


CNC 係統加(jiā)減速控製對機(jī)床結構的影響研究
2018-2-9 來源:重慶工程職業技術學院 沈陽高精 作者(zhě):胡(hú)韶華 趙超純
摘(zhāi) 要: 機床振動是影響機床壽命和性能的重要因素之一,加減速運動是在運行過程中激發數控機床振動的重要來源,因此研究數控係統( CNC) 加減速控製對機床結構的影響是很重要的。首先建立(lì)了切削力和(hé)運動之間關(guān)係、機(jī)床振動與加減速控製的關係,然後(hòu)通過對加速度(dù)信(xìn)號的譜分(fèn)析,發現直線型加減速控製中方波型加速(sù)度信號(hào)的(de)帶寬較寬,而 S 型(xíng)加減速控製中梯形(xíng)波加速(sù)度信號是一個(gè)帶通濾波器激發機床,闡明了方波型加速度信號是激發機(jī)床模態振動的根本原因。最後在數控銑床V600 上(shàng)的試驗結果表明,直線型加減速控製引起的機床(chuáng)振動(dòng)在模態 17. 5、29、38. 2、43. 3 Hz 是(shì) S型加減速控製的 220%、300%、250%、333%.
關鍵詞: 數控機床; 可靠性; 振動; 加減速控製
張根保教授根據產品可靠性的定義給出了機(jī) 床可靠性的定義(yì): 數控機床在規定條件下,在規定的時間裏(lǐ)完成規定的功能。在衡量數控機床的可靠性時,“規定的條件”就是機床在設計時確定的產品使用環境(jìng)和(hé)工作條件,一般包(bāo)括加工尺寸、切削用量、切削功率(lǜ)、使用環境條件、加工材料等; “規(guī)定的(de)時間”指的是設(shè)計確定的運行壽命,也可以是機床大修前的年限,還(hái)可(kě)以是可靠(kào)性考核時確定的任何年限; “規定的(de)功(gōng)能”是指機床(chuáng)設計時(shí)確定的功能。
其中(zhōng),機(jī)床振動是影響機床壽命( 包含精度壽命) 和功能的重要因素之一。在使用過程(chéng)中,引起(qǐ)機床振動的原因很多,一般認為數控機(jī)床振動的內部振源主要來自不平衡運動的旋轉件、附件的振動和自激振動,其中影響(xiǎng)最大的是(shì)主軸部件和被加工工件的不平衡運動,但是(shì)這些振動大都源於機床自身結構或者周期性外力所致,可以通過優化設計機(jī)床,正確選擇工藝參(cān)數(shù)和增加隔離裝置等措施來消除(chú)或減(jiǎn)小。
但是,加減速(sù)控(kòng)製,尤其在軌跡曲率變化(huà)頻(pín)繁的加工時,引起的機床振(zhèn)動具有隨(suí)機性、衝擊性(xìng)等特點,難以(yǐ)通過改變機床結構、優化工藝等方(fāng)法來減小(xiǎo)或(huò)者(zhě)消除。加減速控製是為了保證機床(chuáng)在(zài)啟動或停止時不產生衝擊、失步、超程(chéng)或振蕩,必須設計專門的加減速控製規律,使加給電動機的輸入( 脈衝頻(pín)率或電壓) 按照這個規(guī)律變化(huà),從而使機床在各種加工作業的情況下都(dōu)能快速準確(què)地(dì)停留在(zài)給定的(de)位置上,這種控製稱為加減速控製(zhì)。
加減(jiǎn)速(sù)控製是數控係統的核心(xīn)技術,主要有直線型(xíng)加減速控製、S 型加減速(sù)控製、指數型加減速控(kòng)製等方法,采用不同的加(jiā)減速控製方法引起機床的振動不(bú)同。目前研究大都集中在(zài)加減速控製方法與實現等方麵。不同加(jiā)減速控製對機床振動及機床結(jié)構的影響機理和程度尚未(wèi)得到(dào)深入研究。
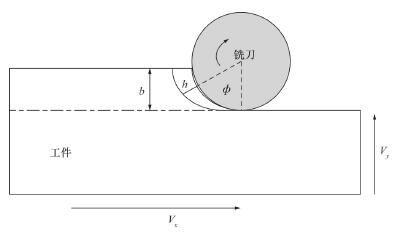
圖(tú)1 立銑的切削運動示意圖
本(běn)文(wén)首先通過(guò)對加減速控製引起機床振動的機理分析,得到不同(tóng)加(jiā)減速控製(zhì)的加速度信號具有不同頻譜,說明了(le)直線型加減速控製更有可能(néng)激發機床的固有頻率; 然後通過在相同加工條件下,采用不同加減速控製方法的切削(xuē)實驗檢測機床的振(zhèn)動,實驗結果表明,直線型加減速控製較 S 型加減控製更易激發機床的多階模態。
1 、加減速控製引起機床振(zhèn)動的機理分析
1. 1 切削力與進給速度的關係
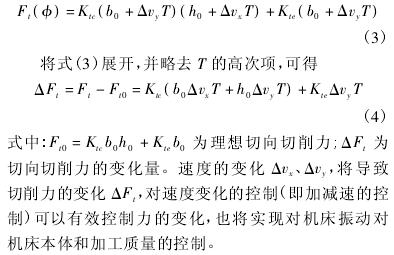
不失一般性,以立銑為例分析力和運動之間的關(guān)係,由文獻可知:
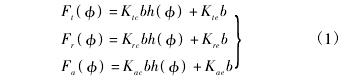
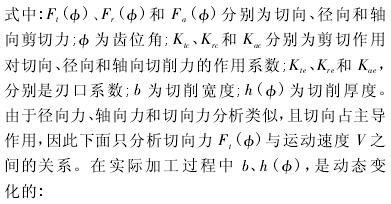
式中: b0、h0是理想切削(xuē)寬(kuān)度和切削厚度; Δvx、Δvy是插補(bǔ)周期的速度變化量; T 是數控係統的(de)插補周期。由(yóu)式( 1) 、( 2) 可(kě)得:
1. 2 加減速控製( 加速度(dù)) 與機床振動
加減速的控製是數控係(xì)統的核心,也是保證加工質量和減小機床(chuáng)振動(dòng)的(de)核(hé)心技術。加減速控製主(zhǔ)要有: 直(zhí)線型加減速控製、S 型加減速控製,三次樣條加減速控製等等,其本(běn)質都是對(duì)速度變化的控製及加速度的(de)控製。
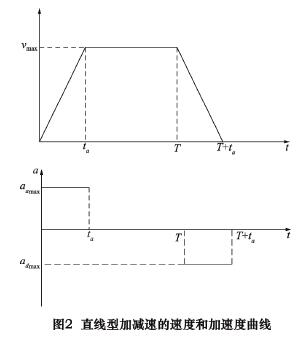
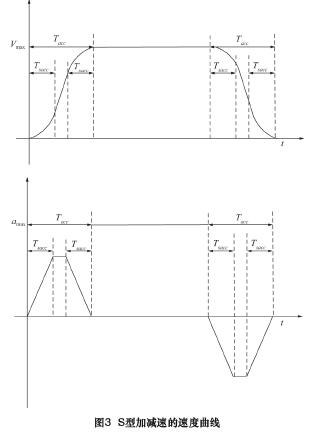
現以(yǐ)直線型加減速控製和 S 型加減速(sù)為例分析加減速控製對機床振動的影響。直線型加(jiā)減速控製和 S 型(xíng)加減速控製的速度變化和減速度變化分別如圖 2 ~ 3 所示。可以(yǐ)看出,直線型加減速(sù)控(kòng)製、S 型加減速控(kòng)製方(fāng)法分別產生出現方波型加速度、梯形(xíng)波形減(jiǎn)速度,也意(yì)味著在任意加(jiā)減(jiǎn)速瞬間將有一個方(fāng)波形和梯形作用力作用於刀具及機床上。
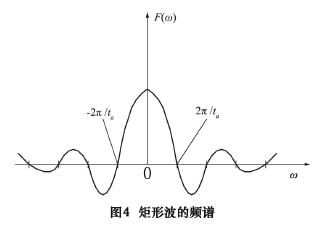
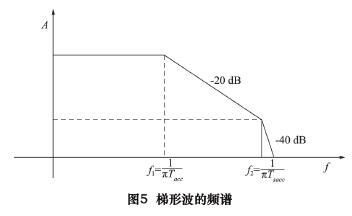
由信號(hào)處理相關知識可得方波和梯形波(bō)的頻譜分別為
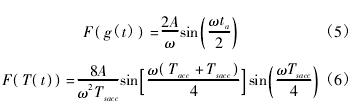
式中: ta為直線型加速度時間; Tacc、Tsacc分別為 S 型(xíng)加速時(shí)間和加加速時間。由信號處理知識(shí)可知,矩形波( 圖 4) 為(wéi)無窮多個奇數次諧波組成,周期越短,帶寬越寬; 梯形波( 圖 5) 的頻譜隨著頻率的(de)平方迅速衰(shuāi)減,為一個帶寬略大於上升頻率的帶通濾波器。
直線型加速時間越短,越頻繁,引起機床振動的頻率範(fàn)圍(wéi)越寬,當加減速(sù)時間接近於 0 時,可以看成脈衝信號(hào),所有頻(pín)率都將被覆蓋,即可能激發所(suǒ)有(yǒu)機床部件的振動模態,這對於機床而言都是不利的,後文通過實驗來說明兩種不同加減速控製引起機床振動模態的不同。
2 、實驗研究
由上節分析可知,直線型加減速會激(jī)發機(jī)床更寬(kuān)固有頻(pín)率(lǜ)範圍內的機床部件的振動,而(ér) S 型加(jiā)減速隻可能激發部分範圍內固有頻率的機床部件的振動。實驗設備及相關參數(shù)說明如下:
( 1) 實驗(yàn)設(shè)備參數。實驗在一台數控銑床 V600( 由南通機床製造) 進行試驗,數(shù)控係統配置(zhì)為沈陽高精數控(kòng)智能技術股份有限公司開發的 GJ400 係統。
該係統(tǒng)內置有直線型加減速、S 型加減速等多種速度控製算(suàn)法,加減速參數可以設置為表 1。( 2) 實驗材料及工(gōng)藝參數。加工的試(shì)驗工(gōng)件如(rú)圖6 所示(shì),其槽寬 10 mm,槽(cáo)深度為 0. 2 mm,實驗材料和工藝參數(shù)見表 2。( 3) 振動測試設備(bèi)說明。振動(dòng)信號采(cǎi)集係統用 NI數據采集機(jī)箱 c DAQ - 9174,高性能振動信號采集卡NI 9234,振動傳感器 780985,軟件用 LABVIEW 自(zì)行開發。
實驗(yàn)分為(wéi)兩大部分進行,一部分對機床進行振動模態實驗,了解機床的主要(yào)結構的振動特性; 第二部分(fèn)是通過采用不同加(jiā)減速控製算法(fǎ)對機床結構的影響。( 1) 機床模態實(shí)驗(yàn)。需要對機床的振動模態進行分析,由於對銑床性能和壽命影響(xiǎng)較大主要(yào)是主軸(zhóu)和工(gōng)作台的振動,所以對 V600 的主(zhǔ)軸部件(jiàn)和工(gōng)作台(tái)進行模態測試。
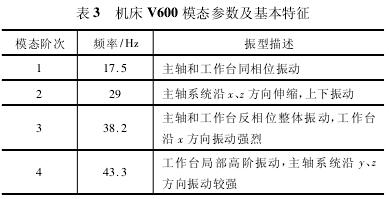
通過衝擊錘實驗(yàn)測試和軟件分析,實驗結果如表(biǎo) 3 所示。該機(jī)床主軸和工作台的主要模(mó)態分(fèn)別在 17. 5、29、38. 2、43. 3 Hz。如果有外界力激發(fā)這些模態發生,就會對主軸和工作台的結(jié)構有破壞作用,其中 38. 2 Hz 是主軸和工作台反相位振動,還對加工質量有不利影響。
( 2) 加減速對機床結構的影響實驗。在實驗過程中(zhōng)( 實驗工藝參數見表 2) ,主要采集 3 個軌跡轉彎中的振動信號( 振(zhèn)動信號采集頻率 1 024 Hz) ,減速控製對機床(chuáng)結構的影響會明顯體現出來,因為在直線加工段的加工速度不變; 同時需要注意的是,在銑刀進入和退出(chū)切削瞬間的(de)數據(jù)要去除,這是因為在進入和退出切削時間,切削力呈現脈衝或者短時方波狀(zhuàng)態,和加減速控製產生的方波混合,無法區別減速控製(zhì)帶來的影響。
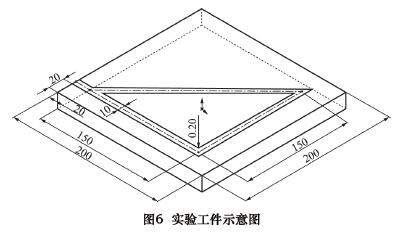
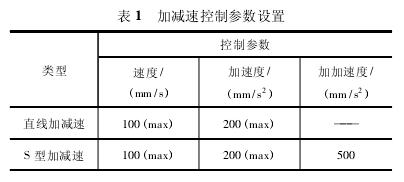
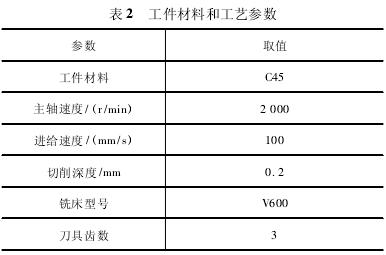
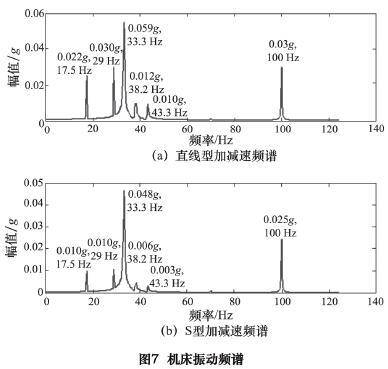
圖 7 是在相同切削參數下( 表 2) 的機床振動(dòng)頻譜。可以看(kàn)出,在 17. 5、29、33. 3、38. 2、43. 3、100 Hz時直線型加減速和 S 型加減速的振動幅值分別為( 0. 025g,0. 010g ) 、( 0. 03g,0. 01g ) 、( 0. 059g,0. 048g) 、( 0 . 012 g,0 . 006 g ) 、( 0 . 01 g,0 . 003 g ) 、( 0. 03g,0. 025g) 。其 中,在 模 態 17. 5、29、38. 2、43. 3 Hz 直 線 加 減 速 的 振 動 分 別 為(wéi) S 型 加 減 速 的220 % 、300 % 、250 % 、333 % ; 在 主 軸(zhóu) 轉 速(sù) 33 . 3 Hz( 2 000 /60 = 33. 3 ) 時 機 床(chuáng) 的(de) 振(zhèn) 動 幅(fú) 值 分 別 為0. 059g、0 . 048 g,直線型是 S 型的 122 % ; 銑刀切削齒(chǐ)頻 100 Hz( 2 000 /60 × 3 = 100) 時,機床的振動幅值(zhí)分(fèn)別為0. 03g、0. 025g,直線(xiàn)型是 S 型的為 120% 。
可以看出,直線加(jiā)減速控製更能激發機床的振動模(mó)態。需要指出的是,機床的振動(dòng)是切削力和進給速度變化(huà)共同作用的結果,切削力可以看成是(shì) 100 Hz 脈衝信號(hào),但(dàn)是距離機(jī)床主要模態較遠,激發機床模態振動的作用(yòng)較小。
3 、結(jié)語
本文以立銑為例建立切削力與加減速(sù)變(biàn)化關(guān)係,在此基礎上(shàng)得出不(bú)同加減速控製中加速度信號的不同頻譜是激發機(jī)床模態振動(dòng)的主要原因之一; 通過在相同(tóng)條件( 相同機床,相同切(qiē)削條件) 不同加減速控製下(xià)的切削試驗,對比分析得到直線型加減速控製誘發(fā)銑(xǐ)床 V600前 3 階(jiē)固有頻率的振動幅值分別為 S 型加(jiā)減(jiǎn)速控(kòng)製的220% 、300% 、250% 、333% 。
可以預測,不同的加減速控(kòng)製對機床結(jié)構的影(yǐng)響不同(tóng),進而會(huì)影(yǐng)響機床的壽命(mìng)和性能。不同加(jiā)減速控製方式對機床結構壽命和性能的影響的定(dìng)量關係是下一(yī)步需要深入研究的內容(róng)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承(chéng)出口情況(kuàng)
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況(kuàng)
- 2024年8月(yuè) 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量(liàng)數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾(jǐ)種辦法
- 中走絲線切(qiē)割機床的發展趨(qū)勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作(zuò)坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前(qián),國(guó)人沉默。製造業的騰飛,要從機床
- 一文(wén)搞(gǎo)懂數(shù)控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻(gōng)螺紋加(jiā)工方法及工裝設計
- 傳統(tǒng)鑽(zuàn)削與螺旋銑孔加(jiā)工工藝的區別