州數控")



基於宏程序的梯形螺紋加工程(chéng)序編製
2020-6-4 來源: 遼寧軌道交通職業(yè)學院 作者:陳國(guó)奇,劉一(yī)波
摘要:結合典(diǎn)型梯(tī)形(xíng)螺紋加工實(shí)例(lì),詳細介紹宏程序(xù)的編程(chéng)方法。采用左右交替(tì)進刀法和分層切削方法對(duì)梯形螺紋加工程序進行編製,利用宏程序的編程方法可(kě)進一步簡化梯形螺紋的編程(chéng),為梯形(xíng)螺紋車削加工起到(dào)指導作用。
關鍵詞:宏程序;梯形螺紋;數控加工
0、引言
梯形螺(luó)紋的牙型角一般為 30°,按旋向(xiàng)可分為(wéi)右(yòu)旋螺紋和(hé)左旋螺紋兩種,一般大型的機械設備上的(de)傳動都會用到梯形螺紋。在數(shù)控車加工指令中一般采用(yòng)G76來實現梯形螺紋的加工,除了第一刀切(qiē)深和精加工可以(yǐ)控製外,切削循環過程(chéng)的背吃刀量是由機床根據參數進行內部運算得到的,這樣容易產生紮刀現象。因(yīn)此,本文運用宏程序來進行梯形螺紋加工程序的編製,為梯形螺(luó)紋確定一個合理(lǐ)的加工方案。
1、梯形螺紋(wén)的加工工藝分析
1.1 零件圖分析
梯形螺紋零件如圖 1 所示。該零件為 Tr38×6的單線米製梯形螺紋,材(cái)料為45鋼,其兩端直徑 為Φ20mm;在對梯形螺紋(wén)編程加工前,其外徑(jìng)和軸向尺寸都已加工完(wán)成,在這(zhè)裏隻需要(yào)加工梯形螺紋部分。
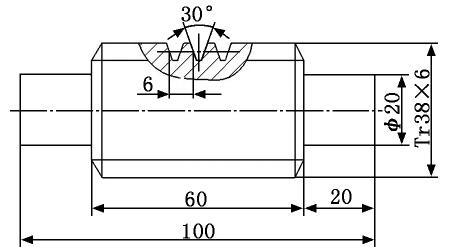
圖1 梯形螺紋零件圖
1.2 工藝路線分析
該零件裝夾時,利用三爪自定心卡盤采用一夾一頂方式,用百分表進行找正。刀具選用 30°梯(tī)形螺紋刀,刀尖寬度(dù)小於螺紋小徑的寬度,為了減小螺紋加工誤差,刀具數量為2把,分別用於粗(cū)、精加工。量具選(xuǎn)用0mm~150mm 卡尺、25mm~50mm 外徑千 分尺、25mm~50mm 公法線千分尺配帶(dài)三針。同時三針測(cè)量需要計算(suàn)測量時的理(lǐ)論(lùn)數(shù)值,其計算公式(shì)為:
M=d+4.864D-1.866P .
其中:M 為三針實測的螺紋中(zhōng)徑理論值;d 為螺紋的(de)中徑;D 為鋼(gāng)針的直徑,D=0.518P,P 為螺距。
1.3 編程思路規劃(huá)及切(qiē)削參數設定
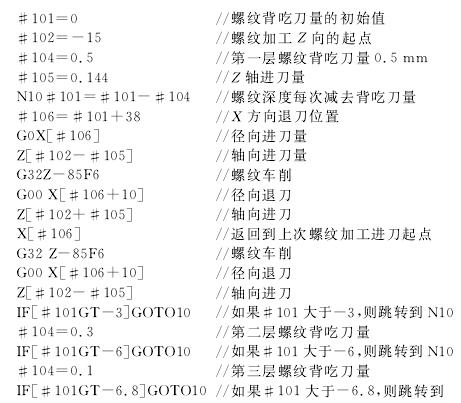
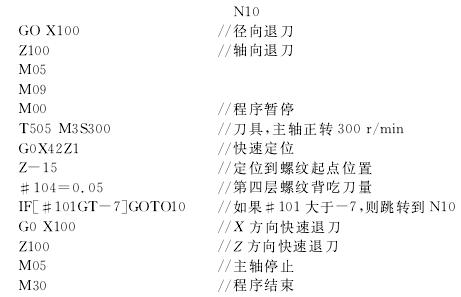
在車削梯形螺紋時可以參照加工(gōng)普通三角螺紋的走刀動作來完成定位、進刀、加工(gōng)螺紋、退刀這幾個動作(zuò)。首先選用粗加(jiā)工(gōng)梯形螺紋刀,對刀點為刀尖(jiān)的位置,由(yóu)零件圖可知要加(jiā)工的是螺距為6mm 的梯形螺紋,宏程序編製采用左右(yòu)交替分層(céng)切削方法。程序的大概思路為:刀具快速定位到 X=38、Z=-15的位置設定(dìng)第(dì)一刀螺紋起始點,把0賦值給#101為背吃刀量的初始值,-15 賦 值 給 #102 為 螺 紋 加 工 Z 向 起點,0.5賦值給#104為(wéi)第一層背吃刀量,0.144賦值(zhí)給#105為Z 軸進刀量。設#101=#101-#104為徑向(xiàng)車削的每次背吃刀量,#106為 X 方向退刀量。經 過 G0 X [#106]使 X 方 向 進 刀,Z[#102-#105]為Z 軸進刀量,運用 G32螺紋(wén)指(zhǐ)令加工螺紋螺距為6mm,進行第一刀螺紋加工,Z 軸到達螺紋終點之後使用 G00 X[#106+10]進行 X 方向退刀,經過運(yùn)行Z[#102+#105]確定Z 向定位,然後進行第二刀 X 定位,在第一刀的基礎上(shàng)遞減0.5mm 距(jù)離(lí)進行G32螺紋(wén)切削(xuē),以(yǐ)此類推,直至滿(mǎn)足條件IF[#101GT-3]GOTO10(如果#101大於-3,則程(chéng)序跳轉到 N10程序段)。條件(jiàn)語(yǔ)句一共使用4個,分別(bié)為第一(yī)層切(qiē)削吃刀量0.5mm,第二層切削吃(chī)刀量0.3mm,第三層切削吃刀量 0.1 mm,第 四(sì) 層 切(qiē) 削 吃 刀 量 0.05 精 加工;當加工到第三層,加工之後程序暫停,換(huàn)精加工刀(dāo)具,其(qí)對刀點與粗加工對刀點重合。繼續運行程序,當條件語句不(bú)滿足時跳出循環體外,運行IF[#101GT-7]GOTO10以下程序,最後 M30程序結束。
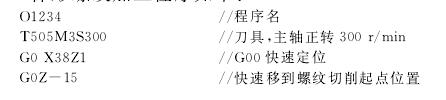
2、梯形螺紋加工程序(xù)
梯形螺紋加(jiā)工程序如下:
3、梯形螺紋加工仿真
梯形螺紋加工程(chéng)序編製完成後,利用 VERICUT 仿真軟件進行切削仿真模擬,以校驗加工程序的準確性,這樣可以清晰地觀察刀具的運行路徑,直觀地發現錯誤或不符(fú)合加工梯形螺紋的走刀方法,避免在(zài)機(jī)床上運行導致(zhì)撞機或不必要的錯誤(wù)。程序的驗證(zhèng)結果如圖2所示(shì)。
圖(tú)2 梯形螺紋仿真加工。
4、結束語
運用宏程序加(jiā)工梯形螺紋(wén)實現(xiàn)了左右交替分層切削方法(fǎ),該方法是加工梯(tī)形螺紋(wén)一個較為典型的方法。靈活地使用(yòng)#104變量(liàng)重新賦值來控(kòng)製每層(céng)的背吃刀量變化,解決了螺紋加工後期吃刀量大的問題,使整個梯形螺紋加工的效率、精度均有所(suǒ)提高。
投稿箱(xiāng):
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能(néng)源汽車產量數據(jù)
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽(qì)車產量(liàng)數據
- 2028年8月 基本(běn)型乘用車(chē)(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一(yī)台加工中心(xīn)精度的幾種辦法
- 中走絲線切割機(jī)床的發展(zhǎn)趨勢
- 國產數控係(xì)統和數控機床何去(qù)何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉(bì)才(cái)
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點(diǎn)製造
- 現實(shí)麵前,國人沉默。製(zhì)造業的騰飛(fēi),要從機床
- 一文搞懂數控(kòng)車床加工(gōng)刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別