) ,Ey( x) 表示沿括號中的軸( x) 方向運動在下(xià)標( y) 軸方向引(yǐn)起的(de)誤差 . 根(gēn)據參(cān)考文獻《數(shù)控機床誤差(chà)實時補償技術(shù)》則有下式:
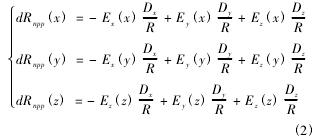
同理,在也可求出(chū)另外兩條對角線上產生的誤差,最後求解出各坐標(biāo)軸在 x,y 和 z 方向產生(shēng)的誤差:

1. 3 分(fèn)步對角線測量法的誤差辨識算法修正說明在(zài)公式推(tuī)導中,公式 ( 1) 中的 Ex( x) ( 記為:
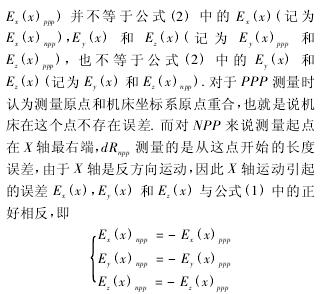


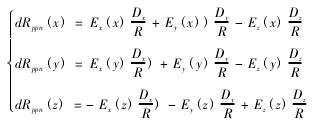
聯立上述 12 組公(gōng)式,可得出基於(yú)分布體(tǐ)對角線測量方法的誤差元素求解公式:

2 、修正算法的實驗驗證
為了驗證本文提出(chū)的算(suàn)法的(de)正確性和有效性,基於沈陽機床的 VMC0656 加工中心,采用分步體對角線方法對機床進行測量,然後按照本文修正算法進行誤差辨(biàn)識,並采用空間誤差補償將補償值加載到 VMC0656 的控(kòng)製器(qì)沈陽機(jī)床自主開發的 I5數控係統中,然後進行測量. 為了進一步(bù)進行驗證還分別進行了單軸(zhóu)螺距誤差的測量與補償以及混合補償( 定位誤差采(cǎi)用單軸螺補,直線度(dù)誤差采用分步體對角線測量方法得到的補償值) ,補償(cháng)後在進行測量,並計算了這(zhè)幾種方法的(de)方差. 表 1 和圖4 是 Y 軸的實驗結果,
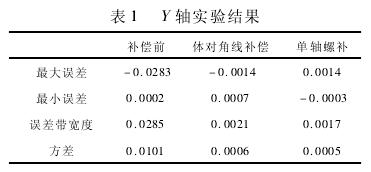
圖(tú) 1 機床 Y 軸補償實驗(yàn)結果
表 2 Z 和圖 2 為 Z 軸實驗結果
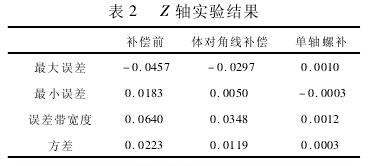
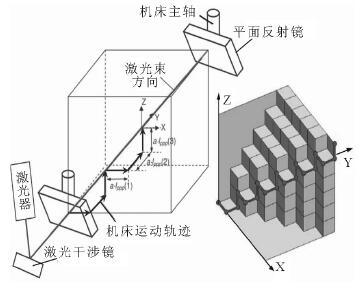
圖 2 機床 Z 軸補償實驗結果
圖(tú) 3 NPP 對角線方向實(shí)驗結果
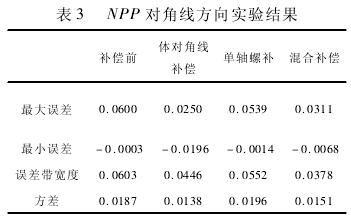
表 3 和圖(tú) 3 為 NPP 對角線方向實(shí)驗結果(guǒ)
3 、結 論
在分步體(tǐ)對角線測量方法及誤差元素(sù)辨(biàn)識算法基礎上,提出誤差辨識算法,實驗數據(jù)證明該(gāi)算法能較(jiào)好的(de)對機床空間誤差進行補償. 從測量結果可以看出,體對角線(xiàn)補償方法雖然在(zài)單軸定位誤差方麵(miàn)沒有(yǒu)單軸螺距誤差(chà)補償精度高,但綜合定位誤差和直線度誤差的空間誤差(chà)補(bǔ)償方麵(miàn),體對角線方法的效果最好。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息(xī)
州金馬")
業(yè)界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能(néng)源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基(jī)本(běn)型乘用車(轎車)產量數據
博文選萃
| 更多