



基於發那(nà)科數控係統的四自由度自動(dòng)上下料係統設計
2020-5-29 來源: 蘇州大學應用技術(shù)學院 作(zuò)者:李東亞
摘要: 為提高生產效率實(shí)現無人自動化工廠(chǎng),以運(yùn)動控製開發係統、數控係統、加工中心機床主體和四自由(yóu)度機械手自動送料機構為開發平台,通過運動控製開發(fā)係統(tǒng)對四自由度機械手的搬運路徑規劃設(shè)計,協同數控係統及加工中心機床主體構成一個(gè)柔性製造單元,使該平(píng)台具備自動上料、自(zì)動裝夾、自動加工、自動下料的功能,是傳統(tǒng)製造業的轉型升級的一個典型案例。
關鍵詞: 自動上下料; 運動控製開發係統; 搬運(yùn)路徑
0 前言
隨著(zhe)工業 4. 0 以(yǐ)及中國製造 2025 規劃的提出,製造業的轉型升級為數控裝備技術的發展起到了很大(dà)的推動作用,數控加(jiā)工技術(shù)的應用已(yǐ)成為加工製造(zào)業(yè)的主流,在這樣的技術背景下,該平台以發那科 0imate MD 數控係統 “VMCL850 型數控加工中心” 為應用對象,利用該(gāi)平台的運動控製開發係(xì)統、數(shù)控係統(tǒng)、四自由度機械手自動送料機構等設備(bèi)的硬件和(hé)軟件資源,結合運動控製、先進製造的工程應用需求,通過對數控設備軟、硬件進行參數設置和機械手自(zì)動送料機構進行係統參數設置、工作(zuò)路徑設置,使數控加(jiā)工中心與機械手自動送料機構協(xié)同(tóng)工(gōng)作構成一個柔性製造(zào)單元,實現自動(dòng)上料、自動裝夾、自(zì)動加(jiā)工(gōng)、自動下料的功能,使加(jiā)工生(shēng)產線(xiàn)實現無人自動化生(shēng)產,以提高生產效率。
該係統主要(yào)應用在加工製造業,尤其在加(jiā)工密集型產業的地區,麵臨產業的轉型升級,隨著中國製造2025 規劃的提出對工廠無人化和降低工(gōng)人勞動強度的要(yào)求,模塊化自動上下料柔性製造單元作(zuò)為加工中心的基(jī)礎和輔助部件越來越受(shòu)到機床製造商(shāng)和用戶(hù)的重視(shì),使整個加工製造業的產(chǎn)業化能力得到很好的(de)提高(gāo); 該部件實際上是數控機床中一個典型點位控製機床的延伸和發展(zhǎn),對工件輸送的速度(dù)要求高和定位準確,該技術的研(yán)發,集通訊、氣動、傳感器檢(jiǎn)測、機械機構、數控功(gōng)能於一體,有機組合(hé)了(le)機械手與數控機床的功能,降低了工人的勞動強度,工(gōng)件的上(shàng)下料及自動加工連接緊密,因而大大提高了工作效率,具(jù)有較好的推廣應用價值[1-7]。
1、上(shàng)下料係統的組成及機械結(jié)構設計(jì)
上下料(liào)係統主要(yào)由(yóu)數控係(xì)統、運動(dòng)控製開發櫃(guì)、加工中心、四軸機械手自動送料機(jī)構等輔助部件組成,其布局如圖 1 所示。
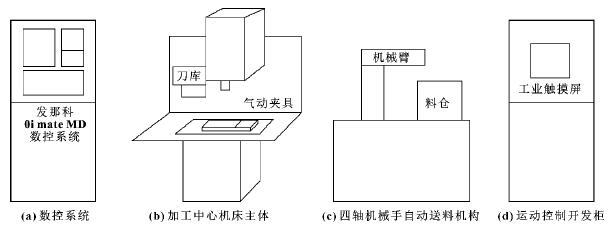
圖 1 上下料係統布(bù)局示意圖
( 1) 數控係統
主要由(yóu) VMCL850 型加工中心機床主(zhǔ)體(tǐ)、發那科0i mate MD 數控係統、交(jiāo)流伺服(fú)係統、主軸(zhóu)驅動單元、控製信號接口單元、24 工位刀庫(kù)和電氣元件等組成,主要用於加工零件和數控係統參數設置。
( 2) 運動控製(zhì)開發係統
包括工業觸摸屏、交流(liú)伺服(fú)係統、控製信號接口(kǒu)單元和電氣元件等,主要用於設置四軸機械手的參數和(hé)運動軌跡。
( 3) 機械手自動送料機構
由一台平麵關節機械手和兩套(tào)物料(liào)料(liào)位組成。平麵關節機械手包括分別由伺服電(diàn)機經(jīng)減速機 ( 減(jiǎn)速比 1 ∶ 100) 驅動在水平方向旋轉的 1 個(gè)大手臂、1 個小手臂,由氣(qì)缸驅動手腕上下運動的 1 個移動關節和由旋轉氣缸驅動的 1 個手腕關節及兩套氣動手爪等;物料(liào)架各設有 6 個物(wù)料位,由直流電機驅動,料位上(shàng)安裝活動托盤形,以便於適(shì)應(yīng)不同形狀的(de)零件,同(tóng)時料位下方安裝接觸式傳感器,用於判斷是否放置物料,機(jī)械手自動(dòng)送料機構的結構示意圖見圖 2。機械手將半成品物料位抓取半成品工件放置到加(jiā)工中心上的氣動夾具內(nèi),等待加(jiā)工完(wán)成後,將加(jiā)工後的成品工件抓取放置在成品(pǐn)料倉內。
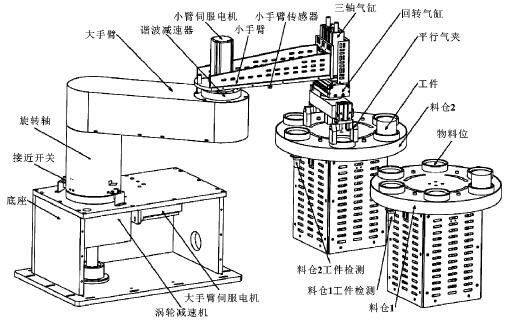
圖 2 機械(xiè)手送料機構機械結構圖
( 4) 輔助部件
上下料係統的輔助部件主(zhǔ)要(yào)有夾具、氣泵、加工刀具及其連接線等組(zǔ)成,夾具配有帶磁環傳感器的水平氣缸,可以方便地調節氣缸的行程,同時帶有直線導軌滑塊導向機構,設計行程為 20 ~ 300 mm,該氣缸的夾緊接觸零件部位采用可拆卸(xiè)式 V 型結構,主要用於夾緊圓柱形零件,同時還可以(yǐ)更換為平口結構用於(yú)夾緊方形零件,采用平口鉗的結構形式,可以實現快遞定位(wèi)和實現工件夾緊與鬆開功能; 同時配(pèi)有(yǒu)節流閥用於控製氣缸(gāng)夾緊力的大小,以適應不同材質的工件[9]。
2、 上下料係統(tǒng)的控製係(xì)統設計
2. 1 係統功能
該係統主要由運動(dòng)控製(zhì)開發係統、數控係統、四軸搬運機械手和加工中心四(sì)部分組成一個柔性製造單元,自動完(wán)成零件的加工與搬運; 數控係統由發那科(kē)0i mate MD 數控(kòng)係統和電氣裝置組成(chéng),通過編製的程序控(kòng)製加工中心完成零件的加工,同時(shí)還接收和發(fā)出對運動控製開發係統的開始加工和完成信號; 四(sì)軸搬運機械手(shǒu)主要用(yòng)於接收(shōu)運動控製(zhì)開發係統的搬運信號(hào),完成零(líng)件的(de)自動上下料功能(néng)[9-10],幾者之間的關係功能和邏輯控製關係如圖(tú) 3、4 所示。
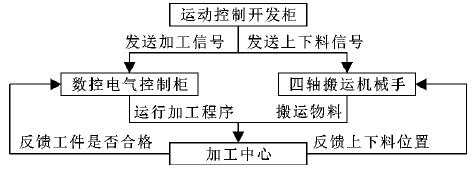
圖 3 上下料係統功能圖
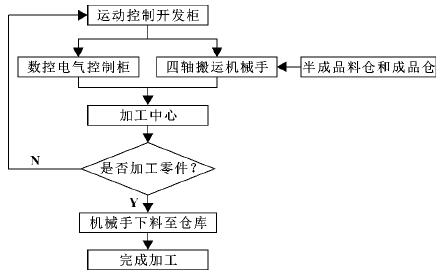
圖 4 上下料(liào)係統邏輯控製圖
2. 2 四軸搬(bān)運機械手的運動軌跡設置
根據零件的形(xíng)狀(zhuàng)及其加工工藝要求,通過運動控製開發係統中的 MCGSTPC 觸(chù)摸屏對機械(xiè)手自(zì)動送料機構的運行軌跡進(jìn)行設置。
( 1) 運動軌跡規劃,根據機床、料倉、機械手大小及其各自的幹涉(shè)位置(zhì),先對(duì)機械(xiè)手自動送料機構運動路(lù)線進行規劃,如(rú)圖 5 所示。
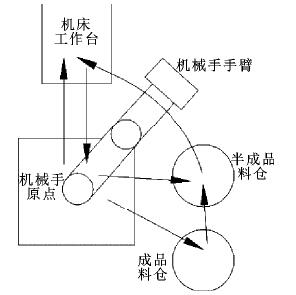
圖 5 機械手運行軌跡示(shì)意圖
( 2) 加工路徑的設置
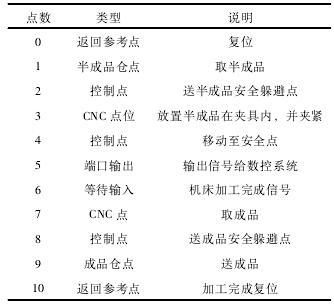
根據(jù)機械手運動(dòng)路線(xiàn)的規(guī)劃,利用觸摸屏對機械手自動上下料機構的(de)路徑進行編輯,根據機(jī)械手的工作流程 ( 圖 6) ,可以將機械手運行步數設置為 0-10,見表 1 所(suǒ)示。
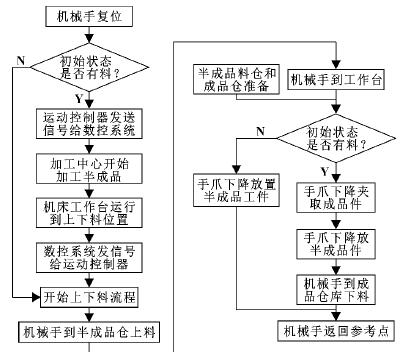
圖 6 機械手的工作(zuò)流程圖
表 1 機械手運行步數說明
3、 實例
根據該平台的功能要求,選擇一個常用的圓柱形零件進行弧麵加工測試,采用 CAXA 軟件進行建模設(shè)置刀具生成加(jiā)工程序,通過四自(zì)由度機械(xiè)手完成自動上下料的功能,其機械手在零件加工中的應用工藝流程圖如圖 7 所示。
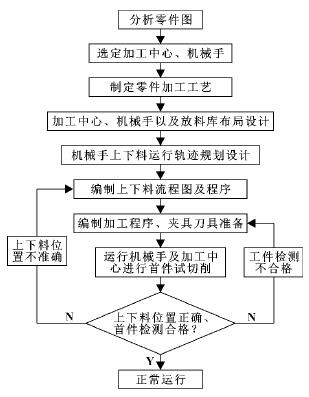
圖(tú) 7 零件工藝流程圖
4 、結束語
通(tōng)過(guò)對該平台的係統進(jìn)行測試(shì),可以實現自動上下料的功能,該係統主要在以下幾個方麵可以對係統在實際中的應用起到推廣作用。
( 1) 氣動夾(jiá)具的夾緊(jǐn)行程通過電(diàn)磁傳感器(qì)進(jìn)行設置,夾緊力通過節流閥進行流量調節和壓力控製,同時夾(jiá)緊端采(cǎi)用活動塊(kuài)構成(chéng),以便(biàn)適應夾(jiá)緊不同大(dà)小、形狀、材質的零件,以適應(yīng)加工的需求(qiú); 同時氣動夾 具具有動作(zuò)準確、快(kuài)速,很 好 地 提 高 了 加 工效率。
( 2) 數控電氣控製係統的開放性,用戶(hù)對刀具(jù)快速移動速(sù)度以及加工時的空行程速度可以方(fāng)便地設置,可以提高零件的加(jiā)工效率(lǜ); 結合三維軟件建立零件模型、設(shè)置刀具參數、切削(xuē)參數、刀路軌跡參數完成加工(gōng)工藝的設計,通過局域(yù)網與數控係統(tǒng)進行聯機完成零件的加工,簡化了工作人員的編(biān)程,降(jiàng)低(dī)了(le)對工作(zuò)人員技能的要求。
( 3) 基於(yú)機械手(shǒu)運動(dòng)控製開發係統的開放性,通過觸摸屏使(shǐ)客戶可以根據自己的功能需求設置機械手的運行軌跡,合理調整機械手、加工中心和料倉的(de)相對(duì)位置並進行路徑優化,減少控製點的位置,提高(gāo)工件的搬運效率。
投稿箱:
如果您有機(jī)床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情(qíng)況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據(jù)
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金(jīn)屬(shǔ)切削機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽車(chē)產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據