數控")



三通道機床自動上下料控製(zhì)方法應用
2020-6-5 來源:武漢華中數控(kòng)股份有限公司 作者:李健 石江勇
摘要:當前製造業競爭日益激烈,產(chǎn)品性價比與產能限製為許(xǔ)多中小企(qǐ)業提供了生存空(kōng)間,也是大(dà)型企(qǐ)業搶奪市場份(fèn)額(é)的終極利器(qì)。現介紹一(yī)種三通(tōng)道機床自動上下料控(kòng)製方(fāng)法(fǎ),即一個數控係統控製兩個加工通道異步加工,並且兩個加工通道共用同一機械手,非常適用於大批量產品加工,對降(jiàng)低成本與提高產能有顯著(zhe)的效果。
關鍵詞:數控係(xì)統;多通道(dào);宏程序;機械(xiè)手
0 引言
三通道(dào)機床[1]由兩個加工通道(dào)與一個機械手通(tōng)道(dào)組成,兩個加工通道分別有兩(liǎng)個加(jiā)工(gōng)工位,機械手負責四個工位的自動取放料,從而提高機械手的利用率。由於機械(xiè)手與機床由同一數控係統控製,係統的穩定性大大增加,適合大批量(liàng)生產。
1、 框架式宏程序控製方(fāng)法
目前,三通道機床在大多數情(qíng)況下是一種特(tè)殊的需(xū)求,框架程序能很好地支持這種需求,首先,它(tā)可以在不修改用戶G代碼、不修改軟件算法的情(qíng)況下(xià)完成通道之(zhī)間的通信,還可(kě)以再擴展為多工位,並且可以實現多工位獨立刀補等功能。
框架程序與用戶程序的關係(xì)及區別如(rú)圖1所示,從裝機到客戶現場(chǎng)開始加工,中間要經過數次調機的過程,為了避免機床調試人員及操作人員誤操作,在軟件設計時,需將(jiāng)框(kuàng)架(jià)程(chéng)序設(shè)置(zhì)為用戶不可見,隻對擁有(yǒu)管理員權限的高級應用工程師開放。
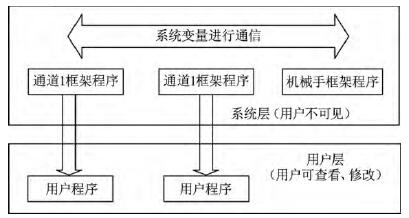
圖1 框架程序示意圖
從用戶的角度來(lái)看,用戶完全不會感覺到框架程序的存在,隻需在用戶程序中完成(chéng)刀具軌跡部分即可。一些陣列、工件(jiàn)補償的(de)功能在框架程序中已自動調用,並且這些功能所需的參數會用更加友好的用(yòng)戶界麵呈現(xiàn)在用戶麵前。
2 、單工位流程
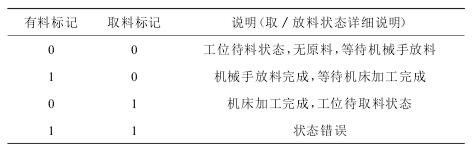
圖2僅僅是整個(gè)工作流程中的一部分,這種多通道(dào)多工位的控製方法的主要特點就是各個(gè)通道是異步的,沒有固定流程,整個過程(chéng)完全靠各個標記進行協調。係統變量作(zuò)為各個通道、工位通信(xìn)的紐帶,它會單獨(dú)存儲(chǔ)每個(gè)工位的有料、取料標記,機床通過有料(liào)標記判斷該工位是否需要加工,機械手通過取料(liào)標(biāo)記判斷是否需要取料。如果有多個工位,則(zé)按(àn)照工(gōng)位順序依次運行。標記狀態說明(míng)如表1所示。
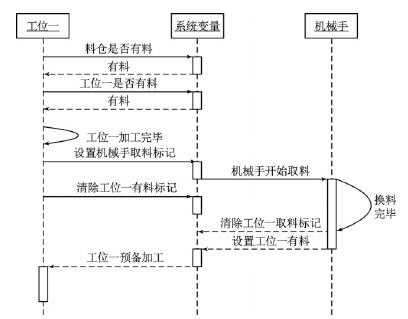
圖2 單工位加工機械手換料順序圖
表1 取/放料標記狀態圖
3、 通道框架程序
框架程序如(rú)下[2]:
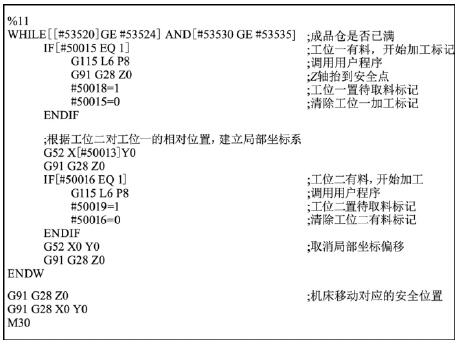
%11為通道1的框架(jià)程(chéng)序,第1行通過WHILE指令進行循環(huán),#53520與#53524分別是取料槽數與取料槽總數,#53530與(yǔ)#53535分別是放料槽數和放料槽總數,機械(xiè)手每次從取料槽拿出一片(piàn)玻璃,則取料槽數加1,加工完後放入放料槽,然後放料槽數加1。當取料槽數達到總數時(shí),說明取料槽中毛坯料已取完,放料槽數達到總數(shù)時,說明放(fàng)料槽已裝滿,出現這兩種情況時,都(dōu)不能繼續加工(gōng)。
第(dì)2行,通過IF指(zhǐ)令判斷工位一(yī)上(shàng)是否(fǒu)被機械手放料,機械手取毛坯放在工位一上時,會將#50015設置(zhì)為1,工位一上料加工完畢時,會將#50015設置為0,所以當#50015為1時,說明工位一上的毛(máo)坯已準備好(hǎo),處於待加工狀態。第(dì)3行,“G115 L6 P8”指令是(shì)調用用戶的程序,使機床開始加工工件,該指(zhǐ)令(lìng)不(bú)是標準指令,但功能(néng)類似於標準指令的“M98 P_”。第(dì)4行是機床回到參考點指令,便於機械手來(lái)取料,也便於移動到工位二(èr)加工。第(dì)5行,#50018是待取料標記,機械(xiè)手檢測到該(gāi)標記(jì)為1後,會過來取(qǔ)走該(gāi)工位的料放入成品倉,如果原料倉還有毛坯料,還會為該工位換(huàn)上一片新的毛坯料(liào),等(děng)待加工。第6行,#50015即前文所述有料標記,在毛坯加工成成品後,需清除該標記。
經過上述步驟,完成(chéng)了工位一的加工(gōng),然後進入工(gōng)位二的加工(gōng),流程與工位一(yī)基本一致,唯一不同的是工件坐標係。工位二(èr)的工件坐標係是在工位(wèi)一的基礎上建立的局部坐標係,在工(gōng)位二加(jiā)工完(wán)後還需取消局部坐標係。工位二在加工完畢後,需設置對應工位的取料標記為1,並清除加工標(biāo)記。通道二與通道一的加工過程一致,僅僅所使用的變(biàn)量不同。這種控製方法對機床結構還有一定要求:所有的軸(zhóu)移(yí)動都不能使工(gōng)作台移動,工作(zuò)台必須是相對地麵靜止的。這(zhè)樣工件無論在機械手的(de)坐標係中還是在機(jī)床的坐標係中(zhōng)都(dōu)是靜止的,保證機床和(hé)機械手互不幹涉。另外,對機床(chuáng)精度有一定要求,因為工位一與工(gōng)位二間隔了一段距離,如果機(jī)床在兩個地方運動的精度(dù)不一致(zhì),則會對補償造成一(yī)定的麻煩。
4 、結語
這(zhè)種三通道機床能極大地提高產能,在生產現場優勢十分明(míng)顯。框(kuàng)架程序的方案可擴展性較好,也是目前三通道機床控製方案中比較穩定的(de)方案,適用於大規模生產。目前,采用該方案的數控係統已在數個大型生(shēng)產車間使用,未來(lái)類(lèi)似的多通(tōng)道機(jī)床還有很(hěn)大的需求空間。
投稿箱:
如(rú)果(guǒ)您有(yǒu)機(jī)床行業(yè)、企業相關新聞稿件發表(biǎo),或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您有(yǒu)機(jī)床行業(yè)、企業相關新聞稿件發表(biǎo),或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信(xìn)息

業(yè)界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型(xíng)乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量(liàng)數據(jù)
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分(fèn)地區金(jīn)屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃(cuì)
| 更多