


摘 要:石墨作為電火花加工電極材料具有很多優點,石(shí)墨電火花加工數控機床(chuáng)在模具行業已得到越來越(yuè)廣泛的應用。脈衝電源是電火花加工的(de)關(guān)鍵技術,研究石(shí)墨電火花加工數控機床的脈衝電源具有較高的應用價值。現從加工效(xiào)率和加工質量方(fāng)麵入(rù)手,設計了(le)適合石墨工具電極的電火花加工的複合脈衝波形,並設計了(le)相應的脈衝電源。
0 引言
石墨電火花加工數控機床是專用石墨工具電極進(jìn)行數控電火花加工的(de)機床。石墨工具電極,就是利用石墨製作成形的應用於電火花加工(Electrical Discharge Machining,簡稱EDM)的電極,區別於電鍍電極。石墨(mò)作為電(diàn)火(huǒ)花加工(gōng)電極材(cái)料,不僅具(jù)有易加工、重量輕、放電效率高、熱學性能好、變形小、不易
拉弧等優點,而且(qiě)石墨電極在長(zhǎng)脈衝粗加工時能吸附遊離(lí)碳來補償電極的損耗,相對損(sǔn)耗率低,代替銅電極已成為必然[1]。石墨電火花加工數(shù)控機床在模具行業已得到越來越廣泛的應(yīng)用。
脈衝電源是(shì)電火(huǒ)花加工的關鍵技術[2],脈衝電源對電火花加工的(de)生產率、表(biǎo)麵(miàn)質量、加工速度、加工過程的穩定性和工(gōng)具電極損耗等技術(shù)經濟指標有很大的影(yǐng)響[3]。
1 、適合石(shí)墨工具電極的電火花加工脈衝
1.1 影響(xiǎng)石墨電極電火花加工的(de)重(chóng)要因素
影響石墨電極電火花加工性能(néng)的因素有很多,如脈衝波形、工作液、加工麵積和加工極(jí)性選擇等,其中(zhōng)脈衝波形對電(diàn)火花加工特性有重要的影(yǐng)響。
電火花加工也(yě)具有(yǒu)局(jú)限性(xìng),最突出的是加工速度較慢和存在電極損耗[3],這既影響加(jiā)工效率,又影響模具加工(gōng)質量。加工速度與電極損耗都與脈衝能量(liàng)有關,能量(liàng)在兩極上的(de)分配對(duì)兩個電極電蝕(shí)量的影響是一個極為重要的因素(sù)[4]。
電火花加(jiā)工脈衝電源的可(kě)控參數有:脈寬、脈間、峰值電(diàn)流、開路電壓、脈衝的前沿上升率(lǜ)和後沿下降率。脈衝(chōng)前後沿變化率相對於(yú)脈衝寬度較小時,影響蝕除量的單(dān)個脈衝能量即(jí)為單(dān)脈衝放電能量。
由電火花加(jiā)工時的各種放電(diàn)狀態(tài)[4]可知,電火花放電間隙的(de)電阻呈非線性特性,擊穿後(hòu)間(jiān)隙上的火花維(wéi)持電壓是一個與電極(jí)對材料及工作液種類有關的數,與脈衝(chōng)電壓幅值、極間距離以及放電電流大小(xiǎo)等的關係不大,所以計(jì)算脈衝能量並(bìng)不能用峰值電壓,在煤油(yóu)中用石墨加工鋼時,約為25~30V[5]。故當石墨加工鋼時的脈衝能量為:
WM=(25~30)^iete (1)式中,WM為單個脈衝放電能量(J);^ie為脈(mò)衝(chōng)電(diàn)流幅(fú)值(A);te為電流脈衝(chōng)寬度(μs)。
由式(1)可知,正負極的電蝕量正比於平均放電電流(liú)的大小和電流脈衝寬度,對於矩(jǔ)形波脈(mò)衝電流,實際上正比於放電電流的幅值。在通常的晶體管(guǎn)脈衝電(diàn)源中,脈衝電流近似地為一矩形波。提高電火花加工速度的途徑在於:提高脈衝頻率f,增加單個脈衝放電能量WM,設法提高工藝係數K[4]。
在相(xiàng)同工藝條(tiáo)件下,對大型電極而言,提高加工速度的最有效途徑為(wéi)增加單個脈衝能量WM。這主要依靠加大脈衝電流和增加脈衝(chōng)寬度,即增加單個脈衝實際放電(diàn)時間,采用低頻長脈(mò)衝。這正是石墨電火花加工數控機床進行高速(sù)度粗加工所需的脈衝波形。
提高(gāo)電火花(huā)加工速度的另一個途徑就是提高脈衝頻率f。提高脈衝頻率主要受消(xiāo)電離時間(jiān)的製約,脈衝間隙時間過短(duǎn),放電間隙來不及(jí)消電離和恢複絕緣,容易產生電弧放電,燒傷工件和(hé)電極[4]。但如果在脈衝放電結束(shù)後立即反向瞬間放電,有利(lì)於縮短消電離(lí)時間。
文獻[4]對電極(jí)表麵溫度場分布的(de)研究表明,電極表(biǎo)麵放電點瞬時溫(wēn)度與瞬時放電總(zǒng)熱量(liàng)(與放電能量成正比)有關。如果(guǒ)采用高頻,減少工(gōng)具電極的熱量,電極表麵溫度仍相對較(jiào)低,依然損耗較少,而工件(jiàn)表麵溫度仍較(jiào)高(gāo)而遭到(dào)高(gāo)效蝕除,即進一步降(jiàng)低損(sǔn)耗比。這正是石墨電火花加工數(shù)控機床進行(háng)精加工所需要的脈衝波形。
1.2 適合石墨工具電極的(de)電火花加工脈衝適合石墨工具電極的波(bō)形有如下幾種[6]:
(1)矩形波。作用與特點:低頻脈衝能量大,脈衝加工速度高;高頻短脈衝光潔度好。
(2)梳形脈衝波形。作用與特(tè)點:具有高頻短脈衝光潔度好和低頻長脈(mò)衝(chōng)加工速度高、電極損耗(hào)低的特點。
(3)負尖峰脈衝。作用與(yǔ)特點:在矩形(xíng)波脈衝後的負尖峰脈衝有助於間隙的消電離,但將(jiāng)使電極損耗增大,用於較寬脈衝時,能減輕對電極的覆蓋現(xiàn)象。
結(jié)合以上分析,為適合石墨工具電極的電火花加工,進一步(bù)提高有效脈衝利用率,達到高速、低耗、穩定加工(gōng)的要求,應利用低壓低頻矩形長波脈衝(chōng)、高壓高頻矩形短波脈衝(chōng)與負尖峰脈衝(chōng)組合成為複合脈衝波形,如圖1所示。
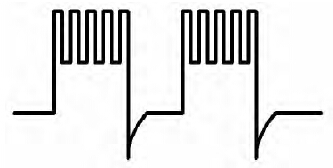
圖(tú)1 複合脈衝波形
2、 適合石墨工具電極的電火花加工脈(mò)衝電源的設計
2.1 複合脈衝電源
晶體管式(shì)脈衝電源不但(dàn)脈衝(chōng)頻率高、脈衝(chōng)參數容易調節、脈衝波形較好,而且是利用大功率晶體管(guǎn)作(zuò)為開關元件而獲得(dé)單向脈衝的,易於實現多(duō)回路加(jiā)工和自適應控製[4],所以高(gāo)頻部分采用晶體管式脈衝電源。
晶閘管式脈衝電源的輸出功率及最高生產率比晶體管式脈衝電源的大很多,因此起粗加工作用的低頻部分采用(yòng)晶閘(zhá)管式脈衝電源來提高輸出功率。
為了實現低壓低頻矩形(xíng)波脈衝(chōng)、高壓(yā)高頻矩形波脈衝與負尖峰脈衝組合的複合波形,在晶體管式脈衝電源和晶閘管式脈衝電源的基礎上,設計了複合脈衝電源,其原理如圖2所示。
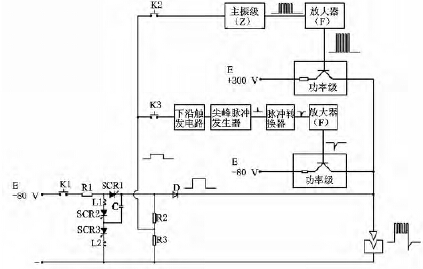
圖2 複合脈衝電源的原理圖
當K1開關(guān)按下時,晶閘管式脈衝電源工作。當主功率管(guǎn)SCR1和可控矽SCR3被觸發後,電流由電源E通過限流電阻R1、主功率管SCR1、檢測電(diàn)阻R3、放(fàng)電間隙電阻R2與放電(diàn)間隙構成回路,將電壓加在電極(jí)與工件兩極(jí)間,檢測電阻R3產生觸發信號;當充電回路轉入負(fù)半(bàn)周(zhōu)時,SCR3自行關斷;當可(kě)控矽SCR2被觸發導(dǎo)通時,主功率管SCR1被迅速關斷,電極與工件(jiàn)兩極間(jiān)沒有(yǒu)電壓,檢測電阻R3也沒有產生觸發信號。
當K2開關按下時,高頻電源工作。檢測電阻R3發來的(de)脈衝信(xìn)號觸發主振(zhèn)級自激振蕩產生高頻脈衝,經放(fàng)大後觸(chù)發晶體管功放級,產生適合(hé)精加工(gōng)的高壓(yā)高頻(pín)脈衝。
當K3開關按下時,負向尖波電源工作。檢測電阻R3發來(lái)的脈(mò)衝(chōng)信號經下沿觸發器、尖峰信號發生(shēng)器、脈衝轉換器產生負向尖波脈衝,再經放大後觸發晶體(tǐ)管功放級,在(zài)低(dī)壓低頻脈衝間隙產生負向尖波脈衝,加速消(xiāo)電離,縮短脈衝間隙。該電路中的整流二(èr)極管D能有效隔(gé)離高壓脈衝倒向低壓電路。
該複合脈衝電源以低(dī)壓低頻長脈衝為基礎,可根(gēn)據工況(kuàng)需(xū)要與(yǔ)高壓高頻短脈衝和負向尖波脈衝進行自由組合,具(jù)有較高的靈活性。
2.2 多(duō)回路脈衝電源
石墨(mò)電極重量輕(qīng),比重為1.7~1.9,約為(wéi)銅的1/5,對於大型電極可以減少工件重量,降低機床負荷和人工調裝難度,因此大型組(zǔ)合電極尤其適宜使用石墨材料。
製作組合電極(jí),這在大麵積、多(duō)工具、多孔加工時很有必要,如大型腔模加工以及電(diàn)機定子(zǐ)、轉子衝模、篩網孔等多孔穿孔加工中經常采用該組合結(jié)構[4]。如果使用與之相配合的多回路電源,可在保證一(yī)定粗糙度和(hé)精度下,比(bǐ)單個回路提高近幾倍的生產率。
多(duō)回路脈(mò)衝電源,即在加工(gōng)電源的功率並聯分割出相互隔離(lí)絕緣的多個輸出端,可以同時(shí)供給多個回(huí)路的放電加工。這樣不(bú)依靠增大單個脈衝放電能量,即不使表麵粗糙度變大(dà)而(ér)可以提高生產率[4]。多回路電源的控製部分,任意一個回路的(de)短路信號(hào)都能通過過程檢測、伺服控製來控製主抽頭回(huí)升,以保護電極不被燒傷(shāng)。當某一回路(lù)放電間隙短路時,電極回升,全部回路都得停止工(gōng)作。多回路脈衝電源一般采用2~4個回路,如電極間牽製(zhì)幹擾少,工況穩(wěn)定,回路數(shù)可適當增多。多回(huí)路(lù)脈衝電源中,同樣還可采用高低壓複合脈衝回路[4],如圖3所(suǒ)示。
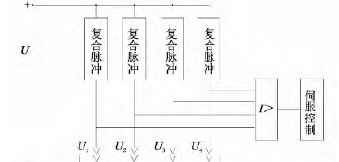
圖3 多回路脈衝電源
3 、結語
石墨電火花加工數控機床(chuáng)應用越來越廣泛(fàn),電火花加工數控機床的電源已發展到(dào)自選加工規準電源和智能化、自適(shì)應控製電源,但根據電極材料設計適用(yòng)的基本(běn)波形及(jí)複合波形依然是關鍵(jiàn)技術。依據石墨工具電極的加(jiā)工(gōng)特點,本文設計了適合石墨(mò)工(gōng)具電極的電(diàn)火(huǒ)花加工複(fù)合脈衝波形(xíng),並設計了複合脈衝(chōng)電源和多回路脈(mò)衝電(diàn)源,能有效提高電火(huǒ)花加工效率和加(jiā)工質量,具有較高的應用價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月(yuè) 新能源汽車產量(liàng)數據
- 2024年11月(yuè) 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽(qì)車產量數(shù)據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月(yuè) 分(fèn)地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據