


快走絲(sī)線切割機床螺旋線加工工裝的研究
2016-4-28 來源(yuán):成都工業學院電加工實驗室 作者:丁義超 羅垂敏 江書勇 胥宏
摘要: 快走絲電(diàn)火花線切(qiē)割在金屬(shǔ)加工領域得到廣泛應用(yòng),在加工精度和速度方麵不(bú)斷滿足行業發展的需要,但都是以較簡單的平麵加工為主,無(wú)法實現立(lì)體曲麵的加工(gōng),嚴重製約了線切割(gē)加(jiā)工的應用範圍。提出一種新型螺旋線加工的工裝夾具,增加了工件的旋轉運(yùn)動,並從機械結構設計、電氣控製係統及曲麵加工理論和編程方麵闡述了其加(jiā)工原理,極大地提高了(le)被(bèi)加工零件的複雜程度,滿足了發展(zhǎn)的需求(qiú)。
關鍵詞(cí): 線切割機床; 螺旋線加工; 工裝夾具
快走絲電(diàn)火花線切割加工是現代金屬(shǔ)加工中的一種特種加工方法,它是利用脈衝放電的電腐蝕作用來蝕除金屬而達到尺(chǐ)寸加工的目的。它不僅能夠(gòu)加工傳統切削難以(yǐ)加工的高硬合金材料,而且可以加工形狀複雜的(de)各種模具和零件,因此(cǐ)在機械、電器、儀表(biǎo)、汽車、輕工和國防等行業及部門中獲得了廣(guǎng)泛的應用。隨著(zhe)我國經濟實力的不斷提(tí)升,機(jī)械行業有了長足的發(fā)展(zhǎn),國內廣大(dà)用戶(hù)對線切割機床加工提出了(le)更高的要求,對加工(gōng)形式多樣(yàng)化的需求也(yě)不斷地增加。但是當前線切割機床也存在著很大的(de)不足之(zhī)處,就是加工(gōng)過程中所(suǒ)能使用的工裝設備太少,嚴重製約了它加工潛能的發揮。因此(cǐ),快(kuài)走絲電(diàn)火花線切割機床很難(nán)像擁有(yǒu)大量國際國內設備(bèi)廠家為其生產專用工裝的數控銑床和加工中心一(yī)樣,最大限度地提升機床的加工範圍和加(jiā)工(gōng)潛力。為此有必要在線(xiàn)切割機(jī)床工裝夾具應用方麵,研發專用的工裝係列來拓(tuò)展機床的加工(gōng)範圍。
目前國(guó)內快走絲電火花線切割機床的加工僅有直壁加工和帶有一定錐度的(de)加工(gōng)兩種形式,帶有空間曲麵結構的(de)零件在許多領域的關鍵部位(wèi)得到應用,但其獲得的難度較大[1]。國外慢走絲線切割(gē)機床能夠實(shí)現的功能在我國獨有的線切割機床上卻無(wú)法實現,國內電火花線切割機床一般(bān)利用附加裝置實現某些空間零件的加工,國(guó)內外的(de)學(xué)者正(zhèng)積極進行這方麵的研究與開(kāi)發[2 - 5]。而尚(shàng)未開發出能加工螺旋線等特殊曲麵形狀的線(xiàn)切割機床工裝。上述加工任務僅靠機床簡單結構改裝是無法完(wán)成的,為此作者借鑒數(shù)控機床設計的理念,在機床上(shàng)增加(jiā)一些輔助工裝來擴充其加工範圍,實(shí)現具有代表性螺旋線等特殊形狀的加工。比如要加工小型彈性聯軸器(qì)上的螺旋槽,其槽寬0. 3 mm,采用彈簧鋼淬火,用普通設備就很難實現加工或成本太高,如在快走絲電(diàn)火花線切割機床上配置一套第四(sì)旋轉軸輔助工裝,就非常容易實現(xiàn)這樣的加工,且費用較低。為實現這一功(gōng)能,下麵分別從機械結構、電氣控製係統以及編程(chéng)方法等方麵進行具體的設計和改進(jìn)。
1 螺旋線加工工裝機械結構設計(jì)
螺(luó)旋線加工工裝能實現螺旋線加工合成運動中的旋轉運動,保證螺旋線(xiàn)加工(gōng)中的基本運動關係即: 工件沿軸向每移動一個螺距(jù)的距離,工件(jiàn)旋(xuán)轉一(yī)周。利(lì)用螺旋線加工工裝可加工螺旋線、螺旋管、正弦線等特殊曲麵。螺旋線加(jiā)工工裝傳動鏈: 步進電機→兩級減速齒輪傳動→三爪卡盤,具體結構見圖1。
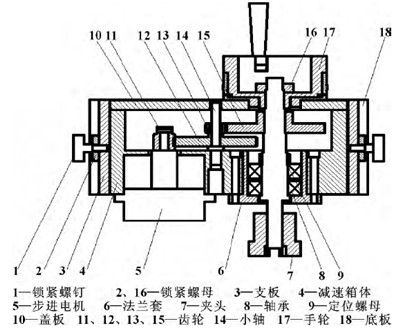
圖1 螺旋線加工工裝示意圖
為便於對螺旋線加工工裝(zhuāng)的(de)旋轉運(yùn)動(dòng)進行編程與(yǔ)控製,在工件基準螺距為5 mm 時(shí),步進電(diàn)機每旋轉一個步距角,傳動鏈輸出位(wèi)移為0. 001 mm,其傳(chuán)動關係為: 文圖1
根據(jù)此關係式選擇步進電(diàn)機步距角及(jí)總傳動比為(wéi):
多級減速器(qì)各級傳(chuán)動比的分配,直接影響減(jiǎn)速器的承載能力和使用壽命,還(hái)會影響其體積、重力(lì)和潤(rùn)滑。考慮電火花線切(qiē)割加工切削力很(hěn)小可忽略、工作環境( 閉(bì)式(shì)傳動) 較好及工況係數小的條件,傳(chuán)動比按以下原則分配: 使各級傳動承(chéng)載能力(lì)大致(zhì)相等;使減速箱體的尺寸與質(zhì)量(liàng)較(jiào)小; 使各級齒輪圓周速(sù)度較小; 采用油浴潤滑時,使各級(jí)齒輪副的大齒輪浸油深度相差不大。確定各直齒圓柱齒(chǐ)輪齒數為:
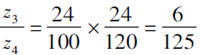
為(wéi)保(bǎo)證(zhèng)工裝旋轉(zhuǎn)精(jīng)度,一方麵對零件的製造(zào)精度和裝配質量提出較高要(yào)求。如要求采購的向心球軸承為D 級精度,齒輪加工采用精密滾(gǔn)齒後研磨方式可保證7 級精度,減速箱體齒輪安裝孔中心距公差小於0. 02 mm,見圖2
圖2 減速箱體
另一方麵在傳動(dòng)零件的設計中考慮了特殊結構,如在關鍵傳動零件齒輪設計中將單個大齒輪設計為兩個薄片齒輪組合形式,兩(liǎng)個薄片(piàn)齒輪同心且用彈簧聯(lián)接,這樣(yàng)當大齒輪與小齒輪齧合時,兩個(gè)薄片齒輪分別與小齒輪一個齒的齒廓兩側麵接觸,從而消除了齒輪正反轉轉換時存在(zài)的齒側間隙, 保證傳動精度,見圖3。
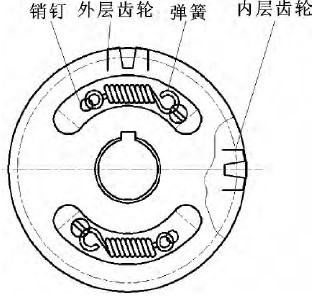
圖3 雙聯薄片齒輪
為滿足加工雙曲麵工件要求,增加角度調整裝置,利用(yòng)圖4 所示由支架、支承座、轉軸和(hé)鎖緊螺(luó)釘組成的角度調整裝置可加工α≤30°的雙曲麵。支承座和轉軸采用標準直線滾動組件,支承座內裝有精密直線軸(zhóu)承,保(bǎo)證減速箱(xiāng)體繞轉軸旋轉精度。
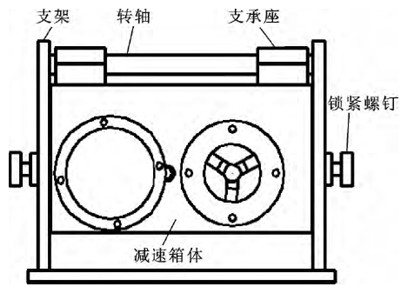
圖4 角度調(diào)整裝置示意圖
2 電氣控(kòng)製係統(tǒng)設計
2. 1 電氣控製原理
為了實(shí)現(xiàn)對步進電機的(de)控製,需要采用(yòng)一個專用電源來給(gěi)步進電機供電,這個專用電(diàn)源就是驅動電源,也叫做驅動電路(lù)。驅動電源受指令脈衝(chōng)的作用,產生脈衝分配信號,並把脈衝信號進行功率放大,從而按照設定的順序,決定步進電(diàn)機哪(nǎ)相繞組(zǔ)通電、以(yǐ)及通過電流(liú)的大小和方(fāng)向(xiàng)。從步(bù)進電機的每相繞(rào)組(zǔ)來看,所施加的電脈衝(chōng)相當於各相繞(rào)組輪流接通(tōng)到直流電源上,這個輪流接通電源的任(rèn)務( 即繞組的通(tōng)電方式(shì)) 由脈衝分配模塊來完成。脈衝分配(pèi)模塊或脈衝分配器,過去由電子電(diàn)路(lù)組成( 環形分配器) ,現在多以軟件來實現。脈衝分配器受指令脈衝和方向脈衝的作用,產生脈衝分配信(xìn)號。驅 動電源( 驅動器) 的構(gòu)成如圖5 所示,除脈衝分(fèn)配器之外,還有功率放大電路。
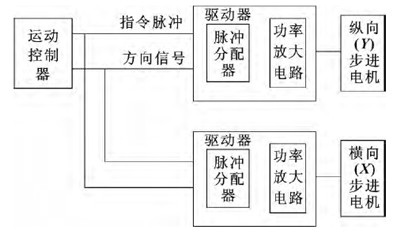
圖5 驅動電源的一般結構
2. 2 電氣控製結構和功能(néng)
根據零(líng)件的加工原理,空(kōng)間(jiān)曲麵的加工工裝和(hé)電火花線切割鏜磨小孔工裝均需要工件做旋轉運動,因此必須增設第四軸即旋轉軸。為了盡量做到通(tōng)用化,滿足此課題提出的針對整(zhěng)個控製係統(tǒng)不能做較大改動的(de)指導思想,第四軸(zhóu)旋轉電機(jī)仍然采用步進電機,型號為75BF003。改造後的驅動電源結構如圖6 所示,通過切換裝置,將橫向( 即(jí)X 軸) 步進電機與旋轉步(bù)進電機進(jìn)行切(qiē)換,以滿足加工要求。具體實現框圖如圖7 所示。
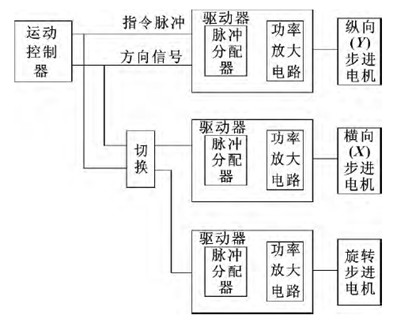
圖6 改造後的(de)驅動電源結構
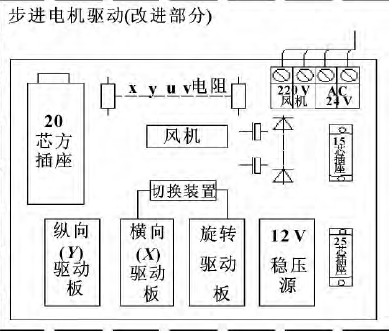
圖7 步進電機驅動實現示意圖( 改進(jìn)部分)
3 空間曲麵加工的理論推(tuī)導及編程
為了使此工裝具有通用性,其(qí)編程格式應保持不變。但由於工裝(zhuāng)采用了一個旋轉軸,其運動形(xíng)式為一個旋轉軸和一個移動軸聯動(dòng),加工坐標係統也由原(yuán)來的直角坐標係變為極(jí)坐標係。因此,3B 代碼中的數值一個確定移動距離,而另一個則確定旋(xuán)轉角度。為了幫(bāng)助用(yòng)戶較快掌握編程方法,現列出一種曲麵加工編程方法。
3. 1 單葉雙曲麵加工
( 1) 工作原理
如圖(tú)8 所示,通過工裝把鉬絲和工件調整到一固角度後,然後讓鉬絲切入工件,到達指定切削深度後(hòu),讓工件繞自身(shēn)中心(xīn)軸線旋轉360°進行切割加工,從而形成一個單葉雙曲麵(miàn),其(qí)曲麵的曲率由鉬絲和工件之間的夾角(jiǎo)確定。
( 2) 數值(zhí)計算
將工件沿平行於旋轉中心剖開,然後展開成一個平麵後,其鉬絲上(shàng)任一點與工件(jiàn)的運動軌跡為一直線,如圖9 所示。其中,L 為運動軌跡的弧長,r 為鉬絲上(shàng)任一點與工件中心的距離,即半徑值。
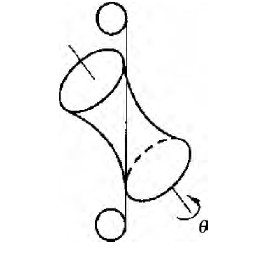
圖8 單葉雙曲麵加工(gōng)示意圖 圖9 單葉雙曲麵展開圖
∵ 弧長= 弧(hú)度(dù)× 半(bàn)徑∴ 弧度= 弧長÷ 半徑; 運動軌跡的弧度α1 = Lr= 2πrr = 2π,運動(dòng)軌跡的角度θ1= 2π × 180° = 360°。設步進電機的步距角為θs( 步距角,即在沒有(yǒu)減(jiǎn)速齒輪(lún)的(de)情況下,對於一個脈衝(chōng)信號號,轉子所轉過的機械角度) ,則旋轉360°所需的脈衝數為:ΔN = 360° /θs( 1)式中: ΔN 四舍五入取整。
( 3) 編程格式
加工如圖10 所示雙曲(qǔ)麵零件圖(tú),其程序為:B ( D - d) /2 B0 B ( D - d) /2 GX L1 B0 B( ΔN)B( ΔN) GY L2
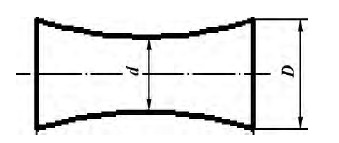
圖10 雙(shuāng)曲麵零件(jiàn)圖
3. 2 圓(yuán)柱式螺旋線加工
( 1) 工(gōng)作原(yuán)理
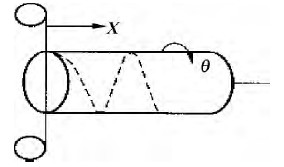
圖11 圓柱式螺旋(xuán)線
加工如圖11 所示圓柱式螺旋線,通過工(gōng)裝把工件水(shuǐ)平放置,然後調整鉬絲(sī)通過圓心,控製沿X 向移動和繞X 向轉(zhuǎn)動,進行聯動切割,從(cóng)而可以切割出一(yī)條具有一定導程的螺旋線。
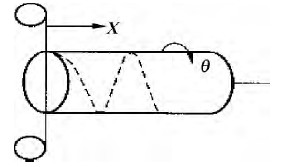
圖11 圓柱式螺旋線
2) 數值計算
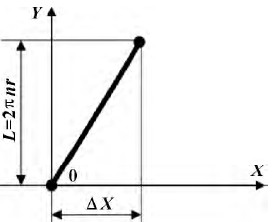
圖12 圓柱式螺旋
線展開圖
將工件沿側麵展(zhǎn)開成一個平(píng)麵後,其(qí)螺旋線在展開(kāi)平麵上為一直線,如圖12 所示。L 為旋轉運動的弧長,n 為螺旋線(xiàn)圈數,r 為圓柱半徑, 即投影半徑,ΔX 為X 方向移動(dòng)距(jù)離(lí)。
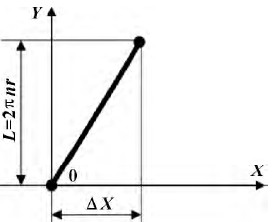
圖(tú)12 圓柱式螺旋線展開圖
∵ 弧長= 弧度× 半徑∴ 弧度= 弧長÷ 半徑; 螺旋運動的(de)弧(hú)度α2 = Lr= 2πnrr=2nπ,旋轉(zhuǎn)運動的角度θ2 =2πnπ ×180° =360°n。設步進電機的步距角(jiǎo)為θs,則旋(xuán)轉360n 所需的脈衝數為(wéi):ΔN = 360n /θs( 2)式中: ΔN 四舍五入取整。同時設螺旋線的導程為p,則:ΔX = n × p ( 3)( 3) 編程格式B( ΔX) B( ΔN) B( ΔN) GY L2例: 螺旋線的導程為3 mm,要加工5 圈,步距角為0. 072°。根據題意,得到(dào)p = 3,n = 5,θs = 0. 072°,ΔN= 360n /θs = 360 × 5 /0. 072 = 25 000 ( 個) ,ΔX = n × p= 5 × 3 = 15 mm。則其3B 程序為: B 15000 B 25000 B 25000 GY L2
3. 3 正弦直紋曲麵(miàn)加工
( 1) 工作原理
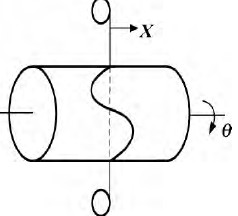
圖13 正弦直紋(wén)曲麵
加工示(shì)意(yì)圖(tú)
加工如圖13 所示正弦直紋曲麵,通過工裝把工件水(shuǐ)平放置,然後把鉬絲穿孔通過圓心,控製沿X 向移動和繞X 向轉動,並使直線運動和回轉運動的速比滿足正弦函數關係而進行聯動(dòng)切割,從而得到正(zhèng)弦直紋曲麵(miàn)。
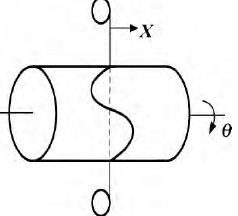
圖13 正弦直(zhí)紋曲麵加工示意圖
( 2) 數值計算(suàn)
將工件沿側麵(miàn)展開成(chéng)一個平麵後,其正弦線在展開平麵(miàn)上為正弦線,如圖14 所示。為了使直線運動和回轉運動的速比滿足正弦函數關係,采用(yòng)等間距法,如圖15 所示。等間距法是使橫(héng)坐標的增量ΔX相等,然後求出線上相應的節點,將相鄰節(jiē)點連成直線,用(yòng)這(zhè)些直線段組成(chéng)的折線代替原來的輪廓曲線。由於(yú)增量ΔX 代表的是(shì)旋轉的角度,其特點(diǎn)是計(jì)算簡單,坐標增量的選取可大可小,選得越小則加工(gōng)精度越高,同時節點會增多。
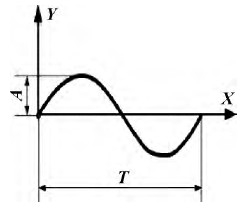
圖14 正(zhèng)弦曲麵展開圖
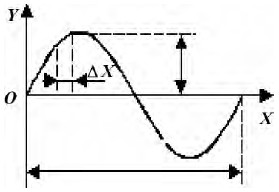
圖15 正弦(xián)曲線直線化
如果在圓周上加工兩(liǎng)組正弦曲麵; 如Y =AsinωX,取ΔX = 0. 2°,則Xn = Xn - 1 + ΔX = Xn - 1 +0. 2,則相對應的Y 向移動距離為:Yn = Asin( ωXn) - Asin( ωXn-1) ( 4)由於在圓周(zhōu)上加工正弦曲麵,角(jiǎo)度範圍為0 ~360°,根據對稱性,實際運(yùn)動範圍為0 ~ 180°。
( 3) 編程格式(shì)
例: 在圓周上加工2 組正弦曲麵,Y = 5sin2X,取ΔX = 0. 2°,則(zé)先計算各等分點:X0 = 0; Y0 = 5sin( 2 × 0) = 0;X1 = 0. 2; Y1 = 5sin( 2 × 0. 2) - Y0X2 = X1 + 0. 2 = 0. 4; Y2 = 5sin( 2 × 0. 4)- Y1;…Xn = Xn - 1 + 0. 2; Yn = 5sin( 2 × Xn) - Yn - 1合成橡膠,通常以共聚物中含氟單元的氟原子數目來表示,如氟橡膠23 是偏二氟乙烯同三氟氯乙烯的共(gòng)聚(jù)物。由於(yú)氟橡膠耐高溫、耐油、耐化學腐蝕,采用氟膠作為防塵圈,對高溫的適應性增強,外(wài)界灰塵不易進入缸內,使液壓缸在超高溫狀態( 大約200 ℃)下(xià)工作可靠。
3 應(yīng)用效(xiào)果
該產品的(de)主要技(jì)術與性能指標見表1
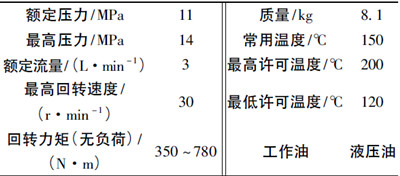
表1 參數表
由表1 可(kě)知,此產品能在高溫環境( 相對於液壓缸來講200 ℃ 較高) 中工作,可(kě)用(yòng)較輕質量的液壓缸提升金屬冶煉中(zhōng)的爐蓋及(jí)高端裝(zhuāng)備的動作,產生(shēng)的壓力較大(dà),效果顯著。圖2 為液壓缸的實物圖。
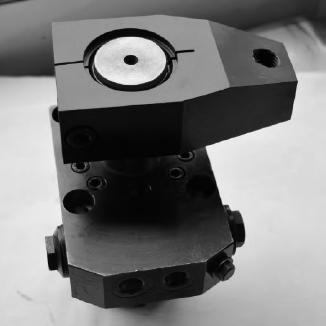
圖2 產品實物圖
4 結論
由於此產品開發中采用了液壓與機械相結合的技術,利用了兩者的優點,避免了兩者(zhě)的缺點,特總結如下:( 1) 操作方便省力,大大(dà)降低工人勞動強度。采用旋轉夾緊液壓缸,為(wéi)爐蓋的起升提供了穩定的動力與控製;( 2) 使用這種旋轉(zhuǎn)夾緊液(yè)壓缸,滿足產品的需要的同時成本大大(dà)減(jiǎn)少;( 3) 節省輔助時間,提高效率。這種高(gāo)溫旋轉夾緊(jǐn)缸節省了較大的空間( 傳統產品空間較大) 和減少了較多的成本。
( 4) 為在高溫環境中工作的類似夾具提供理論與實(shí)際參考。
參考文獻:
[1]劉榮,任小鴻,高朝祥(xiáng),等. 用於旋轉夾緊油缸的液壓油防滲裝置: 中國,CN202418103U[P]. 2012 - 09 - 05.
[2]劉榮(róng),任小鴻,陳麗,等. 旋轉夾緊油缸用導向軸: 中(zhōng)國,CN202418218U[P]. 2012 - 09 - 05
.
[3]張明,彭(péng)榮濟,毛謙德. 活塞(sāi)環與缸(gāng)套間潤滑狀態的分析[J]. 潤滑(huá)與密封, 1987( 6) : 27 - 34.
[4]蔡祖光. 常(cháng)用(yòng)液壓缸(gāng)國產(chǎn)密封件的選用[J]. 潤滑與密封, 1996( 2) : 54 - 57.
[5]程廣振,江桂蘭. 旋轉(zhuǎn)夾緊液壓支輕拆卸機[J]. 煤礦機械, 2008( 4) : 107 - 109
.
[6]陳麗,劉榮,任小鴻,等. 夾緊油缸: 中國,CN202531531U
[P]. 2012 - 11 - 14.
( 上接第(dì)43 頁)
…X900 = 180; Y900 = 5sin ( 2 × 180) - Y899,取θs = 0. 072°,則ΔN = 0. 2 /θs = 2. 778≈3,所以3B 代碼為:B 3 B ( Y1) B ( Y1) GY L1B 3 B ( Y2) B ( Y2) GY L1…B3 B ( Y900) B ( Y2) GY L1
4 結論
上文分別從機械(xiè)結構設計(jì)、電氣(qì)控製係統及(jí)曲麵加工理論和編程方麵(miàn)闡述了螺旋線工裝加工(gōng)的原理,並具體設計(jì)了機械結構和電氣控製係統以及(jí)編程(chéng)的方法,使電火花線切割機床也能像其他數控機床一樣加工不(bú)同的複雜曲麵,提升(shēng)了線切(qiē)割機床的(de)加工範圍,充分發揮(huī)了機床的應用潛能。該項目的研究將促使行業技(jì)術人員對電火花線切割加工領域拓展的關注,並推動快(kuài)走絲電火花線切割(gē)技術不斷向前(qián)發展。
參考文獻:
[1]任福君. 空間曲麵電火花線切割運動學及其應用[M].北京: 中國科學技術出版社, 2004
.
[2]任(rèn)福君,劉晉春(chūn),趙萬生,等. 電火花線切割極坐標加工係統運動規律分析[J]. 製造技術與(yǔ)機床,2000( 2) : 50- 52.
[3]張誌鳳,戴月(yuè)紅. 數控線切割機床錐度加工分析[J]. 模具技(jì)術, 2007( 2) : 50 - 52.
[4]胡章坤,王彤,薑楠. 基於OpenGL 電火花線切割空間曲麵加工係統(tǒng)仿真[J]. 哈(hā)爾濱理工大學學報,2007,12( 5) : 28 - 31.
[5] RAMAKRISHNAN R,KARUNAMOORTHY L. Multi Response、Optimization of Wire EDM Operations Using RobustDesign of Experiments[J]. The International Journal ofAdvanced Manufacturing Technology, 2006( 29) : 1 - 2
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
州金馬(mǎ)")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地(dì)區(qū)金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車(chē)銷量情(qíng)況(kuàng)
- 2024年8月(yuè) 新能源汽車產(chǎn)量數(shù)據
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車)產量數據