



華中8型參數在線調試與優化應用(yòng)方法
2015-12-18 來源:華中 作者(zhě):尹樂 江哲夫
摘要:本文主要(yào)介紹配置華(huá)中8型數控係統(tǒng)的數控機床使用SSTT伺服調整工具進行在線參(cān)數調整與優化(huà)的使用方法。
1.引言
隨著數控技術的不斷發展,用戶對數控機床加(jiā)工工件的精度和效率要求越來越(yuè)高,從(cóng)而對數控機床的剛性和加工效率也越來越高。傳統模式下,由於每個伺服電機和機床上的每個軸特性都不(bú)一樣,需要在調(diào)試之前,對已安裝在電氣櫃中的伺服驅動器的進行手(shǒu)動調整來匹配電機和機床軸。所需調試周(zhōu)期長、難度大、效率低,使用SSTT伺(sì)服調(diào)整工具可有效提高調試工作的操作性和便捷性,也進一步提升了機床性能。
2.參數設定
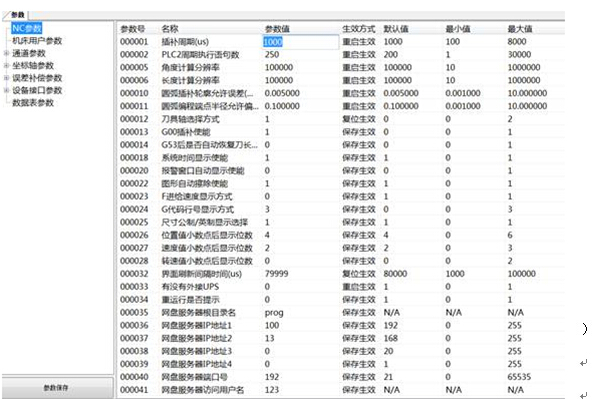
SSTT能夠讀取NC端的參數,顯示到(dào)SSTT參數麵板。用戶也能夠通過(guò)SSTT參數麵板修(xiū)改NC端的(de)參數。
點擊主(zhǔ)菜單【參數】→【在線】,即可彈出參數麵板。點擊麵(miàn)板左側樹形菜(cài)單的參(cān)數(shù)分類,SSTT會(huì)把此參數分類(lèi)下的所有(yǒu)參數顯示到麵板右側的參數表格中。需(xū)要修(xiū)改參(cān)數時,雙(shuāng)擊表格中的“參數值(zhí)”欄即可進行修改,或者(zhě)按上下鍵移(yí)動選中行(háng)到需要修改的參數項上按回車(chē)鍵修改。修(xiū)改完成後,請點(diǎn)擊“參數保存”按鈕,SSTT會提示用戶重啟生效(重啟NC)或複位生效(按NC控製(zhì)麵板的(de)複位鍵)。
3.優(yōu)化設定
速度增益調試功能,主要是通過調整陷(xiàn)波器參數(伺(sì)服參數PB32-PB38),來盡可(kě)能的提高速度比例增益(伺服參數PA2),減(jiǎn)小速度波動。
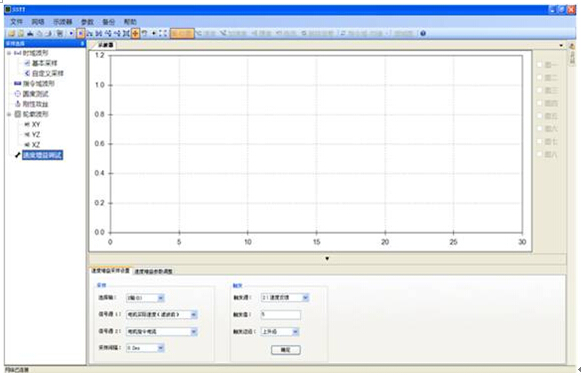
速度增(zēng)益調試
配置(zhì)界(jiè)麵如下

用(yòng)戶可采集兩種信號源,【信號源】包括:電機實際速度(濾波後(hòu)),電機實際速(sù)度(濾波前),電機指令速度,電機速度偏差,電機指令電流,電機實際電流,電機(jī)U相電流,電機V相電流,電機(jī)位置(zhì)偏差,位置指令增量(0.2ms),位置反饋增量(0.2ms)。
【采樣間隔】:默認為(wéi)0.2ms,采用默認值(zhí)即可。
【觸發源】:包括立(lì)即觸發,速度指令,速度反饋,速度(dù)偏(piān)差,電流指令,電流反饋,位置偏差,位置指令增量。用戶可自行選擇通過哪種方(fāng)式(shì)進行觸發采樣。
【觸發值】:當用戶選擇了觸發源後,需要填寫觸發值。如觸發源選擇“速度反饋”,觸發值為“5”,即表示當速度(dù)反饋達到5時,將觸發采樣。
【觸(chù)發邊沿】:用戶選擇上升沿觸發還是下降沿觸發。
通常情況下,用戶隻需(xū)修改【選擇軸】項,選擇需要測試的軸即可,其(qí)他配(pèi)置采用默認即可,點擊【確定】按鈕完成配置。
點擊工具欄的【開始采樣】按(àn)鈕開始采集數據並繪製圖形,點擊【停止采樣】完成采樣。
通過點擊工具欄上的【頻(pín)域(yù)圖】可以將采集到的數(shù)據進行換算畫出(chū)頻域圖(橫軸為(wéi)頻率,縱軸為(wéi)幅值),也(yě)可以點擊【時域圖】進行切換,如下圖:
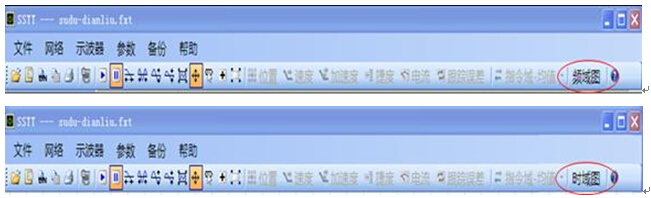
通過頻域圖,可以找到曲線的尖峰(fēng),將尖峰對應的橫軸坐標(頻率值)填入陷波器頻(pín)率參數中,並勾選啟用陷波器,即可(kě)消除該頻率引起的振動或異響。
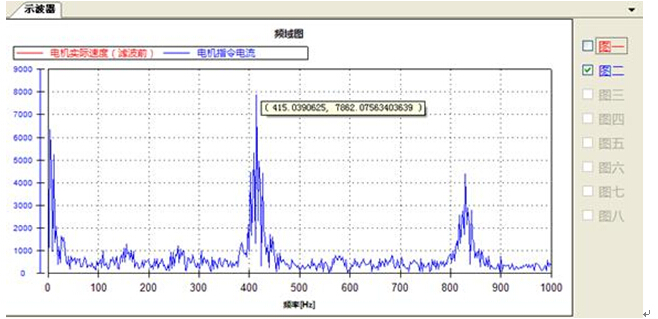
頻域圖(tú)尖峰值

陷波器(qì)參數調(diào)整
調試步驟:
①運行(háng)程序(單軸來回移動),逐步增加速度比(bǐ)例增益,直(zhí)至機床出現嘯叫(jiào);
②通過(guò)SSTT采集,切換至頻域圖,找到頻域(yù)圖第一個尖峰,將(jiāng)鼠標移至尖峰處,查看(kàn)尖峰對應的橫軸坐(zuò)標值(若值小於100Hz,則查看下一尖(jiān)峰處橫坐標值),將該值填入【第一陷波器頻(pín)率(Hz)】參(cān)數中,【第一陷波器寬度】填入(rù)默認值20,【第一陷波(bō)器深度】填入默認值50,並勾選【啟(qǐ)用第一陷波器】。點擊【設置(zhì)】按鈕,將參數(shù)設(shè)置至NC;
③重新運行程序,此時機床嘯叫聲(shēng)消失;
④繼續增加速度比例增益,並運(yùn)行單軸移動程序,直至機床出(chū)現嘯叫;
⑤重複②過程,分別填入【第二陷波器頻率(Hz)】,【第二陷波器寬度】和【第二陷波器深度】,並勾選【啟用第二陷波器】,點擊【設置】按鈕,將參數設置至NC;
⑥如需保存參數,請點擊【保存】按鈕進行保存,避免斷電重啟後參數還原。
4.配(pèi)套應用
與中航工業沈(shěn)陽飛機工業(集團)有限公司(以下簡稱“沈飛”)的專項合作中,沈飛加工廠采用華中8型數控係統和電氣係統,完成了對一台高速龍門銑(xǐ)床的國(guó)產化改造。
該機床(chuáng)主要加工飛機(jī)機翼專用鋁板部(bù)件,工件精度要求高。在未(wèi)進行參數優化前,該機床的(de)橫切速(sù)度隻有8米,加工的零部件光潔度差(chà),震紋嚴(yán)重,不滿足客戶需求。經過(guò)現場(chǎng)調試優化後,機床(chuáng)噪音減小、動態特性(xìng)顯著提高,機床的性能(néng)、加工精度機恢複到原機出廠水平。機床橫切速度達到12米,加工的工件拐角處無過切現場,表麵光潔度明顯提高(gāo),滿足沈飛的(de)加工需求、增強了沈(shěn)飛繼續使用國產高檔數控係統的信心(xīn),並得到了上級主管部門的肯定和認可。
5.結束語
使用華中數控SSTT軟件,通過智能化的伺服調整與自動優化技術可以有效提高操作人員(yuán)的工作效率和操作便捷性(xìng),也讓機床充分發揮性能,為用(yòng)戶節省了加工(gōng)時間,提高了機床的加工效率,且保證了工件的精度的一(yī)致性。提升了國產數控係統的功能(néng)水平,滿足了複雜航空結構件的(de)加工(gōng)精度要求(qiú)。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況(kuàng)
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月(yuè) 基本型乘用(yòng)車(轎車)產量數據