


摘要:目前的往(wǎng)複走絲電火(huǒ)花線切割(gē)機床大多采用機床本體、電氣箱、工作液箱三者分離的分體式結(jié)構(gòu),其儲運(yùn)較複雜;有些采(cǎi)用一體式結構的,由於電氣(qì)箱緊湊(còu)安(ān)裝於機床本體上,電氣箱所帶來的(de)熱量導入床(chuáng)體後(hòu)會對機械精度產生不利影響,且工作液(yè)箱使用時還是分離的。針對這些弊端,研發了新型一體式結構(gòu)的往複走(zǒu)絲電火花線切割機床,同時(shí)通過(guò)特殊隔熱設計,克服了目前一體式結構的缺陷,提升了機床的整潔、美觀和自動(dòng)化程度(dù)。
關鍵詞:往(wǎng)複走絲電火花線切割;一(yī)體式;隔熱;自動(dòng)化;整(zhěng)潔
往複走絲電火花線切割機床(chuáng)整機由三部分組成:一是機床本體,包括床身底座、貯絲走絲部件,X、Y 坐標工作台等;二是電控櫃,包括加工軌跡與伺服進給控製係統、脈衝電源等(děng);三是工作液箱,是(shì)工作液循環與過濾的中轉站。常用的往複走絲電火花(huā)線切割機床的這三部分在工作時是各自分置的,彼此是通過(guò)電纜(lǎn)、水管連接的,人為(wéi)造成(chéng)的(de)電纜損
壞和水管與工作液箱接口處溢漏概率大,存在生產(chǎn)安全隱患, 影響生產(chǎn)環境的清潔和設備的整潔,同(tóng)時占地麵積大。有的機床盡管是(shì)一體結構(gòu)的,但在更換(huàn)工作液(yè)時也需通過人力(lì)搬運工作液箱、人力傾(qīng)倒廢液和配兌工作液。
針對以上傳統分體和一體式機(jī)床存在的弊端,提出了全新的概念,設計了一種新型一體(tǐ)式往(wǎng)複走絲電火花線切割機床,通過結構的係統(tǒng)設計,解決了上述缺陷,提高了機床(chuáng)的自動化程度。
1、 電氣(qì)箱(xiāng)緊湊安裝於機床時的隔熱設計
1.1 電氣箱安裝時(shí)隔熱設計的必要性(xìng)
設計的新型一體式往複走絲電火花線切割機床(chuáng)將電(diàn)控櫃分拆安(ān)裝到機床本體上,采用電氣箱緊湊安裝在機床本體上的方式,即把電氣箱貼合在機床本體表麵上,但直接貼合安裝存在熱(rè)傳導帶來的熱變形問題(tí)。電氣係統由大量電氣元件組成(chéng),這些電氣元件統一安裝在電氣箱(xiāng)中。工作時,這些電(diàn)氣元件(jiàn)會產生大量的熱量(liàng),如果直接(jiē)貼合安裝,這些
熱量(liàng)將傳導至機床本體而產生熱變形,影響機床精度。因此,有必要在機床本(běn)體與電氣箱之間做(zuò)隔熱處理,阻(zǔ)隔電氣箱體表麵的熱量向機床本體傳遞。
1.2 新型(xíng)一體式機床電氣箱貼合安裝(zhuāng)的設計
采取的隔熱設計是在機床(chuáng)本(běn)體與電氣(qì)箱各相向(xiàng)麵之間形(xíng)成一薄形循環氣腔,四周密(mì)閉,設進出氣口,使氣腔內的空氣與外部持續循環。圖1 和圖2是電氣箱主要安裝在床身本體(tǐ)的(de)右側與(yǔ)後側。安裝時增加了特別設計的隔熱結構, 包括隔熱材料條、隔熱(rè)膠木等。其中,隔熱材料條分別固(gù)定在(zài)機床床身右(yòu)側與後方的上下兩端;然(rán)後,再在中間區域(yù)固定可支撐電氣箱重量的若幹隔熱膠木,膠木兩端采用(yòng)螺栓連接,其高度與隔熱材料條(tiáo)持平;接著(zhe),在機床床身的右側與後方分別安裝(zhuāng)電(diàn)氣箱,電氣箱通過隔熱膠木用螺栓連接固定,箱中裝有(yǒu)機床所需的電氣元件;且隔熱材料條保持與兩側電氣箱的緊密(mì)接觸,從而(ér)在電氣箱與機(jī)床床身之間形成一個連貫(guàn)的簿形氣腔。同時,在氣腔的末端,即後側電氣箱最左處安裝一個氣腔(qiāng)對流風扇。機床工作時,電氣(qì)箱中的電氣元件產生的熱量,一部分被電(diàn)氣箱散(sàn)熱係統帶出箱體,一部分傳導到箱體表麵,在與機械床(chuáng)身相向麵大部被氣腔阻隔;同時,通過氣腔風(fēng)扇的轉動,帶動氣腔中的空氣按同一方(fāng)向進行流動,從而將氣腔(qiāng)中少量的熱量帶走。
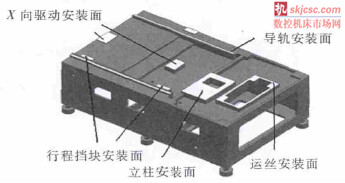
圖1 床身本體(tǐ)三維(wéi)圖
1.3 薄型氣(qì)腔隔熱原理(lǐ)
根據(jù)工程傳熱學(xué),如果電氣箱與床身直接貼合固定的時候,兩者之間的熱量擴散可近似看成是金屬體內部(bù)的傳(chuán)遞,由於金(jīn)屬是(shì)熱的良導體,故熱量就會很快傳導至機床床身。
新(xīn)型一體式往複走絲電火花線切割機床的電氣箱與機床床身固定安裝結構見圖3。右側與後側電氣箱體、機床床身和隔熱(rè)材料條共同構建了一個(gè)氣腔,在氣腔(qiāng)對流風扇的帶動下,空氣按箭頭方向進行單向流動。這種情況下(xià),熱量的傳遞將不再是直接熱傳導(dǎo)的形式。
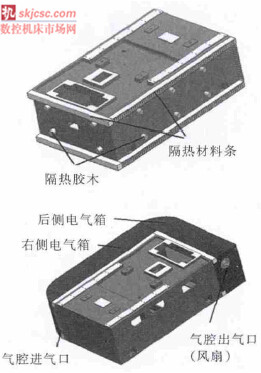
圖2 新型往(wǎng)複走絲電火花線切割機床電(diàn)氣箱安裝圖
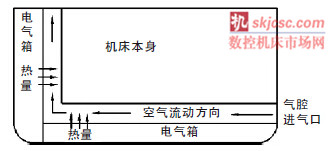
圖3 熱量傳導示意(yì)圖
首(shǒu)先,電氣箱體表(biǎo)麵的熱量(liàng)在與氣腔空氣接觸而發生熱交換,熱交換以對流換熱(導熱和熱對(duì)流兩種基本傳熱方式共同作用結果(guǒ))的方(fāng)式形成。在此過程中,熱量的流通量Φ 符合牛頓冷卻公式:
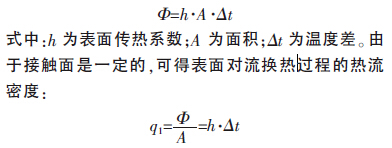
通過上述分析可知,電氣箱體表麵所帶的熱量將大量集中在箱體表麵, 法向熱傳導速(sù)度較(jiào)慢,單位(wèi)時(shí)間(jiān)內空氣氣腔所吸收的熱量較少;而當氣腔內的空氣(qì)進行受(shòu)迫流(liú)動時(shí),氣腔中少量的熱量也會隨空氣流動路徑以對(duì)流的方式迅速向外傳遞,因此整個氣腔結構起到了隔熱的效果。
如果電氣箱直(zhí)接貼合安裝,熱量將主要以熱傳導的(de)方式傳遞,此時,其傳遞過程同樣符合傅(fù)裏葉定律。由於金(jīn)屬的導熱係數λ≥20 W/(m·K),在相同的導熱距離下(δ=30 mm),其熱流密(mì)度q3≈667Δt。可見,q3遠遠大於q2與q1。由(yóu)此可見,與直接貼合安裝(zhuāng)的電(diàn)氣箱相比(bǐ),擁(yōng)有(yǒu)空氣(qì)氣腔隔熱(rè)設計的結構對(duì)機床本體的熱(rè)影響將幾乎為零。
2 、新概念(niàn)工(gōng)作液自動供給(gěi)係統
傳統的工作液供給係(xì)統(tǒng)僅(jǐn)由工作液(yè)箱和(hé)水泵組成,本(běn)設計的工作液自動供給係統是一種全新的工作液(yè)供給係統。它直接安裝在機(jī)床本體上,同時增加了自主的配液與換液功能, 替代了人(rén)工操作,提高了機床自動化程度,並使機(jī)床更整潔。工作液(yè)自動供給係統包括原液箱、配液水箱、工作液箱、攪拌裝置(zhì)、加熱溫控裝置、電磁閥等部件,在(zài)水箱中還裝有若幹水位傳感器(圖4)。
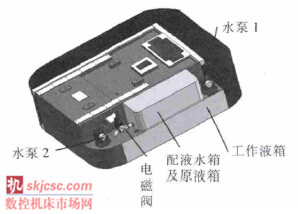
圖4 工作液(yè)自動供給係統
2.1 工作液自動供給係統工作原理
工作液自動供給係統具體(tǐ)工作原理見圖5。當水位≤d 時,此時電磁閥3 打開,M1、M2 停止;直到工作液箱中的工作液到達水位c 時(shí), 電磁閥3 關閉,M1 工作, 將工作液抽(chōu)到工作(zuò)區域。當水位≤b時(shí),說明配液水箱中(zhōng)的工作(zuò)液沒有了,此時(shí)電磁閥3關閉,電磁閥13 開始工作,工作液原液由原液箱流到配液水箱(xiāng)中;直到配液水箱中的工作液原液(yè)到達
水位f 時(水位傳感器14 可上下移動,根據所用工作液的配比進行調整),電磁閥13 關閉,然後電磁(cí)閥16 打開,自來水流入配液(yè)箱;直(zhí)到配液箱中的混合液水位達到a 時,電磁閥16 關閉;接著,攪拌(bàn)棒和加熱溫控裝置(zhì)(加熱溫控裝置可根據溫度自動調節加熱(rè)溫度並保(bǎo)持一段時間)工作,攪拌加熱數分鍾後停止,而電磁閥3 打開(若從(cóng)工作液箱(xiāng)中的傳
感(gǎn)器反饋的信息是工作液箱中工作液足夠將不進行放液,若此時工作液箱中水位在d 以下將進行加液)。當工作液失效(xiào)時(脈衝(chōng)利用率達(dá)到某(mǒu)臨界值),電磁閥3 關閉(bì),M1 停(tíng)止工作, 此時M2 將運行把失效工作(zuò)液抽到廢水池中,待到抽完時(此時水位在d以下)重複(fù)上述步驟。
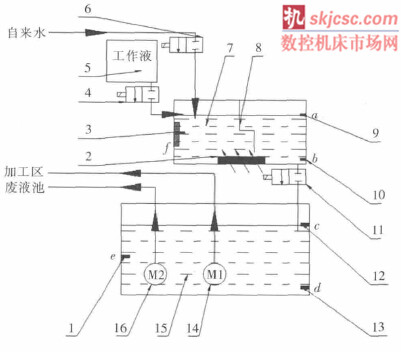
圖5 工作液自動供給係統原理圖
1. 水位傳(chuán)感器2. 加熱溫控裝置3. 可(kě)調式(shì)水位傳感器4. 電磁閥5. 原液箱6. 電磁閥7. 配液水箱8. 攪(jiǎo)拌裝置9、10. 水位傳感器11. 電磁閥12、13. 水位傳感器14. 水泵15. 工作液箱16. 水泵
2.2 工作(zuò)液自動供給係統優勢(shì)分析
對比傳統的往複走絲電火花線切割工作液供給係統,本設計的工作液自動供給係統優化(huà)了配兌工(gōng)作液及後(hòu)期工作液處(chù)理等(děng)繁瑣問題(tí),具體優勢體現在以下幾方麵:
(1)傳(chuán)統的往複走絲電火花線切割加工時,需靠人為判定工作液的失效。新型工作液自(zì)動供給係統(tǒng)則(zé)以(yǐ)脈衝利用率為標準對工作(zuò)液的失效(xiào)進行定量檢(jiǎn)測,不需操作人員經(jīng)常性的人工觀察判(pàn)斷工作(zuò)液是否失效。
(2)傳統的往複走絲電火花線切割(gē)在更換工作液時,操作人員(yuán)需把裝有失效的髒工作液水箱(約70 kg) 從車間機(jī)床邊搬運到下水道口用人力傾倒,然後(hòu)人(rén)工配兌工作液,再繼續切割(gē),全過(guò)程繁瑣、費時、費力,且會對工作環境造成汙染。新型工作液自動供給係統在檢(jiǎn)測到工作液失(shī)效後,可自動抽出(chū)廢工作液並更換新工作液繼續加工,且新工(gōng)作液的配兌(duì)可(kě)在廢(fèi)液抽出之前完成。
(3)傳統的往複走絲(sī)電火花線(xiàn)切割機床工作液(yè)配兌(duì)需靠操作(zuò)人(rén)員(yuán)人(rén)為接入自來水注滿水箱,再搬運回車間機床邊,稱重後按比(bǐ)例算出所需工作原液的重量,加入水箱中,再由人工攪拌將其均(jun1)勻混合,然後才能繼續切割。新型工作液自(zì)動供給係統在工作液的配(pèi)兌上完全摒棄了人工(gōng)操作,當需要添加(jiā)新工作液時自(zì)動開始配兌,且通過傳感器的控製可(kě)實
現工作原液與水的精確(què)配比(bǐ)。
(4)在一些情況下,工作液還未失效,但水量已不夠(如夏天高溫時期,工作液揮發嚴重,工作液量(liàng)低於水(shuǐ)位e 時)。傳統情況下,操作人員需及時發現該情況並進行補液, 否則就會使加工(gōng)非正常中止,並有可能(néng)損壞水泵。而在新型工作液自動供給係統(tǒng)下,工作液係統可自動(dòng)檢測到工作液的不足,並及時進行補(bǔ)液。
新型工作液自動供給係統實現了從配液、供液、補液、換液和工作液狀態檢測全過程的自動化(huà)及智能化(huà),提高了加工效率、加工質(zhì)量和加工的連續性,減(jiǎn)輕(qīng)了勞(láo)動強度;同時,避免了人工操(cāo)作時的髒液(yè)溢漏和人為隨意傾倒廢液造成的環境汙染(rǎn)。
3 、新型機(jī)床(chuáng)的其他自動化設計
對新型一體式往複走絲線(xiàn)切割(gē)機床的整體結構進行了新的布局設計,增加了鈑金(jīn)外罩,使機床更(gèng)整潔、環保(圖(tú)6);同時,對機床的照明係統、上絲機構(gòu)重新進行(háng)設計,提高了機床(chuáng)的自動(dòng)化程度。機床原照明方式采用的是“單點設置”的光源,通過人工操作調整照明區域, 但仍存在照明死角。而新型機床采用了“多點設置”光源,即根據機床(chuáng)工
作所需,在照明區(qū)域設置多個固定光源,無需人工調整(zhěng),實現工作區域(yù)全覆蓋。
新(xīn)型機床采用自主研發的自動定(dìng)張力上絲係統(tǒng),上絲時隻(zhī)需(xū)操作人員將電極絲一端緊固在貯絲筒上,之外無需人工幹(gàn)預,就能自動完成(chéng)上絲和勻絲操作,使傳統的(de)靠人工上絲和上絲後勻絲的兩個操作步驟合二為一,且勻絲效果更好(hǎo),降低(dī)了操作人員(yuán)的勞動強度,提高了工作效率。
圖6 機床外觀圖
4 、結語(yǔ)
本著以自動化、環保、整潔、美觀的理念,設計了新型一體式往複走絲電(diàn)火花線切(qiē)割機床。通過(guò)特殊隔熱(rè)結構設計,有效解決了電(diàn)氣箱與機床本體緊湊安(ān)裝(zhuāng)時的散熱難題,保證了機床的高精度(dù)。通過新(xīn)型(xíng)工作液自動供給(gěi)係統(tǒng)實(shí)現了工作液的配兌、更換、補(bǔ)液的無人操作,大大提(tí)高了往複走絲電火花線切割機床的自動化程度。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
- 機械加工過程圖示(shì)
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲(sī)線切割機床的(de)發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中(zhōng)國的技術(shù)工人都去哪裏了?
- 機械老板做(zuò)了十多(duō)年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談點智造,多談(tán)點製(zhì)造
- 現實麵前,國人(rén)沉默。製造業的騰(téng)飛,要從(cóng)機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別