


刨床加工(gōng)牙嵌式離合器工藝(yì)研究
2018-7-16 來源: 萊蕪鋼(gāng)鐵集團建築安裝工程有限公司 作(zuò)者:王子平
摘 要 :牙嵌式離合器(qì)常規加工工藝是在銑床上加工(gōng),考慮到(dào)設備加工能力及成本問題,改進加工工藝,製作了工裝(zhuāng),利用牛頭刨床進行加工(gōng),大大節約了加工成本(běn)。
關鍵詞 :刨床 ;加工(gōng) ;牙嵌式離合(hé)器 ;工裝
牙嵌式(shì)離合器由兩個端麵上有牙(yá)的半離(lí)合器組(zǔ)成,半離合器 1 固定在(zài)主動軸上,半離合器 2 用導向平(píng)鍵(或花鍵)與從動軸聯(lián)接,利(lì)用兩半離合器端(duān)麵上的牙互(hù)相嵌合或脫開以達到主、從動軸(zhóu)的離合,從而起到離合作用,如圖 1 所示。離合器的牙有矩形、梯形(xíng)、鋸齒形和(hé)螺(luó)旋形等幾種形式(shì)。由於(yú)同時參與嵌合的牙數多,故(gù)承載較高,適用範圍(wéi)廣泛。
圖(tú) 1 牙嵌式離合器工作原理
1 、 施(shī)工工藝(yì)流程及工裝設計
1.1 施工工藝流程
1.1.1 加工設備選擇
牙嵌式離合器(qì)常規加工(gōng)工藝(yì)是(shì)用銑床加工,本次加工的(de)牙嵌式離合器高度 480mm,直徑 Ф530mm,主要尺寸如圖(tú) 2 所示 :
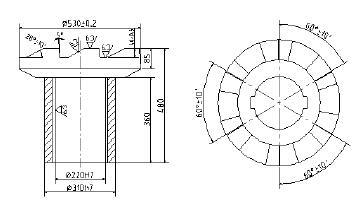
圖 2 牙嵌式離合器加工(gōng)示意圖
公司現有普通銑床及龍門銑床,其加工能力(lì)與加工尺寸對(duì)比如表(biǎo) 1 所示(shì) :
從表 1 可以(yǐ)看出(chū),普通銑床無法加工,龍門銑可以加工,但用龍門銑加工成(chéng)本太(tài)高,超出報價範圍(wéi),不可(kě)取,需要采用其(qí)他設備進行加工(gōng)。在工程部現有的(de)設備中,B6066 牛頭刨床最大刨削長度 660mm,可以加(jiā)工平麵及斜麵,因此考慮選擇用刨床(chuáng)進行加工。
1.1.2 工裝設計思路
離合器高度超出刨床加工範圍,不能直接加工,因此考慮製作工裝輔(fǔ)助加工。為此,我們設計了如圖 3 所示的工(gōng)裝 :利用 3塊鋼板(bǎn)製成(chéng)一個框架(jià),擋板緊靠刨床床身,底部(bù)用螺栓固定,回轉盤固(gù)定在底座上,側擋板固定在擋板(bǎn)及底座上將擋板及底座連成(chéng)一(yī)體,將離合(hé)器放到(dào)回轉盤上,利用(yòng)兩個 T 型塊、壓板及螺栓(shuān)將離合器在垂直方向上(shàng)固定好,然後用 U 型螺栓將離合器固(gù)定在(zài)擋板上,在水平方向上使離(lí)合器固定牢靠。利用回轉盤上的回轉把手實現構件(jiàn)的整體(tǐ)轉動,使得各個麵都能加工。

圖 3 牙嵌式(shì)離合器加工實際工裝圖
1.1.3 工藝加工過程
將離(lí)合器與工(gōng)裝進行固定(dìng)之(zhī)後(hòu)就可以利用刨床進行平麵及斜(xié)麵的加工,先用平麵刨刀進行平麵加工,然(rán)後用偏刀進行斜麵加工。
1.2 操作要點
(1)因為刨削過程振動比較大,所以加工過程中要時刻注意構件固(gù)定情況,緩(huǎn)慢加工,防止因快速刨削振動引(yǐn)起構件鬆動(dòng)。
(2)加工過程比較(jiào)複雜,最好請經驗豐富的刨工(gōng)師傅加工(gōng),提前計算好距離及偏刀角度,保證加(jiā)工(gōng)尺寸精度。
加工後的牙嵌式離合器如圖 4 所(suǒ)示 :

圖 4 加工後的牙嵌式離合器
2 、 經濟效益分析
采用普通牛頭刨床加(jiā)工離合器工裝需要的材料及設備主要有 :廢舊銑床上拆(chāi)除的舊回轉盤 1 個(gè)、壓板 1 塊、後擋(dǎng)板 1 塊、三角形側擋板 2 塊、M16 雙頭螺栓 2 個、M20 U 型雙頭螺(luó)栓 1個。工(gōng)裝材料及設備一次性成本約為 700 元,每次工裝使(shǐ)用費折合約 200 元。
采用牛頭刨床加工每(měi)件(jiàn)需6個台班,費用約為200元/台班,加上工裝使用(yòng)費用,每件合計加工費用為 :200×6+200=1400元(yuán),采用龍門銑床加工每(měi)件需(xū) 4 個台班,費(fèi)用約為 700 元 / 台班,每件合計加工(gōng)費用為 :700×4=2800 元(yuán) / 件。采用此工裝(zhuāng)加工,降低成本為 :2800-1400=1400 元 / 件成本降低率為 :1400/2800=50%,加工成本降低(dī)一半。
3 、工裝適(shì)用範圍
此工裝主要適用於螺旋斜麵的加工,利用回轉盤的轉動可以對各個加工麵進行加工,若用於平麵及斜麵加工,則加工效率(lǜ)比較低。
4 、結語
通過(guò)這次通過設計工裝加(jiā)工離合器,我(wǒ)們對設備(bèi)的加工能力有了進一步的了解並拓寬了工程部的加工範圍。在以後的加工中,準備充分發掘各種設備的加(jiā)工能力,合理利用工程部的現有設(shè)備及人力資源,通過製作工裝等技術創新手段提高我工程部的市場競爭力。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信(xìn)息(xī)

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年(nián)11月 新(xīn)能(néng)源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區(qū)金屬切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基(jī)本(běn)型乘用車(轎車)產量數據