


JXCAD 電火花線切割機床編程與通信係統研製
2016-1-28 來源:青島科技大學 機電工程學院 作者:蔡漢明,王佳麗,宋曉梅,王濤
摘 要:本文研發的JXCAD電火花線切割機床(chuáng)編程(chéng)與通信係統是一套有自主知識產權的,針對電火花線切割的(de),價廉、易操作的數控機床係(xì)統。JXCAD 係統利用 Delphi 開發工具,開發的JXCAD線切割自動編程軟件完成了零件輪廓的造型和定義,3B 代碼的生成以(yǐ)及通過計算機並行口將程序輸入到線切割控製機的相關功能,達到了降低操作者工作量、提高工作(zuò)效率以及降低對操作(zuò)者文化水(shuǐ)平要求的目的。
關鍵詞:線切割;自動編程; Delphi; 控製
數控線切割機床是十分重要的數控加工設備(bèi),其具有加工精度高、適(shì)應範圍廣和能夠(gòu)加工複雜形狀(zhuàng)零件等(děng)優點,在機械製造及模具製造等領域裏(lǐ)有著廣泛的應用。目前,國(guó)內的電火花線切割機床軟件編程依賴國(guó)外軟件,硬件控製(zhì)部分采用硬控製的靈活性不高,無形之中增加了產品的成本,並且操(cāo)作複雜,界麵未本地化(huà),為大部分操作者增加了負擔(dān),降低了企(qǐ)業(yè)自主能動性(xìng);因此,許多從事線切割加工的企事業單位十分(fèn)需要(yào)價(jià)格低廉、易學易用、漢化界麵和能夠充分發揮企業自主性的線切割自(zì)動編程係統來解決這個問題。筆者利(lì)用 Delphi 開發工具開發了 JXCAD 線切割自動編程(chéng)軟件,該軟件可以通過 JXCAD 繪圖環境進行繪製零件輪廓(kuò)造型,然後進(jìn)行加工零件(jiàn)輪廓定義,輸入鉬絲半徑、放電間隙和偏置方向等參數(shù)。自動編程係統能(néng)對零件輪(lún)廓進行各種預處理,並自動生成3 B代碼。產生的程序通過計算機的並行口(kǒu)可以(yǐ)輸入到線切割控製機中,大(dà)副度節省了數據(jù)的輸入(rù)時間,保證(zhèng)了零件(jiàn)的加工質量和生產效率。
1 總體設計
1.1 係統的開發環境(jìng)
係統(tǒng)的開發環境為 Windows XP/Win7 操作係統和 Delphi 7.0 軟件開發工具。
1.2 係統的構成
JXCAD 係統由CAD 模塊、CAM 模塊和CNC 模塊3 部分組成, 其模塊設計如圖1所示。
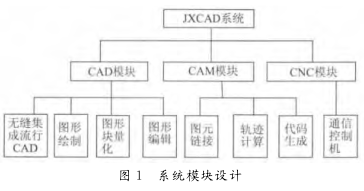
1) CAD 模塊主要由圖形繪製、圖形編輯、圖形矢量化(huà)和無縫集成流行 CAD 等4 部分組成。
a .圖形的繪製。為了滿足電(diàn)火花線切(qiē)割加工圖形(xíng)繪製的要(yào)求(qiú),基本(běn)的圖(tú)形元素包(bāo)括直線、矩形、正多邊形、橢圓、圓和平麵曲(qǔ)線等。
b.圖形的(de)編輯。為了提高繪圖效(xiào)率,減少工作量,提(tí)高(gāo)繪圖精度和複雜度(dù),增加了圖形(xíng)編輯(jí)模塊包括鏡像(xiàng)、旋轉(zhuǎn)、複製、刪除、剪切、移動和倒角等(děng)。
c .無縫集成流行CAD 。兼容目前流行的CAD 軟件(jiàn),如 Auto CAD 等繪圖軟件,此模塊減少(shǎo)了因為軟件不兼容而導致(zhì)的圖元信息的丟失和工作的重(chóng)複等問題。
d .圖形矢量化。通過掃描儀輸入的工程圖樣或零件圖樣,經過本模塊處理後,形成使線切割自(zì)動編程係統(tǒng)能夠識別的矢量圖形。
2) CAM 模塊主(zhǔ)要由圖元鏈接、軌跡計算和代碼生成 3 部分(fèn)組成。
a.圖元鏈(liàn)接。用戶在進行圖形繪製、編輯時(shí)一般不是按照線切割的(de)加工順序進行輸入,所以應將圖元的順序進行重新排列。本模塊的功能主要(yào)是對(duì)圖元信息按照加(jiā)工要求進行重新排序。
b.軌跡計算(suàn)。模塊對圖元加工的相(xiàng)關參數(shù),如電極半徑、放電間隙和刀具的左偏右偏等進行處理,得到刀具的走刀路徑,使用戶能夠直觀地觀察到刀具的軌(guǐ)跡,提早發現加工時出(chū)現的問題,並及時進行(háng)相應處理。
c . 代碼生成。本模塊根(gēn)據得到的刀具軌(guǐ)跡,自(zì)動生成3 B代碼,同時對生(shēng)成的文本文件進行保存。
3) CNC 模塊主要完成(chéng)與驅動係(xì)統的信息通信,使得在CAM 模塊獲得的數據信息能夠及時有效地傳輸給驅動係統,從而(ér)完成實際(jì)的數控加工。
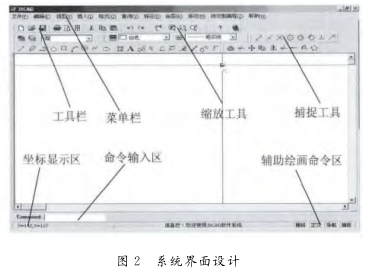
1.3 JXCAD 係(xì)統界麵係統的用戶界麵如圖(tú)2所示。
2 CAD 造型設計(jì)
CAD 造型設計的關(guān)鍵在於進行圖元信息輸入時,能夠及時、準確地對已輸入的信息進行存放和編輯,以便在CAM 模塊對圖元(yuán)信息進行(háng)提取。為(wéi)了準確地表示圖元數據(jù)結構之間的相互關係(xì),方便、快捷(jié)地對圖元進(jìn)行建立、刪除和插入(rù)等管理操作,同時節省內存,減少冗餘度,本係統CAD 模塊的數據存儲采用如圖(tú)3所示的數據存儲結構。
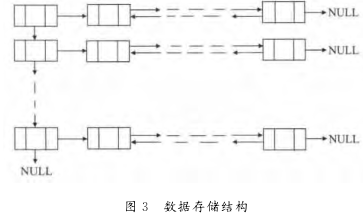
該結構的設計(jì)思(sī)想是一行(háng)即一層,每層(céng)為雙向鏈表結構,在每一行的第1個數據區隻存放該層的層名和層的狀態標(biāo)誌、線型(xíng)、顏色(sè),每一層剩下的數據區存放的是當前層(céng)各圖元(yuán)成員信息。層的管理主要有2個指針:一個指針(zhēn)在管理層,該指針從上(shàng)往下(xià);另一個指針在層指針所在圖元的末尾,當新增加圖元時,就添加在這個指針(zhēn)的位置上。
在CAD 造型設計中,圖元的(de)添加、刪除和插入等操作的算法(fǎ)思想如(rú)下。
1) 圖元添(tiān)加。首先,係(xì)統會有一個當前層,供用在當前的圖層(céng)上(shàng)進(jìn)行圖元輪廓的繪製,當繪製結束(shù)時,指針位於(yú)圖元鏈表的尾部,即圖3中橫向鏈(liàn)表的(de)NULL 處,係(xì)統(tǒng)將繪製好的圖形元素的參數添加到這個尾部(bù)。當用戶需要操(cāo)作其他圖層時,圖(tú)層的指針則向下移動,這樣就可以在(zài)新的層中進行操作(zuò)。如果需要建(jiàn)立新層,可以(yǐ)在圖3中縱向(xiàng)的NULL 處增加新層。
2) 刪除。首先,對鏈表進行(háng)遍曆,找(zhǎo)到與(yǔ)光(guāng)標最近的結點,即找到用戶需要(yào)刪除的(de)圖元,如(rú)果結點位於圖元中間,則將上一圖元的(de)尾指針指向下一圖元的頭指針,而下一圖元的頭指針指向上一圖元的尾指針,完成刪除當前圖元的操作。如果結點位於圖元尾部,隻需要將原鏈表的尾結點之前的一個結點的指針設為空即可。
3) 插入。在(zài)對樣條曲線進行修改編輯時,首先用戶要選中樣條曲線,係統會將樣條曲線的特征多邊形顯示在屏幕上,並且光標會位於特征多邊形的起點(diǎn),通(tōng)過鍵盤使光標進行(háng)前(qián)後移動,找到需要插(chā)入的(de)結點,然後將新的圖元信息插入到當前結點的後一結點,完成插入操作。
3 CAM 編程
在繪圖任務完(wán)成以後,用戶就可以對零件圖形進(jìn)行數控加工處理,完成鏈接和(hé)數控工(gōng)作。用戶在進(jìn)行圖元繪製時, 繪圖順序一般與走刀軌跡不一致(zhì),所以應將這(zhè)種無序的圖元鏈表進行重新排(pái)序(xù),得到封閉的、有效(xiào)的、滿足數(shù)控需要(yào)的圖元鏈表。為解決此問題,係統采用了循環鏈表結構(見圖4) 。圖4軌跡鏈表
加工工(gōng)藝設(shè)備
《 新技術新工藝》 加工工藝與(yǔ)設備17
圖(tú)元的鏈(liàn)接即為循環鏈表的輸入,其算法思想如下(xià):首先要申請一(yī)個首(shǒu)結點,操(cāo)作者需要在(zài)圖(tú)元上選(xuǎn)擇(zé)1點作為加工起(qǐ)始(shǐ)點,來(lái)確定第1個加(jiā)工圖形輪廓;然後從選擇點向另外一端作為加(jiā)工方向,以另外一個端點找到下一個相接的圖元,直至閉合,這個路徑就是加(jiā)工路徑(jìng)。如果找到的圖元與加工路徑相反,係統會自動對圖元信息進行標示,在進行數控(kòng)加工時遇到此(cǐ)標(biāo)示時,係統會將圖元的起始點和終止點進(jìn)行對調,最終完成整個圖元鏈表(biǎo)的排(pái)序。數控加工(gōng)需要完成2個工作:確(què)定加工參數和輸出數控加工(gōng)代碼,即對已存儲的循環鏈表進行輸出。
刀具路徑算(suàn)法(fǎ)的輸出思想為(wéi)先取出當前指針和當前指針指向的(de)下一(yī)個指針的數(shù)據,根據偏向計算出等距線的交點,根據圖元信息將當前指針指(zhǐ)向的等距線翻譯成數據指令輸出,將指針下移,重複執行上述過程直到指針結點等於首結點為止。
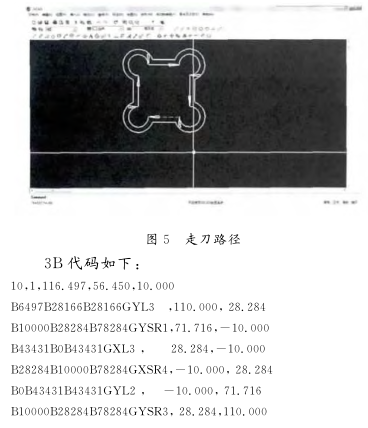
根據偏向計算(suàn)出等距(jù)線的(de)交點,有2 種情況:一是初步偏移,即對(duì)所有圖(tú)元進(jìn)行簡單偏(piān)移(yí)和連(lián)接,偏移曲線為原輪(lún)廓(kuò)的等距線 而且整體光滑連(lián)續;二是幹涉處理(lǐ),如(rú)果相鄰輪廓不光滑相切,則在其(qí)間插入以半徑為偏移距離的過渡圓弧,過渡圓弧的走向為偏移方向,左偏移為順時針,右偏移為逆時針 。當有(yǒu)尖(jiān)角(jiǎo)存在時,處理方法(fǎ)是在尖角處加1個小多邊形或者圓弧。最(zuì)後,係(xì)統按照(zhào) 3B 代碼的要求建立txt文件,並將程序寫進新建的文件中。
圖形繪製的走刀路(lù)徑如圖5所示,其(qí)中,外輪廓為走刀路徑,內輪廓為(wéi)圖形(xíng)輪廓。
4 係統與控製機的通信
通信模塊完成代碼與驅動設備的信息傳遞, 從(cóng)
而實現驅動電動機精準、穩定地(dì)運動, 最終完成(chéng)工件
的數控加工任務(wù)。
首先,將獲得的3 B代(dài)碼進行譯碼,使得數控係統能夠識別,從而得到加工(gōng)要求的原始數據並將(jiāng)結果保存,以備後續仿真使用。由於3 B代碼的編(biān)譯過程與譯碼的過程是(shì)互逆的, 所以此過程可以(yǐ)按照(zhào)3 B代碼的編譯規則進行譯碼。
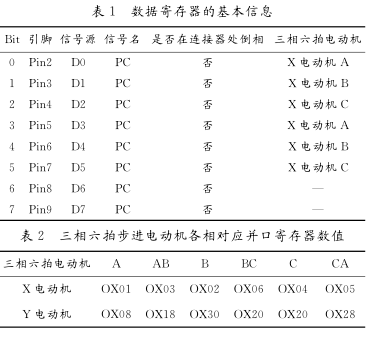
其次,數據通過PC 機並口端與三相六拍的(de)電動機(jī)相連進行傳遞,完成對數(shù)控機床X、Y 方向的(de)驅動。25 針D 形接頭的(de)PC 接口有3個8位的(de)端口寄存器:數據寄存器(qì)、狀態(tài)寄存器(qì)和控製寄存器。由於數據端口可(kě)以寫入(rù)數(shù)據,也可以讀出數據,並(bìng)且其8個輸出點可以自由控製,因此通過對電(diàn)平的狀態改變來進(jìn)行數據傳遞。數據寄存(cún)器的基本信息見表1。若數控係統三相(xiàng)六拍步進電動機為正轉,則通電順序為 A-AB-B-BC-C-CA。若傳輸的(de)信號為高電位1 時, 電(diàn)動機對應轉到某一位置; 若傳輸信號為低電位0 時,則對(duì)應(yīng)的電(diàn)動機不動(dòng)。表2表(biǎo)示並口數據寄存器的具體數據所對應的步進電動機的(de)每一拍(表1和(hé)表2中,X 電動機、Y 電動機分別表示X、Y 向(xiàng)的電動機) 。
最(zuì)後(hòu),係統運(yùn)用(yòng)插補原理將數控機床的加工軌跡在屏幕上顯示,為了(le)保證軌跡的準確性,使插補運算的步長與步(bù)進電動(dòng)機的脈衝當量保持一(yī)致。
5 結語(yǔ)
JXCAD 係統從零件圖樣的繪製和代碼的(de)生成到數(shù)控(kòng)機(jī)床的(de)驅動,形成了一套非常完備、實用(yòng)的電火(huǒ)花線切割數控機床加工係統,本係統對操作人員的要求低,有效地提高了(le)加工(gōng)效率,縮短了(le)工期(qī),能(néng)夠為企業帶來巨大的經濟效益;同時,本係統對於數控加工軟件同樣適(shì)用,其應用前景非常廣闊(kuò)。
投稿箱:
如果您(nín)有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區(qū)金屬切(qiē)削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年(nián)9月 新能源汽車(chē)銷量(liàng)情(qíng)況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加工過程(chéng)圖(tú)示(shì)
- 判(pàn)斷一台加(jiā)工中心精度(dù)的幾種辦(bàn)法
- 中走絲線切割機床(chuáng)的發展趨(qū)勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人都去(qù)哪裏(lǐ)了?
- 機械老板做(zuò)了(le)十多年,為何(hé)還是小作(zuò)坊?
- 機械行業最新自(zì)殺性(xìng)營銷,害(hài)人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別