



摘 要: 全麵地介紹(shào)輔助功能的分類、執行原理、擴展輔助功(gōng)能的定義、機床參數的詳細設置、相關PLC接口信號的(de)描述、擴展輔助功能的應用及編程。
關鍵詞: 擴展輔助功能;地址擴展(zhǎn);應答;程序塊
在諸多西(xī)門子數控機床中,尤其是進(jìn)口設備西門子係統數控機床,擴展輔助功能使用甚多,而許多數控機床維修人(rén)員對之了解較(jiào)少,在遇到相(xiàng)關問題時非常棘手,因此對西門子數控係統擴展輔助功能進(jìn)行研究(jiū)很(hěn)有必要。
1 、輔助(zhù)功能
輔助功能在任何數控係統中(zhōng)都必不可少,在(zài)西門子數控係統中,輔助功能有兩類(lèi):普通(tōng)輔助功能和高速輔助功能。高速輔助(zhù)功能分為帶程序塊(kuài)改變(biàn)延時的高速輔助功能和不帶程序塊改變延時的高速輔助功能。輔助功能用在一般的零件加工程序、動作同步或工藝循環中。
西門子數控係統輔助功能有M(輔(fǔ)助功能)、S(主軸功能)、H(輔助功能)、T(刀號)、D及DL(刀具偏移)、F(進給率)。
表(biǎo)1 常用輔(fǔ)助功能的缺省數量

在NC零件加工程序編寫中,輔助功能的擴展地址和值可以用變量(liàng)指(zhǐ)定,擴展地(dì)址必須是整數,輔(fǔ)助功能的值一般為整(zhěng)數,但H功能的值可以是整數,也可以是浮點。如SP_NO=1,ROTDIR=3,M[SP_NO]=ROTDIR,對應於 M1=3。
2 、輔助功能碼的執行原理
在NC零件加工程序中編寫輔助(zhù)功能碼,當(dāng)零(líng)件加工程序執(zhí)行輔助功能碼時,PLC數據塊接(jiē)口信號的狀態位發生變化(huà),對於擴展輔助功能,輔助功能碼的擴展地址和輔助功(gōng)能碼的號都同時送(sòng)到PLC數據塊接口信號,PLC程序判斷相應的輔助功能碼,執行相關的動作和應(yīng)答,NC加工程序執行(háng)下一個程序塊(kuài)。
3 、擴展輔助功(gōng)能碼的定義
840D輔助功能碼使用(yòng)超過(guò)缺省數量就需要(yào)進行功能碼擴(kuò)展。如M輔助功能缺省的隻有M0~M99,要使用(yòng)M99以上的M功能碼(mǎ)就需要擴(kuò)展。
要(yào)使(shǐ)用各種擴(kuò)展輔(fǔ)助功能碼(mǎ)首先必須在機床數據中進行設置和定義,在(zài)多通道(dào)係統中,每個通道都可以定義各自所需數量的輔助(zhù)功能,相關參數設置如(rú)下:
MD 22010: AUXFU_ASSIGN_TYPE[n]=標識字母,即輔助功能類型的標識字母,包括M、S、H、T、D、DL、F等(děng),如定義(yì)M輔助功能,則MD22010=”M”。
MD 22020: AUXFU_ASSIGN_EXTENSION[n]=地(dì)址(zhǐ)擴展,即輔助功能地址擴展,特殊情況地址(zhǐ)擴(kuò)展1-4預留給(gěi)主軸的S和M功能。輔助功能的擴展(zhǎn)地址0、1、2、30、17是不允許的。
MD 22030: AUXFU_ASSIGN_VALUE[n]=值,即分配到組(zǔ)的輔助功能的值。如(rú)果(guǒ)值小於零,則分配到這個組的所(suǒ)有(yǒu)輔助功能都使用同一個擴(kuò)展地址。
MD 22000: AUXFU_ASSIGN_GROUP[n]= k 輔助功能組,即對輔助功能進行分(fèn)組(zǔ),這(zhè)裏n為一個(gè)通道允(yǔn)許的輔助功能的數量,與係統的軟件版本有關,上述這四個(gè)機床參數必須分配同樣的數目。
如定義M100:
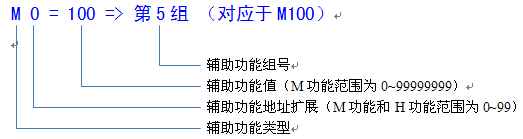
MD 22010 AUXFU_ASSIGN_TYPE[0] = "M"
MD 22020 AUXFU_ASSIGN_EXTENSION[0] = 0
MD 22030 AUXFU_ASSIGN_VALUE[0] = 100
MD 22000 AUXFU_ASSIGN_GROUP[0] = 5 (第(dì)5組)
缺省(shěng)輔助功能的(de)分配(pèi):
第1組:輔助功能M0, M1, M2, M17和 M30作為標準(zhǔn)分配到輔助功能第1組(zǔ)
第2組:主軸的M功能M3, M4, M5, M19和 M70作為標準分(fèn)配到輔助(zhù)功能第2組
第3組:主(zhǔ)軸的S功能(néng)作為標準分配到輔助功(gōng)能第(dì)3組
對於H輔助功能,其值是使用整數還是使(shǐ)用浮點,由MD22110選擇,MD 22110: AUXFU_H_TYPE_INT(H輔助功能(néng)初始化),1= H功能的(de)值為整數,0=浮點(diǎn)數。
各種輔(fǔ)助功能的傳輸(shū)時間即輔助功能輸出可以通過設置以下機床數據進行定義:
MD 22200: AUXFU_M_SYNC_TYPE
MD 22210: AUXFU_S_SYNC_TYPE
MD 22220: AUXFU_T_SYNC_TYPE
MD 22230: AUXFU_H_SYNC_TYPE
MD 22240: AUXFU_F_SYNC_TYPE
MD 22250: AUXFU_D_SYNC_TYPE
MD 22252: AUXFU_DL_SYNC_TYPE
這些機床數據的值設置為:
0=軸運(yùn)動之前輸出
1=軸運動期間輸出
2=程序塊結束後輸出
3=不輸出到PLC
對於那些缺省組的輔助功能,當在(zài)MD 11110: AUXFU_GROUP_SPEC[n]參(cān)數中沒有定(dìng)義(yì)時,第1組的傳輸時間為程序塊(kuài)結束,第2組(zǔ)的傳輸(shū)時間為運動之前,第3組的傳輸時間為運動期間,對於第2- 15組(zǔ)用戶(hù)可以在參數中定義改變設置,但對於(yú)第1組用戶不能改變設置。
輔助功能應答的定義及(jí)相關參數設置如下,輔助功能由PLC應答:分為普通應答和高(gāo)速應答。高(gāo)速應答分為帶程序塊改變延時(需應答)和不帶程序(xù)塊改變延時(不需應答)。帶程序塊改變延時即從一個程序塊執行到下一個(gè)程序塊之間有延時或(huò)停頓,需要應(yīng)答信號才能執行(háng)下一程序塊(kuài);不帶程序塊改變延時即從一(yī)個程序塊執行到下一個程序塊之間(jiān)沒有延時或停頓,不需要(yào)應答信號直接執行下一程序塊。
是否帶程序塊改(gǎi)變延時由MD22100決定,MD 22100: AUXFU_QUICK_BLOCKCHANGE:0=帶程序塊改變延時,1=不帶程序塊改變延時。
下(xià)麵參數定義組內的輔助功能應答(dá)和傳輸時間,MD 11110: AUXFU_GROUP_SPEC[k] 輔助功能組(zǔ)定義,k為組號:
位0=1:輔助功能應答
位1=1:高速輔助功能應答
位2預留
位3=1:不輸出到PLC
位4預留
位5=1:軸移動前輸出
位6=1:軸移動期間輸出
位7=1:程序塊結(jié)束輸出
如果輔助功(gōng)能沒有(yǒu)分派到任何輔助功能組,它總是按普通應答輔助功能及MD22200-22252傳輸時間進行處理。
普通輔助功能的輸出和應答在OB1中進(jìn)行(háng),高速輔助功能的輸出(chū)在OB1中處理,應答在OB40中進行。
下(xià)麵以示例程序及時序對輔助功能輸出及應答加以(yǐ)詳細描述:
N10 G94 G01 X50 M100 (MD22200:AUXFU_M_SYNC_TYPE=1,軸移動期間M100輸出)
N20 Y5 M100 M200 (MD22200:AUXFU_M_SYNC_TYPE=0,軸移動之前M200輸出)
N30 Y0 M=QU(100) M=QU(200) (作為高速輔(fǔ)助功能輸出)
N40 X0
N50 M100 M200 (沒有軸移動,立即輸出)
M17
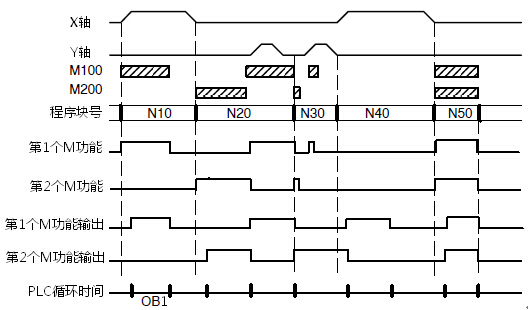
圖1 輔(fǔ)助(zhù)功能執行時序
圖1描述了擴展輔助(zhù)功(gōng)能碼M100和M200的執行時序,其輔助功能的狀態輸出從OB1掃描開始,到OB1掃描結束,信號維持1個OB1的完整掃描周期時間,對於高速輔助功能,其狀(zhuàng)態輸出從下一個OB1掃(sǎo)描開始,仍然維持一個OB1的完整掃描周期時間。
4 、接(jiē)口信號及其(qí)描述
接口信號重點以M和H功能加以描述,在NC加工程序的基本輔助功能(néng)M0~M99執行(háng)過程中,每個(gè)M功能碼(mǎ)都有唯一的接口信號與之相對應(yīng),即M0~M99分別與DB21-30.DBB194—DBB206中各個位相(xiàng)對應,執行某個M功能,其相應的接口信號狀態發生改變,根據狀態(tài)變化執行相關動(dòng)作和相關處理。
但(dàn)執行擴展(zhǎn)的輔助功能時沒有一一對應的接口(kǒu)信(xìn)號,對於M功能碼隻有(yǒu)5個狀態接(jiē)口信號,對於(yú)H功能碼隻(zhī)有3個狀態接口信號,因此在一個NC加工程序塊中,最多隻允許編程5個M輔助(zhù)功能,3個H輔助功能,在每一(yī)個NC加工程序塊的輔助功能執行過程中,M和(hé)H功能(néng)每次都分別對應這幾個接口(kǒu)信號。
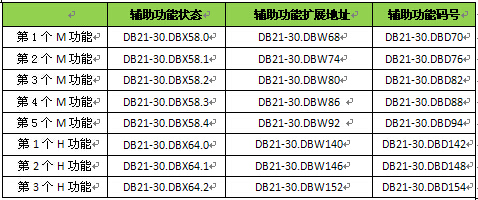
當第1個M功能碼執行時,狀態接口信號DB21-30.DBX58.0發(fā)生改變,同時擴展地址存放到(dào)DB21-30.DBW68,功能碼號存放到DB21-30.DBD70中;當第2個M功能碼執行時,狀(zhuàng)態接口信號DB21-30.DBX58.1發生改變,擴展地(dì)址存放到DB21-30.DBW74,功能碼號(hào)存放到DB21-30.DBD76中…;其餘擴展M輔助功能及H輔助功能接口信號原理一樣(yàng),如表2。狀態接口信(xìn)號隻保持一個OB1的掃描周期,而擴展地址及功能碼值在下一個程序塊(kuài)的功能(néng)碼執(zhí)行前(qián)保持不變。
表2 擴展(zhǎn)M及H輔助功能接口信號表
5 、擴展輔助功能的編程與應用
輔助功能的執行,由於接口(kǒu)信號為一個OB1的掃描周期(qī),必須對輔(fǔ)助功能信號進(jìn)行(háng)處理與解碼。對於擴展(zhǎn)輔助功(gōng)能使用數量較少,可以采用一般方法進行PLC編程和(hé)處理進行實現,如(rú)使用擴(kuò)展功能(néng)碼M150進行工件夾緊,當其執行時(shí),狀態(tài)接口信(xìn)號DB21.DBX58.0從0變為1,功能碼的號存放到DB21.DBD72,PLC接收到命令輸出Q4.0開始夾緊,夾緊到位壓力繼電器SP1(I1.2)發信號並進行應答,簡單程序如下:
A DB21.DBX58.0
JCN NX
L 150
L DB21.DBD70
==I
S M4.0
NX:
A M4.0
= DB21.DBX6.1 //讀入禁止(zhǐ)
= Q4.0 //夾緊
A I1.2 //應(yīng)答
R M4.0 //複位M4.0及讀入使能
如果擴展輔助功能使用的數量較(jiào)多最好使用數據(jù)塊編程進行係統的處理和解碼較好,更具有通用性,部分示例程序如下,首先(xiān)根據所需M功能及H功能的數量,各建立一個數據(jù)塊,使(shǐ)輔助功能碼各對應數據塊中的一個位,對應(yīng)方法計算為(wéi),如H4025,對應數據塊為DBX503.1(4025÷8=503餘1)。其次對(duì)輔助功能進行解碼(mǎ)和儲存。在其它PLC程序(xù)中需要使用某個輔助功能碼時,直(zhí)接引用該功能(néng)碼所對應的數(shù)據塊位即可。
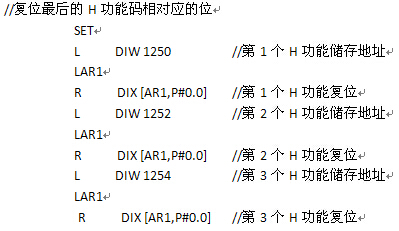
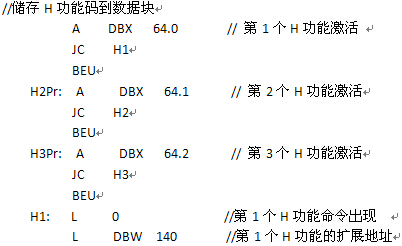
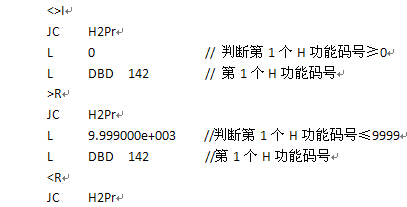
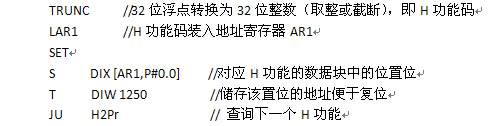
如果擴展輔助功能使用的數量較多最好使用數據塊編程進行係統的處理(lǐ)和解碼較(jiào)好,更具有通用性,部分示例程序如下,首先根據所需M功能及H功能的數量,各建立一個數據(jù)塊,使輔助功能碼各對應數據塊中的(de)一(yī)個位,對應方法計(jì)算(suàn)為,如H4025,對應數(shù)據塊為DBX503.1(4025÷8=503餘(yú)1)。其次對輔助功能進行解碼和儲存。在其它(tā)PLC程(chéng)序中需要(yào)使用某個輔助(zhù)功能碼時,直接引(yǐn)用該(gāi)功能碼所對應的數據(jù)塊(kuài)位即可。
如果(guǒ)您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月(yuè) 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘(chéng)用(yòng)車(轎車(chē))產(chǎn)量數據
- 機械加工(gōng)過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控(kòng)機床何去(qù)何從?
- 中國(guó)的技術(shù)工人都(dōu)去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業(yè)最(zuì)新自殺性營銷,害人害己!不倒(dǎo)閉才(cái)
- 製造業大逃亡
- 智能時(shí)代,少談(tán)點智造,多談點製造
- 現(xiàn)實麵前,國人沉默(mò)。製(zhì)造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設(shè)計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區(qū)別