控")



【摘要】 從NUM數控係統PLC梯(tī)形圖程序變址操作和C語言函數操作兩種特殊的變量操(cāo)作方式,通過三個變量的分析(xī)查找,詳細介紹NUM數控(kòng)係統PLC程序變量寫輸出(chū)的查找方法。
【關鍵詞】 交互參照表、變量、基地址、變址、函(hán)數
在NUM數控機床故障維修中(zhōng),有許多變量往往沒有直接的輸出線圈,維修(xiū)人員(yuán)經常碰到這種情況無從深(shēn)入(rù)查找,給維修人員故障查找(zhǎo)帶來很大的困難,為了廣大維修人員快速排出故障,掌握NUM特殊變(biàn)量寫輸出的查找(zhǎo)方法,下麵以XF0235數控磨床和ETFA機械手PLC程序為例,詳細介紹查找方法。
1、變址操作
NUM數控係統通過變址增量(liàng)很容易地掃描(miáo)大量連續變量的值。除了變(biàn)量.&(地址)之外所有的變量都可以變址,變址必須是一個 %Mxxx.W 變量,同時變址增量隻能是字節(jiē)。
變量變址操作原理如下,如果%M100.W = 8,則%M5.B [%M100.W] 尋址變(biàn)量為(wéi)%MD.B,其中%M5.B是基地(dì)址,%M100.W是變址(偏移),5 + %M100.W = 5 + 8 = 13,十六進製為D,即對應變量地址為%MD.B。
1.1 以故障位%M8d.0為例進行分析查找
首先查找交互參(cān)照表,要查找變量的局部交互參照表如下:
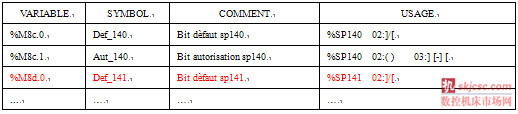
從上表可知,該變量在交叉表中沒(méi)有線圈,所以(yǐ)應考慮(lǜ)變址賦值。根據規律往回查(chá)找變量交互參照表,查找(zhǎo)同(tóng)類型功能(故障位)的第(dì)一個變量的寫地址,即基地址。
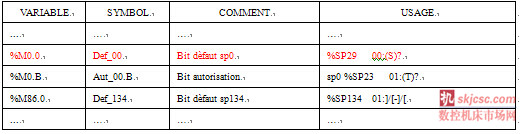
從上交叉表可以看出,第一個故障位對(duì)應%M0.0,在%SP29第0步中有寫輸出(chū),查看%SP29第0步,程序如下:
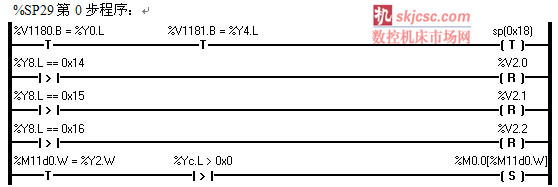
從程序中可知要查找的變量%M8d.0應包含在%M0.0[%M11d0.W]變址中,
%M0.0[%M11d0.W] %M8d.0
根據變址規則:0 + %M11d0.W = 8d 即:%M11d0.W = 8d
由上述程(chéng)序可知%M11d0.W = %Y2.W,則即:%Y2.W = 8d
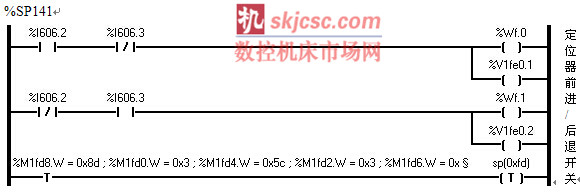
由於NUM數控PLC程序的地址是按16進製編址的,所以在程序中查找0x8d,在(zài)%SP141中找到3處,如(rú)下:
%SP141
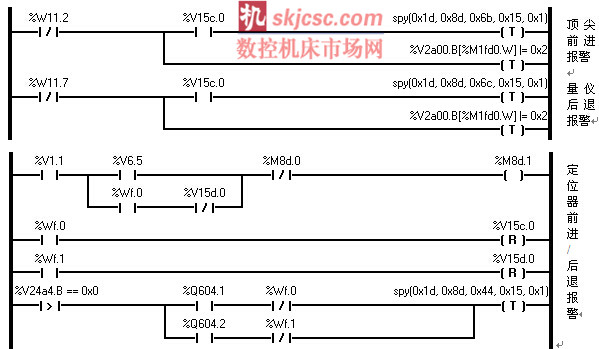
通過分析上麵程序三處0x8d的程序,後麵的網絡中剛好有要查找的%M8d.0觸點,可判斷是該程序塊執行了spy(0x1d,0x8d,0x44,0x15,0x1)函數,而執行spy函數時剛好其四個 參數進(jìn)入局(jú)部變量%Y,即%Y0.L=0x8d, 屏幕上(shàng)顯(xiǎn)示的第一行故障報警號
%Y4.L=0x44, 屏幕上顯示(shì)的第二行故障報警號
%Y8.L=0x15, 故障類型
%YC.L=0x1,動作類型
從%Y0.L=0x8d得出%Y2.W=0x8d,也就說明執行spy(0x1d,0x8d,0x44,0x15,0x1)函數時把%M8d.0置(zhì)位,而spy(0x1d,0x8d,0x44,0x15,0x1)函數即為故障信息顯示(shì)程序,0x8d=141為故障號。繼續向前翻頁查找%Wf.0和%Wf.1,故障的原因為%I606.2和%I606.3,見如下程序塊(kuài)。
從上麵可(kě)推知,M變(biàn)量的地址轉換(huàn)為10進(jìn)製剛好等於(yú)故障號,也(yě)就是說故障報警時對應(yīng)報警號的v變量置位。
1.2 以M功能變(biàn)量%v1e6.0為例進行分析(xī)查找
要(yào)查找變(biàn)量的交互參照(zhào)表如下:

從上表(biǎo)可知,該變量在交叉表中沒有線圈,應考慮變址(zhǐ)賦(fù)值。看符號象是M功能碼,根據規律往回查找變量交互參照表,查找同類型功能的第一個變量的寫地址(zhǐ),即基地址。
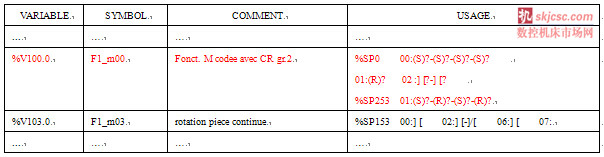
從(cóng)交叉(chā)表可以看出,第一個M功能碼對應% V100.0,在%SP0第0步中有(yǒu)寫輸出,查看%SP0第0步,程序如下:
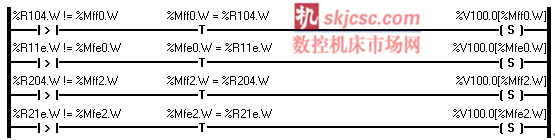
從中(zhōng)可知要查(chá)找的變量%v1e6.0應包含在上述%v100.0[var]變址中,
%v100.0[var] %v1e6.0
根據變址規則:100 + var = 1e6 即:var = 1e6-100=e6,因(yīn)0xe6=230,也即var=230,從程序已知這個值來自於M功能碼,並且M230是一個不帶應答(dá)的M功能碼,由上可知var=%Mff0.W 或 %Mff2.W ,已知%v1e6.0為側頭前進命令,與軸組1有關,同時在零件加工程序中(zhōng)查找M230,M230在%508中,而%508又由%1.1調用,顯然該M功(gōng)能碼來自軸組1,所以隻能是%R104.W = 230,從而可知當1號軸組執行不帶應答的M230功能碼時置位%v1e6.0。
總結:變量%v100.0~%v1ff.0對應M0~M255功能碼的執行,當這些M功能碼執(zhí)行時置(zhì)位相對應的v變量,要查找的變量的地址減去100的十進製數為M功能(néng)碼號。
2、函數操作
函數操作一般是對(duì)字節(jiē)、字和長字進(jìn)行操作,對位是一種間接的賦值方式,所以函數操作(zuò)對位來說隻能通過間接查(chá)找方法,下麵以ETFA機械手PLC程序M.F13變量為例進行分析查找。
通過交互(hù)參照表查找M.F13沒有直接寫輸出的地(dì)址,分析為間接寫輸出,找相近的M.F10,在%SP22的(de)第6步有寫(xiě)輸(shū)出,局部交互參照表如下。
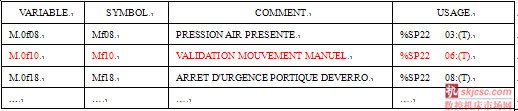
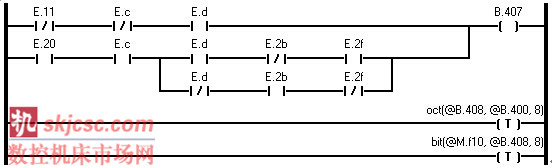
打開%SP22梯形圖第6步,M.F13包含在M.F10中,通過(guò)oct(字節轉(zhuǎn)化為位(wèi))函數把B.400-B.407八個位傳給B.408-B.40F,再通過bit(位轉化為字節)函數(shù)把B.408-B.40F八個位傳給M.F10-M.F17,由此可知M.F13的值來自於B.403。查B.403有多個輸出,它是一個中間變量,要找離M.F10之前臨近的B.403,見下麵%SP22第4-5步程序。
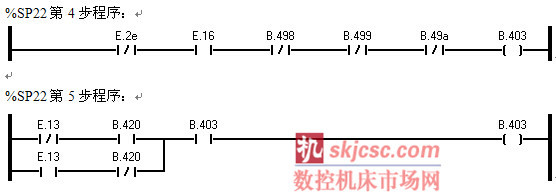
%SP22第6步程序:
在線查看B.403的狀態,發現(xiàn)機械手與機床聯機時B.49a被置1,導致B.403閃(shǎn)斷,從而導致M.F13為0。
查(chá)找B.49a輸出,見下麵%SP1第4步程序。
%SP1第4步程(chéng)序:

分析B.49a置位的原因,發現E.35一直為0,查看E.35原理圖為Z軸原位(wèi)開(kāi)關(AXE Z DEGAGE),調整該開(kāi)關,使E.35=1,故障解決。
間接(jiē)位操作(zuò)函數
間接位操作函數是以字(zì)節、字、長字進行操作,它間接地改變了位的值,除了bit、oct外還有以下函數。
setb(&dest, b, n)函數從目標地址(dest)開始,連續給(gěi)n個字節(jiē)賦值,值為b。
setw(&dest, b, n) 函數從目標地址(dest)開始,連續(xù)給(gěi)n個字(zì)賦值,值為b。
setl(&dest, b, n) 函數從目標地(dì)址(dest)開始,連續給n個長字賦值,值為b。
spy(moduleno {, argn}6 ...) 函數第一個變量為調用(yòng)子程序的號(hào),後(hòu)為6個(gè)可選參數,函數執(zhí)行時可選參數的(de)值(zhí)進入局部變量%Y,%Y為 32位(wèi)的長字,局部變(biàn)量的分配如下:
%Y0.L包含第一個參數的值
%Y4.L包含第二個參數的值
%Y8.L包含第(dì)三個參數的值(zhí)
%Yc.L包含第四個參數的值(zhí)
%Y10.L包含第五個參數的值
%Y14.L包含第六個參數的值
3、結束語
通過(guò)上述三個變量的詳細分析和查找,對(duì)於NUM數控PLC梯形圖變量的查找和故(gù)障(zhàng)維修(xiū),必將為(wéi)廣大NUM數控(kòng)維修人員起到(dào)極其重要的(de)指導(dǎo)作用(yòng)。
如(rú)果您有機床行業、企業相(xiàng)關新(xīn)聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")
調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月(yuè) 基(jī)本型(xíng)乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新(xīn)能(néng)源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據(jù)