


線切割加工(gōng)電極絲相對工(gōng)件位置調整的目的是為了保(bǎo)證切割(gē)型腔與工件外形或型腔(qiāng)與型腔之間有(yǒu)一個正確的位置關係,其(qí)實質是(shì)為了確定加工起點。線切割加工之前,應將電極絲調整到切割的起始坐標位置上,其調整方法有以下幾種:
1、目測法
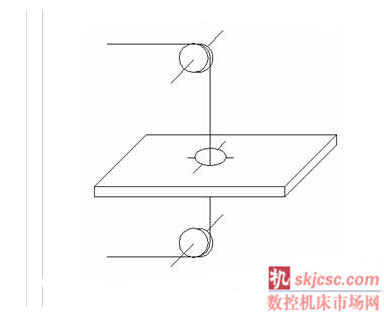
對於加工要求較低的工件,在確定電(diàn)極(jí)絲與工件(jiàn)基準間的相對位置時,可以直接利用目(mù)測或借助2~8倍的(de)放大鏡來進行觀(guān)察。下圖是利用穿(chuān)絲處劃出的十字基準線(xiàn),分別沿劃線(xiàn)方向觀察電極絲與基準線(xiàn)的相對位置,根據兩者的偏離(lí)情況移動工作台,當電極絲中心分別與(yǔ)縱橫方向基準線重合時,工作(zuò)台(tái)縱、橫方(fāng)向上的讀數就確定了電極絲中心的位置。
2、火花法
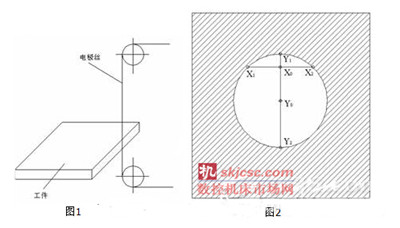
如圖1所示,移動工作台使工件的基準麵逐漸靠近電極(jí)絲,在出現火(huǒ)花的瞬(shùn)時,記下工作台的相應(yīng)坐標值,再根據放電間隙推算(suàn)電極絲中心的坐標。此法簡單易行,但(dàn)往往因電極絲靠近基準麵時產生的放電間隙,與正常切割條件下的放電間隙不完全(quán)相同而產生誤差。
3、自動找中心
所謂自動找中心,就是讓線切割電極絲在工件孔的中心自動定(dìng)位。此法是根據線電(diàn)極與工件的短路信號,來確定電極絲的中心位置。數(shù)控功能較強的(de)線切(qiē)割機床常用這種方法。如圖2所示,首先讓線(xiàn)電極(jí)在X軸方向移動至與孔壁接觸(使(shǐ)用(yòng)半程移動指令G82),則此(cǐ)時(shí)當前點X座標為X1,接著線電極往反方向移動與(yǔ)孔壁接觸,此時當(dāng)前點X座標為X2,然後係統(tǒng)自動(dòng)計算X方向中點座(zuò)標X0[X0=(X1+X2)/2],並使線電極到達(dá)X方向中點X0;接著在Y軸方向進行上述過程,線電極(jí)到達Y方向中點座標Y0[Y0=(Y1+Y2)/2]。這樣經過幾次重複就可找到孔的中心(xīn)位置,如圖6.11所示。當精度達(dá)到所要求的允許值之後,就(jiù)確定了孔的中心。
如(rú)果您有機床行業、企業相關(guān)新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產(chǎn)量(liàng)數(shù)據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走(zǒu)絲線切割(gē)機床的(de)發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒閉才
- 製造(zào)業(yè)大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工方法及(jí)工(gōng)裝設計
- 傳(chuán)統鑽削與螺(luó)旋銑(xǐ)孔(kǒng)加工工藝的區(qū)別