



基於 802Dsl 的主軸換擋設計
2020-6-5 來源: 中航飛機股份有限公司 作者:程雪峰
摘要:本文以運用西門子 802Dsl 實現 MCP-1000D 數控機床主軸換擋功能為例,說明了換擋機構的組成,換(huàn)擋的(de)工作原理,並給出了詳盡的PLC 程序用來描述主軸換擋的整個過程,對換(huàn)擋過程中的可能出現的脫擋問題,給出了解決方法。
關鍵詞:主軸換擋;擺動運行(háng);脫擋
0、引言
對於零件加工,無論是(shì)對同一零件不同工序,還(hái)是對同類零件不同材料(liào),為實現良好的零件加工光度,從工藝上對機床主軸有一定的切削扭矩和轉速要求。機(jī)床(chuáng)主軸電機受製於機床大小,工作在恒功率區(qū)間或恒扭矩區間的電機狀態往往並不能直接滿足零件的加(jiā)工要求,這時就需要在主軸電機和機床主軸(zhóu)之間加入換擋機構實現對(duì)機床主軸進行調速。本文通過對運用西門子 802Dsl 實現 MCP-1000D 機械主軸換擋功能為例進行說明(míng),來闡述數控機床(chuáng)換擋的工作原理(lǐ)和調試方法。
1、主軸(zhóu)變速(sù)箱(xiāng)換擋機構
MCP-1000D 機械主軸變速箱有兩個擋位。液壓缸活塞帶動撥叉使一組滑移(yí)齒輪上下移動,不同的滑動(dòng)齒輪分別與和主(zhǔ)軸同軸的大小齒輪完(wán)成其中一組齧合,從(cóng)而達到齒輪比切換的目的。換擋指(zhǐ)示杆在這一過程中處於(yú)不同的位置,通過接近開關識別,指示當(dāng)前齒輪箱是處於高擋還是低擋(dǎng)[1]。
2 、主(zhǔ)軸(zhóu)的換擋指令
在西門子 802Dsl 數控係統中實現主軸換擋可以通過兩種指令方式來實施:(1)通過 M40Sxxx 完成(chéng)。係統可將 S 指令之後的主軸轉速值與內部的擋位轉速表進行比較(jiào),判斷主軸(zhóu)轉速輸出是否適合變(biàn)速箱當前擋位,如果當前(qián)擋位不合適,機床會自動完成換擋。(2)通過M41 等完成。M41~M45 分別是對應主軸變速箱 5 個擋位的 NC 指令。係統會根據操作者的(de)指令意圖直接完成換擋。還有一種方(fāng)式(shì),直接輸入 M03Sxxx,機床會根據 S 指令之後的主軸轉速值完成(chéng)換擋,並最終達到(dào)要求的主軸轉(zhuǎn)速。
3、機床參數
數控機床 MCP-1000D 要完成對主軸高低換擋控製,在西門子802Dsl 係統中需設置的主(zhǔ)要參數見表 1,換擋轉速(sù)參數設定含義(yì)圖 1。
表 1 主軸高低擋控製主要參數

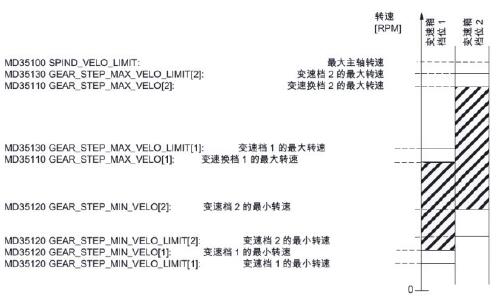
圖 1 自動換擋(dǎng)時轉速範圍(wéi)說(shuō)明
4 、換擋(dǎng) PLC 程序(xù)
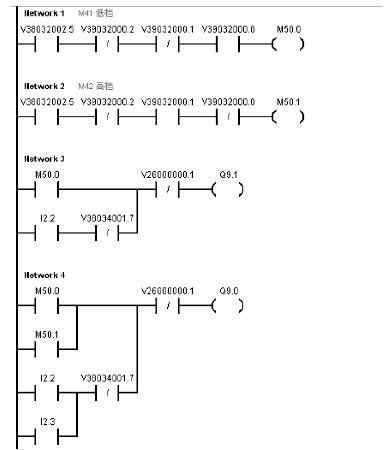
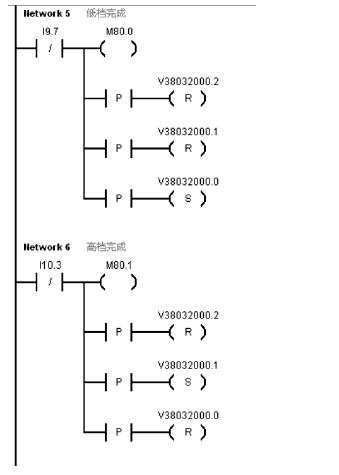
MCP-1000D 主軸換擋的 PLC 梯形圖如下:

換擋 PLC 梯形圖中的(de)主要信(xìn)號說明見表 2。
表 2 換擋信號說明表
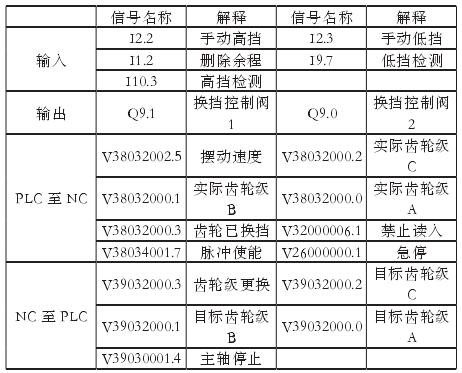
對於數控機床最重要的是(shì)要處理好兩類信號(hào)。一類是(shì) PLC 至(zhì)NC 的信(xìn)號,這類信號(hào)是要通過 PLC 編(biān)程置位 NC 的接口。比如V380x2002.5,含義為“擺動速度”,隻有通過 PLC 編程置位該(gāi)信號(hào),數控係統才能使機床主軸從控製方式轉入(rù)擺動方式,擺動方式是主(zhǔ)軸完成自動換擋的重要(yào)步驟。另一類是 NC 至 PLC 的信(xìn)號,這類信號是數控係統將(jiāng)自身的命令或者狀態通過接口(kǒu)傳遞給 PLC,再由 PLC 通過其程(chéng)序進行邏輯處理,或直接激(jī)活輸出讓外部執行器件動作。比如 V390x2000.3,含義為“齒輪級需要改變”,數控係統根據 M41 至M45,或 S 指令(lìng)後的(de)轉速值判斷需要改變當前齒輪(lún)級,隨(suí)即激活該信(xìn)號(hào)。
PLC 程(chéng)序可利用該信號去激活“擺動速度”V380x2002.5,或去命令換擋油缸動作(zuò)。信號中的“x”代表軸代碼,一般 X 坐標為 0,主(zhǔ)軸為 3。
由 Network8, 當數控係統確定需(xū)要變換(huàn)齒輪級時激活V39032000.3,主(zhǔ)軸降速至 0 或主軸(zhóu)是停止狀態,通過上升(shēng)沿置位V38032002.5。V39032000.2,V39032000.1,V39032000.0 組成二進製碼目標齒輪級,Network1 中為 001 代表低擋,對應(yīng) M41 指令;Network2中為 010 代表高擋(dǎng),對應 M42 指令[2]。在 Network1 和(hé) Network2,分別由 V38032002.5 通過(guò)目(mù)標齒輪(lún)級激活 M50.0 和 M50.1。Network3 和Network4 中,M50.0 控 製 Q9.1 和 Q9.0,M50.1 控(kòng) 製 Q9.1,Q9.1 和Q9.0 分別(bié)對應換擋(dǎng)油(yóu)缸兩個閥體的動作,當 Q9.0 和 Q9.1 同時為 1時,換擋油缸驅動撥叉使(shǐ)齒輪箱處於低擋狀態;當僅 Q9.1 為 1 時,換擋油缸驅動撥叉使齒輪箱處於高擋狀態。V26000000.1 為急停信號,當(dāng)急停信號觸發時,主軸不能換擋(dǎng)。Network5 和 Network6 中,I9.7和 I10.3 分別是擋(dǎng)位狀態的(de)檢測信號,來源於檢測(cè)換擋指示杆位置的接近開關,I9.7 置 0 表明主軸(zhóu)當前處於低擋(dǎng)狀態,I10.3 置 0 表(biǎo)明(míng)主軸當前處於高擋狀(zhuàng)態;V38032000.2,V38032000.1,V38032000.0 組成二進製(zhì)實際齒(chǐ)輪(lún)級,激活實際齒輪級對(duì)應(yīng)狀態參數。M80.0 和 M80.1 在Network7 中與 V38032000.3 相連,表明齒輪箱完成低擋或高擋的轉換。
實際換擋過程中(zhōng)可能出(chū)現這樣一種情況,如執行 M42,主軸(zhóu)由低擋向高擋變換過程中,一直處於擺動狀態,指示杆(gǎn)位於低擋和高擋檢測開關的中間,換擋不成功(gōng),造成脫擋。這時需(xū)要終止(zhǐ)擺(bǎi)動。設計時選取操作麵板上的一個按鈕,輸入地址為 I1.2,在 Network10 使它與 V38032002.2 相連,用於刪除餘程。按下該按鈕,可終(zhōng)止擺動(dòng)。Network11 中設計置位 V32000006.1 的程序段是為了防止在換擋不成功狀態下(xià)執行 NC 程序[3]。
故障的解決方法是,用金屬任(rèn)意選擇高低擋中一(yī)個檢測(cè)開關進行觸碰,使係統認為主軸已處於一個(gè)擋位上,再輸入另一擋位的指令。如觸碰高擋檢(jiǎn)測(cè)開關,使 I10.3 為 0,係統誤認主(zhǔ)軸箱已處於高擋,再執行 M41,主軸(zhóu)將回到低擋狀態。以上故障的解決方法並不是一(yī)個很好的解決措施,檢測開(kāi)關位於主軸箱的頂(dǐng)端,觸碰檢測開關必須爬上機床,很不方便,而且(qiě)具有一定危險性。我們為之又設(shè)計一個特殊(shū)狀況下的手動換擋方式。在 Network3 和 Network4 中,I2.2 和 I2.3是操作鍵盤上(shàng)定義(yì)的兩個按鍵,功能分別為手動低擋和手動高擋。V38034001.7 是主軸(zhóu)的脈衝(chōng)式能。隻有去掉主軸的脈衝使能,使伺服模塊下電(diàn),主(zhǔ)軸電機釋放,確保(bǎo)安全的前提(tí)下,手動低擋和手動高(gāo)擋(dǎng)兩個按鍵才(cái)能起作用。通過實踐,該措施有效解決了主軸在脫擋情況下(xià)變速齒輪的歸位問題。
5、總(zǒng)結
通過以上 MCP-1000D 主軸換擋實例說(shuō)明,主軸換擋的過程是:1輸(shū)入指(zhǐ)令程序,2 判斷目(mù)標擋位,3 主軸進入擺動運行方式,4 換(huàn)擋完成,恢複控製方式,5 執行之後程序。了解主軸換擋過程和執行原理,對換擋程序設計和換擋故障的排除是非常有益的。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據