


摘 要:針對快走絲電火花線切割導電塊磨損、夾絲問題(tí)展開討論,提出智能導電係統,考(kǎo)慮了自(zì)動感應,智能更換,旋轉功能,該智能導電塊係統在很(hěn)大程度上避免了導電塊夾斷電極絲,對提高加工效率,減少電極絲浪費,導電塊的損(sǔn)耗有重要意義。
關鍵詞:線切割;導電塊;智能
電火花線切割加工是通過兩極(鉬絲和工件)放電而實現電腐蝕的一種特種加工手段。其中快走絲線切割有著加工速(sù)度快、便於複雜零(líng)件加工、一次成(chéng)型等優點,能夠適應國內經濟(jì)的(de)高速發展對機械行業高、精、尖的(de)需求,所以得到了快速發展(zhǎn),在模具製造行業更是(shì)應用廣泛。
然而(ér)由於快走絲機床和刀具(jù)(鉬絲)本身結構的原(yuán)因,在加工中經常會出現斷絲等現象,影響(xiǎng)加(jiā)工效率和(hé)加工(gōng)質(zhì)量,為了改進加工質量,國內很多學者針(zhēn)對機床不同部位進行了(le)大量研究,趙景輝等人從電極絲的材質、電極絲的安裝、工件本身特(tè)性、運(yùn)絲結構及工藝參數等方麵分析了走絲機床斷絲原因,並建(jiàn)議根據加工時間情況選擇合適的電極絲且要注意電極絲(sī)被氧化,拉絲(sī)時要力度合適不宜過緊也不能太鬆;同時也要及時清理(lǐ)工件表麵上的雜質及內部氧化物,防止夾絲、不導電現象的(de)發生;對於運絲結構要定期檢查貯絲筒的相關結構,保證機床的本身精(jīng)度。朱岩(yán)等人(rén)對DK7720型線切割機床的過濾係統進行改造(zào),采用金屬橡膠作為過濾介質,並通過試驗驗證過濾後的濾液的汙染度等級及表(biǎo)麵粗(cū)糙度測定值都優於原係統(tǒng)過(guò)濾後的濾液。謝(xiè)冬和等人對DK7732型線切割機床(chuáng)的鉬絲(sī)張緊裝置進行改(gǎi)進,在(zài)儲絲(sī)筒與線架間的鉬絲上方加裝了一個140g左右的恒力保持係統,可以很好地保證鉬絲與導電塊之間處於良好的接觸狀(zhuàng)態,防止(zhǐ)絲鬆等現象的出現(xiàn)。
綜上所(suǒ)述,現(xiàn)有文獻對快走絲線切割機床(chuáng)的切割中斷絲問題進行了詳細的分析,提了很多斷絲原因,分析(xī)較為全(quán)麵,同時為了避免(miǎn)斷絲現象的出現也(yě)對機床結構、加工參數、加(jiā)工對象等等進行了改進研究,然(rán)而(ér)目前的文獻中(zhōng)針對導電塊結構的改進仍然涉及很少,所以筆者將針對DK77係列快走絲(sī)電火花線切割機床導電塊結構進行改進研(yán)究。
1 、現有導電(diàn)塊係統的分(fèn)析
目前,DK77係列快走絲電火(huǒ)花線切割機床的機械部分主要由床身、工作(zuò)台、運(yùn)絲(sī)裝置、線(xiàn)架、冷卻係統、夾具、防水罩等部件組(zǔ)成。導電塊是固(gù)定於機床線架上,由硬質合金材料製成的(de)高硬度、高密度、小體積、橢圓狀的導電配件。它是在高頻脈衝電源作用下,使電極絲帶電(diàn),形成高溫放電、火(huǒ)花擊穿而完成工件切削;是(shì)機床切割工件必不可少的導電裝(zhuāng)置。但是,導(dǎo)電(diàn)塊屬於易損裝(zhuāng)置,特別是在切割易氧化工件(像鋁質材料)時,導電塊本身產生火花放電(diàn)而被電極絲切割(gē),導致導電(diàn)塊夾絲、電極絲拉切(qiē)工件等斷絲現象,造成嚴重的加工事故。為了克服現有的DK77係列快(kuài)走絲電火(huǒ)花線切導電塊自我檢測及保護能力(lì)的不足,提出了(le)一種新型智能(néng)導電塊係統。
2、 智能導電塊係統分析
該係(xì)統是一種智能檢測和調節係(xì)統,用於DK77係(xì)列快走絲(sī)電火花線切割機床的安全切割和導(dǎo)電塊的自我(wǒ)防護。它是一種智能導電塊切換係統,該係統不僅能測出(chū)導(dǎo)電(diàn)塊自身產生(shēng)火花(huā)放電而被切割,而且能(néng)方便地進行導(dǎo)電(diàn)塊相對電(diàn)極絲移位(wèi)、旋轉及更換,以(yǐ)保證被切割(gē)工件處正常放電(diàn)、切割。
3、 智能導電(diàn)塊(kuài)係統工作原理
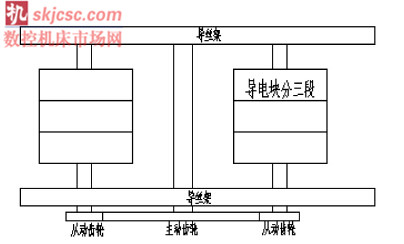
圖1 智能導電塊結構簡圖
本係統的關鍵技術是在(zài)導絲架蓋(gài)板上正對導電塊部位固定一個光敏電阻,把原來固定的(de)導電塊(kuài)中軸更換為可旋(xuán)轉和移動的雙軸雙導(dǎo)電(diàn)塊結構,這樣每個(gè)導電塊可分為3段6個工 作區(見圖1),每工作段之間可通過移動導電塊進行切換,每段的工作區可通過旋轉導電塊進行切(qiē)換。當工件處發生短路(lù)而(ér)導電(diàn)塊火花放電時,導電塊上方的光敏電阻檢測到(dào)火花放電,通過(guò)反饋線路不間斷地把信號(hào)返回到智能導電塊的(de)控製係統,反饋信號時間超過5s後,係統根據反饋信號對導電塊進行移動或旋轉操作,保證導(dǎo)電塊的正常工作。
4 、智能導電塊係統操作分析
當線切割機床導電塊自身被放電切割時,第一次反饋導電塊放(fàng)電信號,則當前使用的導(dǎo)電塊隨著其(qí)中軸少許下降並對導電塊進行180°旋轉(zhuǎn),準備下一次上升使用,同時另一個導電塊中軸上升接替工作;如果導電塊智能係統第二次接(jiē)收到導電塊放電信號,則執行與第一次相同的操作;當導電塊(kuài)智能係(xì)統第三次接收到導電塊放電信號時,則當前使(shǐ)用的導電塊隨著其中軸(zhóu)少許下降,同時2個導電塊均移動一個段(duàn)位(wèi),使導(dǎo)電塊新的段位開始(shǐ)工作;接下來將重複以上操作,直到三段六位全部(bù)損耗後進(jìn)行更換新導(dǎo)電塊。
5、 結論
通過本文導電塊係統的應用:①可以避免工件短路而導電塊通路時線切割(gē)機床出現(xiàn)拉絲切割或斷絲現象,保證切割工(gōng)件的完整性並節(jiē)省(shěng)加工時間。②可以充分利用(yòng)導電塊,減少導電塊的更換及損耗。
如(rú)果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據(jù)
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新(xīn)能源汽(qì)車銷(xiāo)量情(qíng)況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機(jī)床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據