


摘(zhāi)要: 為了提高拉床性能和拉削質量,根據電液比例伺服閥(fá)特點設計了應(yīng)用電液比例伺服閥(fá)控(kòng)容積調速的臥式拉床主(zhǔ)回路。通過電(diàn)液比例伺服閥(fá)控容積調速方式實現對拉削速度的控製。以拉削速度為反饋量形成閉環控製,抑製拉削過程中刀具跳動。應用AMESim 軟件建立了(le)拉(lā)床液壓係統仿真模型(xíng),通過仿真分析(xī)驗證該係統能有效提高拉削過程的平穩(wěn)性。對調速係(xì)統控製參數進行優化,取得了良好的仿真結果(guǒ)。研究結論為電液比例伺服閥控容積調速係統在液(yè)壓拉床上的應用提供了參考。
關鍵詞(cí): 比例伺服閥; AMESim 仿真; 拉床; 容積(jī)調速係統
拉削加工主要應用在成批大量生(shēng)產中。液壓傳動憑借其易於實現直線運動、功率質量(liàng)比大、動態響應快等優點,廣泛應用於拉床(chuáng)動(dòng)力係統 。由於(yú)拉刀的結構特性,就整個拉削過程(chéng)而言,是連續切削過程,但(dàn)對單個刀齒而言,又是斷續切(qiē)削過(guò)程,同時工作(zuò)齒數在Z 和Z - 1 之間波動,因此切削負載是在不斷(duàn)地有規律地變化。故切削速度也隨負載變化產(chǎn)生周期性改變。此(cǐ)外,刀具在切(qiē)入和脫離工件時產生的衝擊也影響著拉削質量和刀具壽命 。
拉削速度作為一(yī)個關鍵(jiàn)的因素影響著工(gōng)件的拉削質量 。研究(jiū)采用閉環電液比例伺服閥控製變量泵的容積調速方式,實現對拉削速度波動的抑製,能夠使拉削速度自動跟(gēn)蹤給(gěi)定速度信號,達(dá)到提(tí)高拉削質量的目(mù)的(de)。變量泵輸(shū)出隨負載變化,減小功率過剩,較傳統采用背壓的方式節約能源,且係統實現方便,控製成本低 。同時通過容積調速係統無級變速(sù)特性對拉(lā)削速度進行控製,減小了對刀具的衝擊,達到了提(tí)高刀具使用壽(shòu)命的目的。應用AMESim 仿真軟件建立了應用比例伺服閥控(kòng)容積調速係統的液壓拉床拉削係(xì)統,並根據仿真結果對係統相關參數進行優化,得到了良好的仿真結果。證明了(le)比例伺服閥控容積調速係統在液(yè)壓拉床上(shàng)應用的可(kě)行(háng)性及效果(guǒ)。
1 、拉床拉(lā)削(xuē)係統原理圖
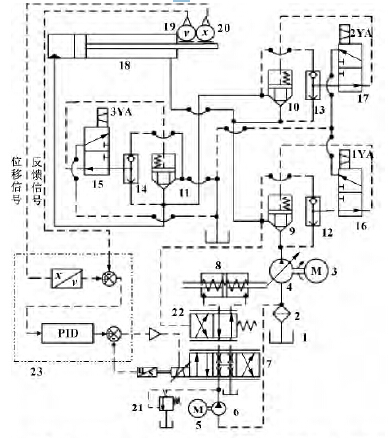

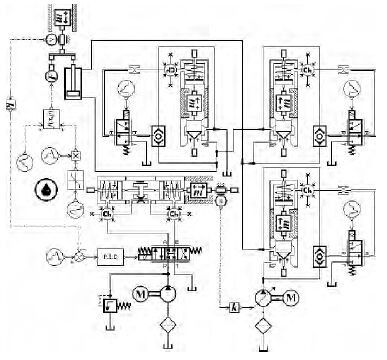
圖(tú)1 為基於L6120 臥式拉床設計的應用比例伺服閥控容積調速係統的拉床主回路原理圖。
當拉床進(jìn)入工作狀態時,電磁鐵1YA、3YA 得電,換向閥15、16 換向,插裝閥9、11 打開,插裝閥10 關閉,液(yè)壓油通過插裝閥9 進入拉削缸有杆腔,無杆腔液壓油通過插裝閥11 返回(huí)油箱,拉削(xuē)速度由拉刀位移決定。通過PLC 控製器輸出速度(dù)信號,使用比例伺服閥調節變量泵(bèng)排量,達到(dào)無級變速的要求,並通過實現多級(jí)工作速度和泵輸出(chū)的自適應(yīng)性(xìng),提高拉削過程的穩(wěn)定(dìng)性。
當(dāng)拉(lā)削結束後,電(diàn)磁(cí)鐵1YA、2YA 得電,插(chā)裝閥9、10 打開,插裝閥11 關閉,拉削缸有杆腔與無杆腔連通,係(xì)統進入差動連接,刀具(jù)快速返回,同理(lǐ)返回速度由PLC 控(kòng)製器(qì)輸出信號控製。
拉(lā)床故障時,由於拉削速度達不到設定值,調速(sù)係統控製變(biàn)量泵提(tí)高輸出,當係統壓力達到安全閥設定壓力,二位四通安全閥換向,進入變量缸油路換接(jiē),迅速降低變量泵輸出,防止係統(tǒng)過載。
2 、液壓係統的組成與建模
2. 1 伺服比例閥
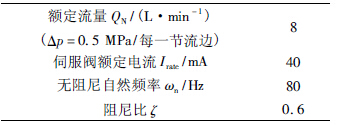
拉削速度是(shì)影響拉(lā)削質(zhì)量的重要(yào)參數,故希望拉床能夠自動調節拉削速(sù)度,抑製(zhì)因拉削速度波動產生的危害。這就要求調速係統能夠有較(jiào)好的控(kòng)製精度與響應頻率。拉床主回路(lù)采用電(diàn)液(yè)比例伺服閥(fá)控變量泵(bèng)容積調速係統,使用電液比(bǐ)例(lì)伺服閥作為控製閥。電液比例伺(sì)服閥是一種高性能和(hé)價格介於伺服閥和普通開關閥之間的控製閥。該閥采(cǎi)用大電(diàn)流單個位置調節型比例電磁鐵,提高了前(qián)置級的控製精度(dù); 采用(yòng)具有伺服閥特點的閥芯+ 閥(fá)套結構,且(qiě)閥套為鋼質材料(liào),以確保耐磨性和(hé)中位時閥口精確零遮蓋; 采用差動變壓器檢測閥芯位置,將位置(zhì)信號(hào)反饋到比例放大器,與比例電磁鐵形(xíng)成一個閉環位置電控係統,提(tí)高了比(bǐ)例電磁鐵的(de)動態和靜(jìng)態特性(xìng)[8 -10]。仿(fǎng)真參數值如表1 所示。
表(biǎo)1 伺服閥仿真參數
2. 2 電(diàn)液(yè)比例伺(sì)服閥控容積調速係統
(1) 工(gōng)作原理
如圖2 所示(shì),調(diào)速係統由高壓小排量泵提供動力,調速係統(tǒng)壓力由溢流閥決定。係統工作時由(yóu)位移傳感器與速度傳感器測量刀具位移與速度,速度信號通過PLC 控製器根據拉刀(dāo)位移變化輸出設定的速度信號,與速度反饋信號比較(jiào),其差值通過PID 放大器處理作為比例伺服閥的輸入信(xìn)號,控製比例伺服閥閥芯動(dòng)作,通過其節流特(tè)性控(kòng)製雙作用(yòng)變量缸,通過變量缸調節斜盤式變(biàn)量柱塞泵的輸出(chū)功率,使變量泵的輸出功率- 流量與拉床工作(zuò)所需功率(lǜ)相(xiàng)匹配,並在拉削速度發生突變(biàn)時實時調節變量泵的排量,使拉削速度(dù)穩定在設定(dìng)速度上。通過位移與速度信(xìn)號的(de)轉化(huà),實現拉刀快速接近工件,在切入工件時減速,慢速平穩切入,降低刀具與(yǔ)工件的衝擊(jī); 進入拉削後提高拉(lā)削速度,通過調(diào)速係統抑製刀具速度變(biàn)化,使拉削過程勻速平穩; 結束拉削時降低拉削(xuē)速度,刀具平穩脫(tuō)離工件(jiàn),避免刀具產生(shēng)較大前衝。係統故障時(shí),拉刀速度達不到(dào)設定值,調速(sù)係統迫使主回路壓力升高,當到達安全閥設定壓力時,二位四通安全閥閥芯(xīn)克服(fú)彈簧力向右移動,安全閥換到左位,迅速降低變量泵排(pái)量(liàng),防止(zhǐ)係(xì)統過載。
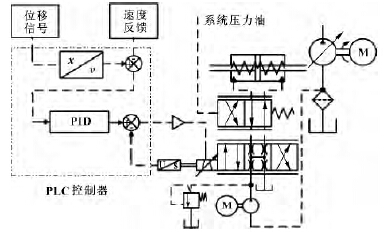
圖2 電液比例伺服閥控容積調速係統原理圖
(2) 雙(shuāng)作用變量缸模(mó)型的建立
建立雙作用變量缸仿(fǎng)真模型如圖3 所示。
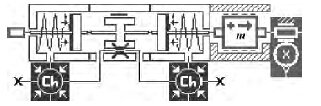
圖3 雙作用變量缸仿真模型
設置雙作用(yòng)變量缸相關參數如表2。
表2 雙作用變量缸仿真參數
2. 3 液壓(yā)拉床拉削係統模型的建立
在AMESim Sketch Mode 下根據原理圖1 利用(yòng)AMESim 軟件(jiàn)中的液壓庫(kù)(HYD)、液壓元(yuán)件設計庫(HCD) 和機械庫(kù)等搭建其仿真模型如圖4 所示。
圖(tú)4 拉(lā)床拉削係統仿真模型
對係統模型做以下(xià)設定:
(1) 建立係統模型過程中忽略變量柱塞泵容積效率隨(suí)負載壓力的變化,將(jiāng)其簡化為排(pái)量隨輸入信號改(gǎi)變的理想泵。
(2) 簡化了拉削過程中複雜的負(fù)載變化,采用多種信(xìn)號(hào)疊加與(yǔ)力轉換器模擬負載變(biàn)化的主要規律。
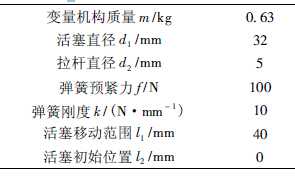
(3) 仿真主要是分析電液比例伺服容積調速係統使用效(xiào)果,直(zhí)接采用外部速度信號作為係統速度輸入量並忽略了(le)安全閥,簡(jiǎn)化了(le)控(kòng)製係統。根據機械設計手(shǒu)冊選取其他相關參數進(jìn)行設定,其(qí)中: 拉削缸活塞直徑250 mm,拉削缸拉杆直徑90mm,最大行程1 250 mm,額定負載(zǎi)200 kN; 設置變(biàn)量柱塞(sāi)泵額定排(pái)量200 mL /r,配套電動機1 500r /min; 控製用(yòng)定量泵10 mL /r,配套電動機(jī)1 000r /min; 溢流(liú)閥設定壓力12 MPa。PID 調節(jiē)器初始(shǐ)參數: 比例係數Kp = 1,積(jī)分時間(jiān)常數Ti = 1,微分時間常數Td = 0. 1。
3 、係統(tǒng)仿(fǎng)真(zhēn)和分析優化
3. 1 速度與負(fù)載仿(fǎng)真曲線
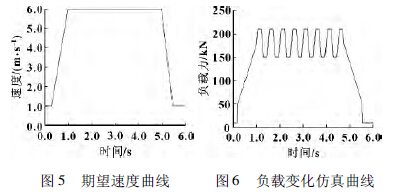
應用AMESim 軟件進行仿真,設定采樣(yàng)頻率Δt= 0. 01 s。圖5 為期望速度曲線,為方便仿(fǎng)真縮短了拉刀拉削時間,拉刀從低速(sù)切入工件到結束拉削切出工件(jiàn)為止。t = 0 ~ 0. 25 s,拉刀低速切入工(gōng)件; t = 0. 25 ~ 1s,拉刀平(píng)穩(wěn)提速到達(dá)設定拉削速度; t = 1 ~ 5 s 拉刀在設定速度下工作,拉(lā)削速度6 m/s; t = 5 ~ 5. 45 s拉刀降速準備切出工件; t = 5. 45 ~ 6 s,拉刀低速切(qiē)出工件,拉削結束。查閱資料設定負載變化仿真曲(qǔ)線(xiàn)如圖6 所示,負載曲線(xiàn)主要表現隨著刀(dāo)具(jù)同時工作刀齒數變化引起的
負載變化。最大負載210 kN。
3. 2 仿真結果(guǒ)
圖7 所(suǒ)示為在初始參數下拉刀拉削速度曲線。當設置參數為(wéi)初始值時,仿真曲線存在較大的誤差,不能很好地跟蹤(zōng)設定速度,拉削過程速度變化很大,不能滿足(zú)工作要求。
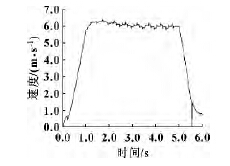
圖(tú)7 Kp = 1,Ti = 1,Td = 0. 1 拉刀速度仿真曲線
3. 3 仿真結果分析和優化(huà)
從圖5 和圖(tú)7 可以看出,速度曲線與期望(wàng)曲線之間存在明顯的滯後和較大的穩態誤差,結合電(diàn)液比例伺服閥(fá)控容積調速係統原理和PID 控(kòng)製特性進行分析。變(biàn)量缸動作決定了變量泵輸出功率- 流(liú)量的變化,故變量缸單位時間內位移量直接影響(xiǎng)變量泵分辨率。根據電液比例伺服閥控製原理,比例伺服(fú)閥接收信號的強弱(ruò)與閥芯位移成(chéng)正(zhèng)比且比例伺服閥具有節流特性即通過改變開口量控製進入變量(liàng)缸的流量[11 - 12]。比例增益決定了(le)調速(sù)係統靈敏度,速度反饋量(liàng)經PID放大器(qì)處理變為比例伺服閥輸入信號,其(qí)中比例係數作用為將信號成比例放大,故比例伺服閥輸入信號強弱與比例係數成正比。當(dāng)比例係數較小(xiǎo)時進入變(biàn)量缸(gāng)流量低,係統反應滯後,變量泵(bèng)排量不能及時根據速度變化作出調整,導致(zhì)速度擬合度(dù)差和較大的衝擊。當比例係數變大時,導致進入變量缸流量過大,係統對速度變化過於敏(mǐn)感即產生(shēng)大的超調量,誤差經不斷積累使係統處於震動狀(zhuàng)態,無法使用。因此在使用中應根據調速係統選擇(zé)適當的PID 參數。由於物理定律與實際工況(kuàng)決定了(le)不可能完全消除速(sù)度(dù)波動,隻能達到較好的抑製效果。當設定(dìng)Kp =12. 6、Ti = 8、Ti = 0 時,取得較好的效(xiào)果,如圖8 所示,此時(shí)變(biàn)量缸位(wèi)移變化如圖9 所示(shì)。
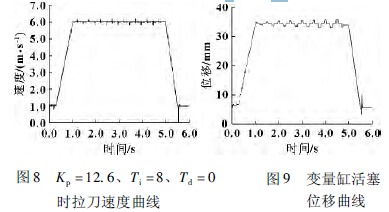
當拉削速(sù)度變大時,比例伺服閥控製變量缸位(wèi)移變小,降(jiàng)低變(biàn)量泵排量,反之變量缸位移增(zēng)大提高變量泵排量,達(dá)到(dào)了抑製速度波動(dòng)、穩定拉削(xuē)速度的目的。
將(jiāng)仿真結果與使用背壓閥( 設定背壓1. 5 MPa)的定量泵(bèng)係統比較( 如圖10 所示): 在相同負載條件下,使用電液比例伺服閥(fá)控容積調速係統的液壓拉床工作過程明顯(xiǎn)更加平穩,由(yóu)於拉刀(dāo)速度可控,使用(yòng)多段工進速度下拉刀與工件的衝擊明顯(xiǎn)減小,達到了良好的使用效果。由於不采(cǎi)用溢流閥與背壓閥,變量泵隻輸出係統所需功率,可明顯節約能源。同時係統壓力降低亦減輕(qīng)了液壓係統負擔、軟管振動及油路衝擊(jī)。
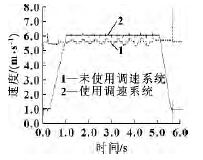
圖10 速(sù)度曲線對比
4 、結論
(1) 設計了應用電液比例伺服閥控容積調速的臥式拉床主回路。
(2) 利用AMESim 圖形化的建模(mó)方法對電液比例伺服閥控容積調速拉床液壓係統(tǒng)進行仿真,在無需複雜公式推導和建立繁(fán)瑣數學(xué)模型的條件下,可以對係統動態(tài)性(xìng)能進(jìn)行方便、高效、直觀(guān)的仿真分析及參數優化,大大減小了仿真及優化(huà)難度,提高了工作效率(lǜ)。
(3) 通過對(duì)PID 控製(zhì)器參數的(de)優化形(xíng)成比例積分控(kòng)製,使(shǐ)應用電液比例伺服閥(fá)控(kòng)容積調速的拉床液壓係(xì)統能夠(gòu)有(yǒu)效提高工作穩定性。係統能夠無極調速(sù),通過對速度的控製(zhì)減小係統衝擊,同時明顯節約能(néng)源(yuán)、減輕拉床負擔(dān)。係統的仿真結果為電液比例伺服閥控容(róng)積調速拉床液壓係統的使用提供了一定的理論(lùn)依據。
如果您(nín)有機床行業、企業相關新聞(wén)稿件發表,或進行(háng)資訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源(yuán)汽(qì)車銷量情況
- 2024年8月(yuè) 新(xīn)能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加(jiā)工過(guò)程圖示
- 判斷一台加工中心精度的(de)幾種辦法(fǎ)
- 中走絲線切割機床(chuáng)的(de)發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技(jì)術工人都(dōu)去哪裏(lǐ)了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營(yíng)銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造(zào)業的騰(téng)飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工(gōng)工藝(yì)的區別