


特殊零部件電大花加工方法的搽察
2017-1-24 來源:中國空(kōng)空導彈研究 作者:麻j圭紅
摘要:針對數控電火(huǒ)花機床在生產(chǎn)實際應用(yòng)中電參數的設定(dìng)、找正及加工方(fāng)式、程序編製(zhì)等方麵進行了研究探索,並對典型零件的實際生產加工作了工藝總結,為更好地應用該設備、提(tí)高零件加工質(zhì)量和加工效率提供借(jiè)鑒。
關鍵詞:脈衝特殊材料電火花JJN'r 自動找正
1 JjⅡ-r原理
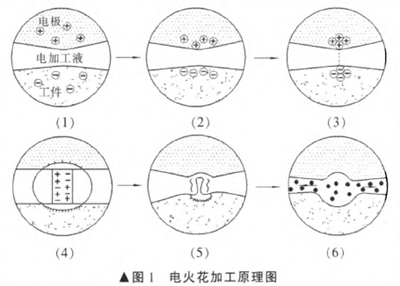
電火花成型加工簡稱(chēng)電火花加(jiā)工(gōng),屬於特種加工(gōng)的技術範疇.是(shì)先進製造技(jì)術的一個重要組成部分。在正常電火花加工過程中,電極與(yǔ)工件(jiàn)並不直接(jiē)接觸(chù),而是保持一定的距離(稱作(zuò)間隙)。在工件與電極間施加一定的電(diàn)壓,當電極向工件進(jìn)給至某一距(jù)離時,在電場的效應下.電子和帶有正電的自(zì)由離子加速到非常高的(de)速度,並很快形成一個導電的電離通道,兩極間的工作液介質被(bèi)擊穿。形成可循環流動的(de)電流(liú),在電場(chǎng)最強處局部產生火花放電。放電時的瞬時高溫(8 000~12 000℃)使一定量的材料發生瞬間局部熔化甚至氣化(huà)。當電流被切(qiē)斷時,在電加工液的作用下,溫度突然下(xià)降導致氣化(huà)氣泡發生內破裂,從而產生(shēng)動力將已經融化的工件材料(liào)拋(pāo)出放電凹坑。在電加(jiā)工液中重(chóng)新(xīn)固(gù)化成小顆粒.通過電加工液進行排除。通過控製(zhì)連續不(bú)斷地(dì)脈衝式(shì)的火花放電。就可實現以上一係列的電加工循環,最終達到零部件加工尺寸要求,圖1為電火花加工原理圖。
2.電參數的設定
2.1 脈衝寬度的設定
在電流峰值一定(dìng)的情況下,隨著脈衝寬度的減小,電極損耗增大。脈衝寬度越窄,電極損耗上升的趨勢越明顯;隨著脈衝寬度的增加,電極相對損耗降低,其(qí)原因有以下兩方麵。
(1)脈衝寬度增大,單位(wèi)時間內(nèi)脈衝放電次數減(jiǎn)少,使放(fàng)電擊穿引起電極損耗的影響(xiǎng)減少,同時(工件)負極承(chéng)受正離子轟擊的機會增(zēng)多。正離子加速的時間增加。極性效應比較明(míng)顯。
(2)脈衝寬度增大,電極(jí)覆蓋效應增加,也減(jiǎn)少了電極損耗。即加工中電蝕產物不斷沉積在電極表麵,對電極的損耗起了補償作用。一般(bān)情(qíng)況下,脈衝寬度加大,電蝕產物飛濺沉(chén)積到電極(jí)表(biǎo)麵的量就多,電極的相對損耗就要小些;脈衝寬度減小(xiǎo),電蝕產物飛濺沉積到(dào)電極表麵的量就少,電極的相對損耗就大些。
2.2電流峰值(zhí)的設定
對(duì)於一定的脈衝寬度,加工時的電流峰值(zhí)不同(tóng),電極(jí)損耗也不同。隨著(zhe)電流(liú)峰值的增加,電極損耗也增(zēng)加,但這種影響的大(dà)小(xiǎo)又與脈衝寬度有直接關係,當脈衝寬度在(zài)1 000鬥(dòu)s以上時,電流峰值對電極損耗影響很小,即使電流峰(fēng)值達到60 A,相對損耗仍可在1%以下。因此對一些不適(shì)宜用寬脈衝粗加工而又要求損耗小的工件,應適用窄脈衝、低電流峰值的方法。
2.3脈衝間隔(gé)的影響
在脈衝寬度不變時(shí),隨著脈衝間隔的增(zēng)加,電極損耗也相應增大。因為脈衝間(jiān)隔加大,引起放電間隙中介(jiè)質消電離狀態的變化,使(shǐ)電極上的覆蓋效應(yīng)減少,電極本身因加工得到(dào)的補(bǔ)償減少,所以電極(jí)損耗有(yǒu)增大的趨(qū)勢,這對小電流加工時較明顯。隨著脈衝間(jiān)隔的減小,電(diàn)極損耗也隨之減少。但超過一定限度,放電間隙

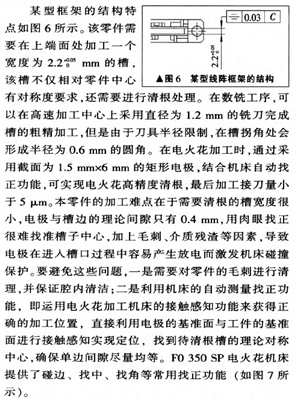
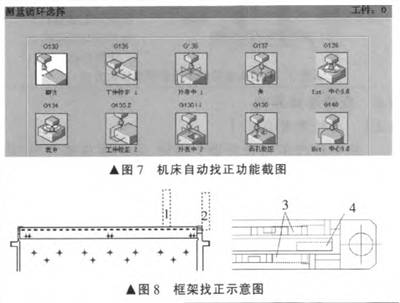
自動找(zhǎo)正功能,第1步先通過電極(jí)下端麵與(yǔ)零件上端麵接觸,得出ZO值(如圖8所示),第2步找準加工部位在機床坐標係中X方向的位置,通過第3步找(zhǎo)準槽中心(xīn)後,第4步把電極直(zhí)接(jiē)下降到數銑加(jiā)工好的槽中,向兩個直角進行擴展iJU3:即可(kě)實現(xiàn)清根(gēn)。
3.2 dx孔加工
與傳統(tǒng)機械加工相(xiàng)比.由(yóu)於電火花加工(gōng)過程中無切削(xuē)力,因而在加工微小結構方麵有一定的優點(diǎn)。但是(shì)小孑L加工x,-J-於電火花也存在排屑困難、加工(gōng)穩(wěn)定(dìng)性差和加工效率低等問題,筆(bǐ)者通過對滾柱絲杠副部件生產現場an-r實例。簡要介紹了該機床在小孑L加工領域的探索。
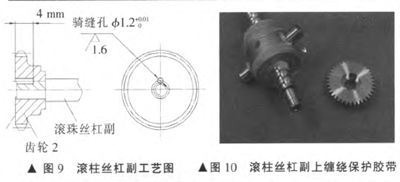
滾柱絲杠副部件是某(mǒu)型導彈上力矩傳動的(de)重要組件之一(yī).該部件由(yóu)絲杠和齒輪(lún)兩個零件構成(chéng),需(xū)要在兩(liǎng)零件的接觸部位加工一(yī)個直徑為1.2 mm的d,:fL.由於(yú)零件材料為軸(zhóu)承鋼,常規機械加工難度很大,且孔的位置(zhì)在兩個零件的結合部,不能承(chéng)受機械(xiè)加工的壓(yā)力。因(yīn)此。電火花成了加工(gōng)該孔的唯一方法(fǎ)。該孑L的加工工藝圖如圖9所示。
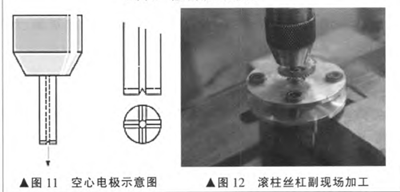
該零件的加工有(yǒu)幾個難(nán)點:一是零件裝夾定位較為困難;二是由(yóu)於電火花加工過程中產(chǎn)生的拋蝕顆粒(lì)容易對滾柱絲(sī)杠副本身產生影響;三是由於孔太小(xiǎo),直徑l toni的(de)電極容易產生裝夾(jiá)誤差而造成孔超(chāo)差。經過對(duì)零件結構的分析,通過製(zhì)作裝夾工裝,並在滾柱絲杠副上纏繞(rào)保護膠帶(dài)實現了對零件的可靠(kào)加工(如(rú)圖10所示)。為了加快/J,孑L電火花間隙流場的(de)流(liú)動,采用直徑為1 mm的空心成型電極(如(rú)圖11所示)和內出水夾頭進行裝夾,在用杠杆表找正電極後,通過采(cǎi)用低速旋轉的方式進行小孔加工,確保了電蝕顆粒及時排除,有效(xiào)地避免了(le)二次放電對小孔質(zhì)量的(de)影響。零件工裝和加工如圖12所示。
3.3特殊部(bù)位加工
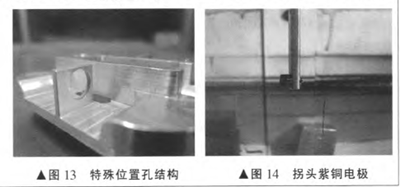
由於電火花電極可以按(àn)照需求進行多種結構的組合變(biàn)化,因(yīn)此可以對常規機械加工無法下刀的部位(wèi)進行加工,如圖13所示的零件就(jiù)是其(qí)典型零件之一(yī)。按照圖紙要求,需要(yào)在側壁(bì)伸出的小(xiǎo)薄片上加工一圓孔,數控(kòng)銑無法(fǎ)下刀.且由於薄片伸出(chū)過長。機械加工的壓力和切削力很容易讓(ràng)零件變形。通過製作如圖14所示的拐頭電極.用橫(héng)向進給的方式有效地避開了零件上的其它特征,實現了零件加工。
4.結論
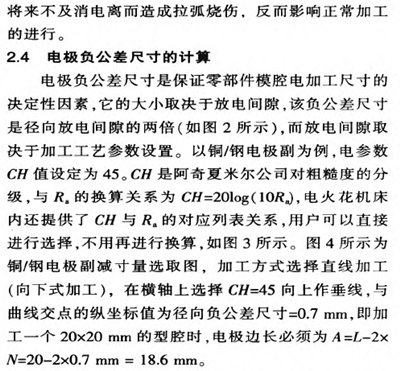
(1)數控電火花機床常(cháng)用電極副減寸量自動計算(suàn)功能的提供及電極負公差尺寸精確(què)計算方法的掌握,減(jiǎn)少了通過反複(fù)試驗確認不同電極副之間放電間隙的過程;通過查詢不同電極副減寸量選取圖和熟練應用電極副減寸量(liàng)自動計算功能,能夠充分(fèn)保證零部件模腔電加工尺(chǐ)寸,大大提高了常用電(diàn)極(jí)副的電加工效率。
(2)通過對(duì)多批零(líng)件加(jiā)工(gōng)探索,對於(yú)數控電火花加工機床(chuáng)的自動找正內中心、外中心、角、單側等功能了解更(gèng)深入,直接利(lì)用(yòng)電極的基準麵與工件的基準麵進行接觸感知實現定位,進而獲得正確的力t]-r位置,比手動測量定位要方便快速得多,大大提高(gāo)了電加工效率。
(3)通過對典型零部件加工的研究,以及對機床電極配對、電參數設定及旋轉加工等進行摸索,探索出了針對難加工材料(liào)的深細孑L、矩形(xíng)腔等特殊特征要素的電加工方法,解(jiě)決了傳統機械加工領域所不能解決的難題,為以後這類零件的加工方法提供了(le)借鑒。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關(guān)信息
馬")
業界(jiè)視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機(jī)床產(chǎn)量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據(jù)
博文選萃
| 更多
- 機械加工過程圖(tú)示
- 判(pàn)斷一台加(jiā)工中(zhōng)心精度的幾種辦(bàn)法
- 中走絲線切割(gē)機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵(miàn)前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車(chē)床加工刀(dāo)具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區別