


基於(yú)多功能微機床的複合微(wēi)細電火花模塊設計及實驗研究
2017-1-17 來源:廣(guǎng)東工業大學機電工(gōng)程學院 作者:曲興旺,郭鍾寧,吳濤,楊業成
摘要(yào):針對實驗室塊反銬(kào)加工中出現的(de)難以加工較細的微(wēi)細工具(jù)電極問題,根據現有多功能微機床進(jìn)行設計,按照(zhào)模塊化設計思路(lù),設計出了微細電火花複合加工模塊(kuài),該模塊包括在線塊電極磨削(xuē)加(jiā)工與在線(xiàn)電極磨削加工兩部分。采用塊電極磨削與線(xiàn)電極磨削相結合的方法(fǎ),通過運用不同電源模(mó)式實現塊反銬加工粗加工、線電極作為中、精(jīng)磨削的微(wēi)細電火花電極製作流程(chéng),采用蒸餾水(shuǐ)為工作液,研究電參數對工具電極影響,並通過該實驗驗證了該加工工藝方法,且能穩定加(jiā)工出(chū)長直徑為50 μm、長徑比大於84的微細工具電極。
關(guān)鍵詞:模塊化設計;電火花(huā)複合加工;蒸餾(liú)水
0.引(yǐn)言
微(wēi)細加工技術在難加(jiā)工材料如工具鋼、碳(tàn)化鎢、超級合金材料等的加工中有廣(guǎng)泛應用[1-4]。微細加工技(jì)術主要有微細電火花、微細電化學(xué)、微細放電沉積、電鑄[5]等,實施這些工藝的前(qián)提是要獲得微(wēi)細工具電極,所以微細電極製備就成為微細加工技術的關鍵。
微機械加工與微細電加工作為微細電極製作的兩項重要方法在微細電極製作中具有廣泛的應用。微機械加工(gōng)技術(shù)主要包括微車削微銑、金剛石刀具磨(mó)削(xuē)加工(gōng)等[6]。微車微細(xì)雖然能夠加工微細軸但是也有致命的缺點[7-8],主要是加工過程中存在切削力的作用,除此之(zhī)外還(hái)存在二次裝夾誤差。此兩缺點限(xiàn)製了微(wēi)車微銑(xǐ)的進一步應用。微細電加工技術則能避免以上微車微銑的(de)缺點,這是因為電加(jiā)工是無接觸式加工(gōng),能夠(gòu)避免接觸應力。還有一個優點是(shì)電加工是在線加工能夠在線修正主軸(zhóu)的回轉(zhuǎn)精度與裝夾(jiá)偏心,對後續(xù)工藝有了極大的保證。微細(xì)電加工技術主要包括電火花加工(gōng)、電化學(xué)加工[9-10]。其中電火花加工又(yòu)包括電火花塊(kuài)反銬與微細線電極磨削兩種。
作為(wéi)常見的微細在線製作微細工具電極的方法,微細塊反銬(kào)與微細線(xiàn)電極加工在(zài)微細加工中有廣泛應用。
塊反銬法是一種逆電火花技術。在加工過程中往往(wǎng)以塊電(diàn)極作為成型電極,而需要加工的電極(jí)以(yǐ)毛坯軸作為工件(jiàn)隨主軸旋(xuán)轉(zhuǎn)。依靠軸(zhóu)坯不斷靠近塊電極產生火花放電來除去材料(liào)加工出(chū)微(wēi)細工具電極。該方法(fǎ)的優點是磨削裝置(zhì)簡單、成本低廉、加(jiā)工效率高[11],當(dāng)然也有(yǒu)其缺點主要包括:安裝(zhuāng)精度(dù)影響工具電極精度、工具(jù)電極表麵質量差、損耗比計算困(kùn)難等[12]。哈爾濱工業大學賈寶賢等利用塊反拷法加工出直(zhí)徑(jìng)為10 μm的微細軸[13]。南京航空航天大學采用電火花(huā)塊反拷法加工(gōng)出直徑44 μm、長約(yuē)為1.5 mm、長徑比為34的微細軸[14]。而自(zì)1984年日本(běn)學者研製出(chū)線電極(jí)電火花磨削技術(WEDG) [15]以來,線電極已得到長足發展,如趙萬生等人[16]利(lì)用研製的高精度(dù)微細電火(huǒ)花係統已經能夠加(jiā)工出直徑為(wéi)4.5 μm的軸和直徑為8 μm的孔。清華大學利用WEDG加工出直徑38 μm、長為0.6 mm的微(wēi)小(xiǎo)紫(zǐ)銅圓軸[17]。
1.複合微細放電模塊設計
1.1導輪的設計
在線電極電火花磨削加工中線電極的走絲(sī)穩定性決定了工具電極在線製作的(de)精度。目前(qián)國內外研製的WEDG裝置放電加工(gōng)區線電極導向方式可分為單支點(diǎn)和雙支點兩種[18]。由於(yú)雙支點型放點區線電極懸空,當放電發生時線電極由於受到爆(bào)炸力(lì)衝擊作用而產生振動不利於線電極的穩定,所以(yǐ)采用雙支點型放電導輪。對於“單支(zhī)點”導向方式,需要在(zài)導向輪的圓周方向加工(gōng)V型槽。加工過程中,線電極在線電極張力的作用下緊貼(tiē)V 型槽,並在該V 型槽內沿圓弧線方向滑動,V 型槽的上下麵既可以(yǐ)約束線電極上下振動,也(yě)對線電極進行導向輪徑向上的定位。對於圓周向一定深度的V 型槽往往隻能適應一定直徑的線電極,這(zhè)是(shì)因為線電極直徑過粗則線電極不能很好的固定,過細則線電極在V 型槽內或者(zhě)不能裸露(lù)一部分與工(gōng)具電極(jí)發生放電反(fǎn)應。所以為了解決(jué)一定尺寸V 型槽(cáo)適應不同線電極直徑問題設計出了新型放電導(dǎo)輪如圖1所示在(zài)圓周麵(miàn)上開設不同寬(kuān)度(dù)的U型槽以解決線(xiàn)電極不能裸露的問題,由於不同寬度的U型槽都圓心的距離不(bú)同,對於較細的線電(diàn)極U型槽距圓心的距離較近,對於較粗的線電極U型槽距離圓心的距離較(jiào)遠。合理安排U型槽到圓心的距離就能解決不同直徑線電極在(zài)V型槽內的過粗和過細的(de)問題(tí)。
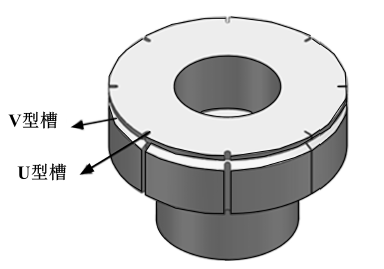
圖1 導輪示(shì)意圖
1.2塊(kuài)電極反銬模塊設計
由於塊電極與工具(jù)電極(jí)之間(jiān)的相對(duì)位置關係對於工具電極的形狀(zhuàng)至關重要,所以設計時必須考慮塊(kuài)電極的位置可調性。其原(yuán)理圖如圖2所示。將工件電極安(ān)裝到V塊主軸上(shàng)並且接脈衝電源的正極,將紫銅塊電極安裝到正方體液槽的牙槽內並且接脈衝電源的負極。整個裝置安裝到微三維平(píng)台上。在伺服運動控製下工具電極逐漸靠近塊電極,當工(gōng)具電(diàn)極(jí)運動到恰當的間隙時兩電極放電從而蝕除(chú)材(cái)料(liào)實現(xiàn)加工電極的加工。但是(shì)在(zài)安裝塊電極時由於存在安裝誤差使塊電極與工具電極之間不能保持平行,造成加(jiā)工出來的微細電極成錐形。為了減(jiǎn)少安裝誤差設計出了可調平台,如圖3 所示。該裝置可以調(diào)整水平度與垂直度兩個方向的誤差。
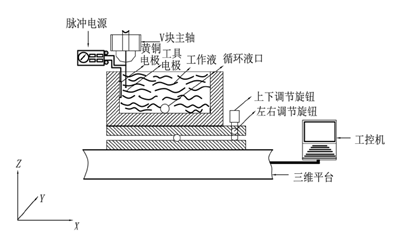
圖2 塊反(fǎn)銬加工示意圖
1.3 微細電火花加工控製係(xì)統(tǒng)設計
微細電火花控製部分主要有兩部分組成,工控機部分和多軸運動控(kòng)製(zhì)卡。而控製軟件采用LabVIEW 軟(ruǎn)件。具體包括:圓盤(pán)形(xíng)大理石平台的旋轉、立式滑台運動,主軸的旋轉與微三維平台的運動、微能脈衝電源、間隙檢測反饋係統等。多軸運動控製卡采用的是雷賽公司的DMC2610,用(yòng)於控製(zhì)大理石轉台的旋轉、立式滑台的運(yùn)動與主軸的旋轉運動。
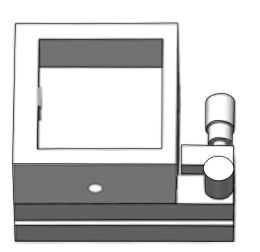
圖3 可調塊電極輔助(zhù)夾具
由於德國PI 微三維運動(dòng)平台自帶運動控製器,所以可以通過(guò)RS-232串口與工控機相連。微(wēi)細反銬加工檢測間隙電流經(jīng)霍爾傳感器轉換成電壓(yā)信號再經NI 公司生產的NIX 係列中的NIUSB-6361型(xíng)號數(shù)據采(cǎi)集卡,通過調用微三(sān)維平台運動LabVIEW控(kòng)製程(chéng)序,驅動德(dé)國PI三維微細(xì)平台運動,其中反饋的(de)電壓信號作為控製信號(hào)調節塊電極與(yǔ)工(gōng)具電(diàn)極之間的間隙,是(shì)兩電極之間的火花放(fàng)電一直持續。其反銬(kào)加工控製流程如圖4所示。
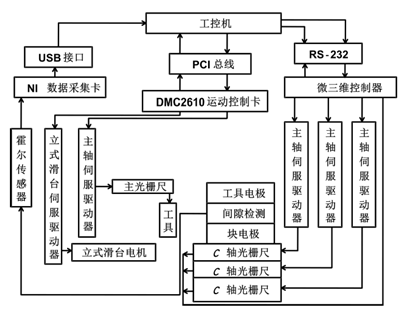
圖4 微細反銬加工控製流程圖(tú)
2.電極在線製作
2.1實驗方法
本文將塊電極磨削(BEDG)(圖5) 與線(xiàn)電極(jí)磨削(WEDG)(圖6) 結合在一起,以達到既
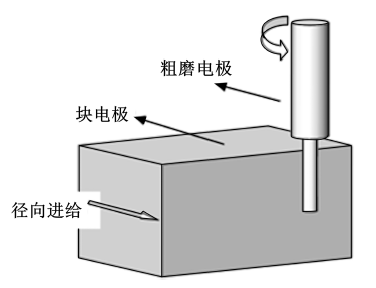
圖5 塊反銬(kào)原理
有效(xiào)率(lǜ)又有極限加工的目的。塊(kuài)電極磨削的主要優點是加工效率(lǜ)高,缺點是加工出來的工具電極有一定的錐(zhuī)度,電極直徑一(yī)致性差(chà),損耗比難以精確控製。線電極以(yǐ)其安裝精度高、表麵質量好(hǎo)、電極一致性好等(děng)優點而著名,但缺點也很明顯就(jiù)是加工效率低。為(wéi)了綜合利用兩者的優點,本文采用塊電極磨削(xuē)與線電極磨削相結合(hé)的工藝,即塊電極粗加工,然後線電極(jí)精(jīng)加工,以實現(xiàn)精度與(yǔ)效率(lǜ)的兼顧。
2.2實驗條件
塊反銬加工實驗采用蒸餾水作為工作液(yè),因為與煤油相比,蒸(zhēng)餾水方便獲得,且加工時不產生汙染、冷卻(què)速度高、流動性好、加工效率高等優(yōu)點。實驗所用的工(gōng)具電極材料為(wéi)碳化鎢圓棒,直徑為1 mm,長度為50 mm。線電極材料為黃銅線直徑為0.2 mm,電極一致性好誤差(chà)在±0.2 μm, 塊電(diàn)極材料為黃銅大小為10 mm ×10 mm × 1 mm。
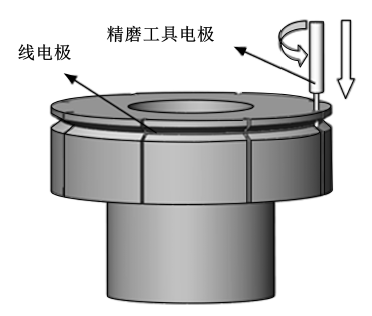
圖6 線電極磨削原(yuán)理
線電極作為一套獨立的係統需保持其穩定性,因為線電極磨削時,電極絲的抖動對工具電極的影響很大,抖動過大(dà)時工具電極一致性得不(bú)到保證。線電極走絲係統原理見圖7。供線部分依靠線電極經過磁滯(zhì)製動器輪時依靠帶輪的摩擦給電極絲運動提供一個阻(zǔ)力來實現,阻力大小可以通過磁(cí)滯製動器供電電流進(jìn)行調節。收線部分則通過伺服電機帶動摩擦輪來實(shí)現,伺服(fú)電機速度連(lián)續可調(diào)。通過供線與收線確保(bǎo)電極絲在恒(héng)張(zhāng)力作用下平(píng)穩單向(xiàng)運行(háng)。工具電極直徑為1 mm的碳化鎢圓棒電極,線電極實(shí)驗所需絲線為黃銅電極,直徑為0.2 mm,一(yī)致性好,冷卻液(yè)為蒸餾水。供給方式為(wéi)噴液(yè)法。
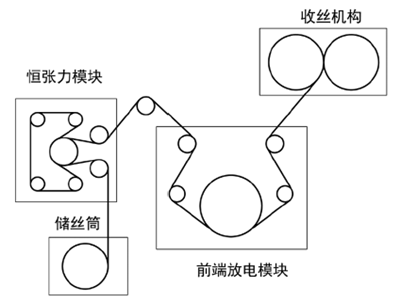
圖7 線電極(jí)裝置走絲原理圖(tú)
經過設計與製作並裝配後的實驗裝置如(rú)圖(tú)8所示,該機床主要由鑲嵌陶瓷V型塊主軸係統、立式滑台、高精密的微三維運動平台、工作(zuò)液(yè)槽以及可調的塊電極輔助夾(jiá)具組成。主(zhǔ)軸的旋轉精度為1 μm,立式滑台的分辨率為1 μm。微三維(wéi)運動平(píng)台為德國PI公司提供,其X 軸、Y 軸與Z 軸的行程分別為100 mm、100 mm、100 mm,三軸的最(zuì)小(xiǎo)分辨率都為0.1 μm。設計好複合微細電火花模塊置於PI工作平台上,如圖8所示。
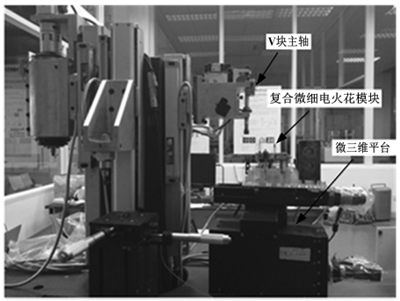
圖(tú)8 複合微細電火花模塊示意圖
2.3實驗方案
本工藝的(de)目(mù)的是製作出(chū)一致性好,形狀精度高的微細電極(jí),為實(shí)現這一目的(de)需要分兩步來完成。第一步是塊反銬加工,把直(zhí)徑為1 mm的碳化鎢電極粗加工到(dào)400 μm左右的微細電極。然後換成線電(diàn)極磨削加工(gōng)把400 μm左右的電極加工到理想的直徑。通過大量工藝試驗選擇出每個工序較優(yōu)的加工參數,確(què)保每個工(gōng)序都能達到預期的加工目標,最終確(què)定(dìng)整個工藝流程的優化工藝參數組合,並進行試驗驗證。
3.加工實驗
3.1塊反銬加工
塊反銬加工時(shí)電源采(cǎi)用脈衝電源(yuán),脈(mò)衝電(diàn)源電壓分為高壓和低壓, 高壓為80 V 低(dī)壓位60 V。脈衝電源的脈衝頻率為20 kHz,脈寬功率可調。其中脈寬的調節(jiē)方規則為基本(běn)脈寬的1到(dào)15 倍而脈間的調節規則為(wéi)脈間的(de)2~10 倍。加工參數脈衝電源電壓80 V、脈寬為47.2 μs、脈間為79.2 μs、主軸轉(zhuǎn)速為400 r/min、進給率為2 μm/s。加工出的微(wēi)細階(jiē)梯工具電極如圖9所示,一級階梯(tī)平均直徑約為120 μm、長徑比達35的工具電極。
3.2線電極磨削加工
在完成塊反銬加工之後,無需更換加工(gōng)電極平台直(zhí)接將線電極模塊通過微三維平台移動到V塊主軸在線加(jiā)工。線電(diàn)極加工所用電源為RC電源,之所以采用RC電源是因為(1) RC電源放電頻率高,提(tí)高(gāo)加工效率(2) 單脈衝(chōng)放電穩定有利
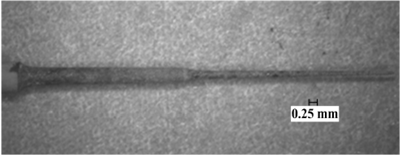
圖9 塊反銬加工微細電極
於提高加工質量(3) RC電源放電峰值高有利於降低表麵粗糙度。加工時參(cān)數為:電壓60 V,電(diàn)容(róng)800 pF,電阻100 Ω,主軸轉速為600 r/min,線電極走絲速度為6 mm/min。采用閾(yù)值電(diàn)壓法(fǎ)控製策略,因為閾值電壓法可以實時控製兩電極之間的距離,使其始終處於正常放電狀態,降低非正常放電的概率,提高加工效率。線電極加工出來(lái)的微細電極如圖10所示,平均直(zhí)徑為50 μm、長徑(jìng)比達84的微細(xì)工具電極。
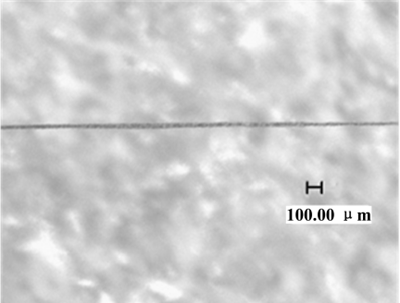
圖10 線電極磨削加工微細電極
4.結論
本文結合實驗室多(duō)功能微機床現有條(tiáo)件研(yán)製出複合微細電火花加工模塊,將塊反銬加工與線電極磨削加工(gōng)結合在一起,設計並製造出非懸空放電輪(lún),其能適應不同線(xiàn)徑(jìng)。除此之外,還研究了塊電極反銬與線電極磨削工(gōng)藝(yì)特點,在線製作(zuò)出了直徑為50 μm、長徑(jìng)比達84的微細工具電極,為在線製作微小孔以及(jí)微三維型腔結構奠定(dìng)了基礎。
投稿箱:
如果(guǒ)您有(yǒu)機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果(guǒ)您有(yǒu)機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年(nián)11月 分地區金屬切削機(jī)床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區(qū)金屬切(qiē)削機床產量數據(jù)
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月(yuè) 基本型乘(chéng)用車(轎(jiào)車)產量數據
博文選萃
| 更多