


【摘要】齒(chǐ)輪傳動(dòng)會被(bèi)廣(guǎng)泛(fàn)應用於各種機械中,具有傳遞功(gōng)率範圍大(dà)、傳動效率高、傳動(dòng)比準確、使用壽(shòu)命長、工(gōng)作可靠等優點,也存(cún)在對製造和安(ān)裝精度(dù)要求較高以及成本較高等缺點。齒輪加工的(de)基本要求是(shì)齒形準(zhǔn)確和分(fèn)齒均勻。齒輪的加工方法很(hěn)多(duō),最(zuì)常用的是切削加工法,此外,還有(yǒu)鑄造法、熱軋法等。齒輪(lún)的切削加工法可以分(fèn)為仿形法與(yǔ)範成法兩大類。單(dān)件齒輪在線切(qiē)割上加工,通過(guò)實際加工隻要控製好公法(fǎ)線長度的公差值,試用效果良好工作可靠,也能滿足高精度、傳動效率高等(děng)優點(diǎn)。
一、引言
齒輪加工的基本要求是齒形準確和分齒(chǐ)均勻。齒輪的加工方法很多,最常用的(de)是切削加工法,此外,還有鑄造法、熱軋法等。齒輪的切削加工法可以分為仿形法與範成法兩大類。仿形法是用與齒輪(lún)齒槽形狀相同的圓盤銑刀或指狀銑(xǐ)刀在銑床上進行加工,如下圖所示。指狀銑刀主要用於加工大模數(m>8mm)的齒輪(lún)。這種加工方法精度低,而且(qiě)是逐個(gè)齒(chǐ)切削,切削不連續,故生(shēng)產率很低,僅適用單件或小批生產低精度的齒輪。範成法也叫展(zhǎn)成法,它是利(lì)用齒輪的齧合原理來切削輪齒齒廓的。這種方法加工(gōng)齒輪精度較高,是目前輪齒加工的主要方法。範(fàn)成法種類很多,有插齒、滾齒、剃齒、磨齒等,其中最常用的是插齒和滾齒,剃齒和(hé)磨齒則用於精度和光潔度要(yào)求較高的場合。本文章根據單(dān)件齒輪在線切割上加工,通過實際加工隻要控製好公法線長度的公差值,試用效(xiào)果良好(hǎo)工作(zuò)可靠,也能滿足高精度、傳動效率高等優點。
二、在線切割上加工齒輪的背景
在針對汽(qì)車四輪移動式升降機現存的爬坡能力不足,行走速度偏快等缺陷進行了技術改造。
通過現場對該機實地測繪(huì),決定在汽車後橋(qiáo)輸入端增加一級減速機構。因受空間位置的限製,要求該機構應具備:結構緊湊合理、傳件受力與後橋傳動件匹配、拆裝維修方便。針對上述要求,做了以下設計:
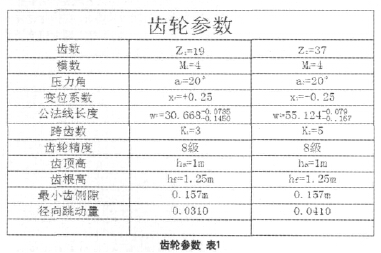
根據齒輪齧合(hé)理論,在(zài)中心距不變的情況下,齒輪采用高度變位,小齒輪變位係數為x1=0.25 大齒輪x2=-0.25(齒輪參數表1)因空間限製,減速(sù)箱(xiāng)厚度控製在95毫米以內(nèi),即在滿足深度的前提下,減速箱結構緊湊。
三、齒輪公法(fǎ)線長度的準確公差值在線切割機上實現原理(lǐ)
目前齒輪齒形的加(jiā)工一般在滾齒機、插齒機上進行。其公法線長度範圍控製比較容易。如果在線切割機床上加工漸開線齒輪,首先要(yào)解決控製齒輪公(gōng)法線長度的公差範圍,需要根據公差值確定鉬絲(sī)的補償量。現以(yǐ)小齒輪的加工為例,介紹齒形的加工過程:為了保證公法線長度(dù)30.669mm,鉬(mù)絲的讓刀控製在齒圈(quān)一側(cè);公法線長(zhǎng)度的公差控製在-0.079~-0.145mm之間,取公差範圍的中間值-0.112mm。即鉬絲在齒輪(lún)輪廓線上讓(ràng)刀量為0.055mm;在計算機上設定(dìng)公(gōng)法線長度為30.669mm-0.112mm=30.557mm。加工後放大、小齒輪輕單向和裝配後檢(jiǎn)驗。齒輪雙徑向跳動,同軸度兩齒輪齒(chǐ)隙0.17mm均符(fú)合圖紙要求。
因此單件或試驗性階段加工齒輪是可行的。齒輪在線切割機(jī)上加工也能準確的控製在(zài)公法線長度的(de)公差值。
四、結(jié)束語
單件齒(chǐ)輪在線(xiàn)切割上加工,控製好公法線長度的公差值,滿足工作可靠,也能(néng)滿足(zú)高精度、傳動效率高等優點。
如果您有機床(chuáng)行業、企業相關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能(néng)源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分(fèn)地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據