


一(yī)種五軸工具磨床通用後置求解方(fāng)法
2018-6-15 來源:西南交通大學機械土程學院 作者:李樂,程雪鋒,尹福蘭,楊欣雨,江磊,丁國
摘要: 針對五軸數控(kòng)工具磨床砂輪初始(shǐ)軸向、工件坐標係方向相對於機床坐標係不(bú)統一導致的後置求解(jiě)問題,通過研究(jiū)砂輪初始軸向與磨床拓撲結(jié)構之間的關係,提出一種基於(yú)磨床類型(xíng)變換的求解方(fāng)法。該方法將其他類型磨床的後置求解以坐標係(xì)旋轉的方式變換到 6 種砂輪初始軸向為 Z 軸的磨床上進行,從而減少了求解類(lèi)型。通過(guò)定(dìng)義工件坐標係方(fāng)向角,提出一種(zhǒng)刀位數據預處理的求(qiú)解(jiě)方法,實現(xiàn)工件(jiàn)坐標係不同的(de)情況下機(jī)床運動量的(de)統一求(qiú)解,提高(gāo)了數控程序在(zài)不同磨床上的可移植性。基(jī)於(yú)該算法,以 C#為工具開發了一套五軸(zhóu)磨床通(tōng)用後置處理軟件,並進行了仿真試驗,驗證了算法的可行性和高效性。
關鍵詞: 後置處理; 數控程(chéng)序; 五軸工具磨床; 坐標變換
0、引言(yán)
隨著數控(kòng)加工技術突飛猛進的發展,五軸數(shù)控工具磨床已經(jīng)被廣發(fā)應用於(yú)複雜刀(dāo)具的磨(mó)削加工當中(zhōng)。其數控編程中將刀位數據根據磨床(chuáng)結構轉(zhuǎn)化為磨(mó)床各個軸運動(dòng)量,生成數控代碼的後置處理是連接編程軟件和(hé)加工設備的重要橋梁。五軸工具磨(mó)床與五(wǔ)軸數控銑床類似,結構複雜,擁有二個平動軸和兩個轉動(dòng)軸,後置求解過程也類似,而(ér)後者在後置處理方而的研究已經較為(wéi)成熟。
在五軸數控機床後置處理的研究中,Lee等(děng)用齊次矩陣推導了3種基本類型五軸機床的角度求解方法。She等通過建立機床運動變換模型推導出多種正交和非正交五軸機床後置處理算法。鄭默等通過研究機床形狀創成函數給出了五軸機(jī)床後置處理通用的數學表達式閉。JUNG等、Tang、周續等分別對某種結構的非正交雙轉台機床的後(hòu)置處理進行了研(yán)究。唐清春等基於(yú)逆運動學原理研究了國產雙擺頭機床的後置處理方法岡。孫凱等基於矢量鏈方法研(yán)究了(le)新型(xíng)五軸(zhóu)混聯機床(chuáng)的後置(zhì)處(chù)理方(fāng)法回。上述研究主要針對單(dān)一(yī)類型機(jī)床或者通用五軸數控銑床,在應用到工具磨床的後置處理時需要(yào)考慮以卜兩(liǎng)個問題。
(1)考慮砂輪初始軸向和(hé)磨床結(jié)構之間的關係(xì),從而能夠對多種砂輪初始軸向的磨床進行後(hòu)置求解。
(2)為了使同一個刀軌文件能夠在不同磨床上使用,方便程序移植,需要在後置處理中考慮工件坐標(biāo)係與機床(chuáng)坐標係(xì)不同向的(de)問題。
本文綜(zōng)合考慮以上兩(liǎng)個問題,通過研究各(gè)類磨床之間的結構關係,提出了磨床類型變(biàn)換和刀(dāo)位預處理的求解算法,提高了五軸工具(jù)磨床後置處(chù)理的通用性和可移植性。根據該算法開發的後置處理軟件,成功進行了仿真驗證並應用於成都大佑創軟科技有限公(gōng)司自主研發的EcutterSim數字化加工仿真(zhēn)軟(ruǎn)件當中。
1、磨床結(jié)構和運動變換矩陣
五軸工(gōng)具磨床有5個運動軸,它們之間(jiān)的位置關係和類型選擇(zé)導致磨床(chuáng)結構多種多樣,但是按照砂輪和工件的運動方式可以分為二種類型:工件轉動砂輪平動型、工件(jiàn)平動砂輪轉(zhuǎn)動型和工件轉動砂輪轉動型。本文用A一B (Z)表示砂輪初始軸向(xiàng)為Z軸,工件夾(jiá)頭聯動轉軸為A轉軸(zhóu),砂輪磨頭聯動轉軸為B轉軸的磨床。
齊次變換矩陣容易處理多坐標係變換中的(de)運動變換,方便建立磨床運動數學(xué)模型(xíng)。通過分析磨(mó)床拓(tuò)撲模型,以齊次變換矩陣建立運動方程的形式進行運動量求解,所用到的變換矩陣有4種。
因為3種(zhǒng)平(píng)移變換矩(jǔ)陣(X , Y,Z三個方(fāng)向)之間的(de)順序不(bú)影響計算結果,所以可以用統一的平移變推矩陣表示:
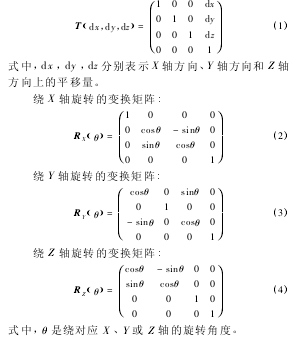
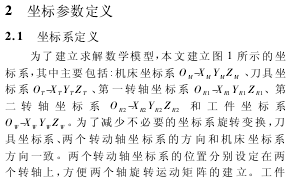

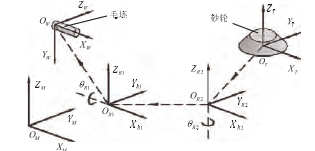
圖1坐標係設置
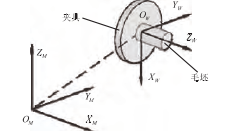
圖2 工件坐(zuò)標係和(hé)機床坐標係為方向不同
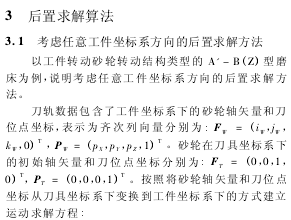
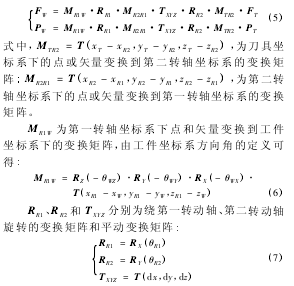

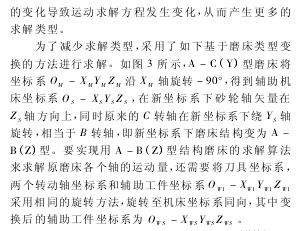

圖3 坐標係旋轉轉(zhuǎn)方式


按照轉動軸位置、類型和砂輪初始軸向分類,可(kě)以(yǐ)將所有磨床(chuáng)分為36個類型(每種砂輪初始軸矢量有12種類型。本文選擇砂輪初始軸(zhóu)向為Z軸的(de)6種磨床作為基木類型,根據上而磨床(chuáng)類型變換的方法,將其他類型磨床的後置求(qiú)解轉換到6種基木類型磨床上進行。其他30種類型磨床按照變換到基本類型所進行的坐標係旋轉方(fāng)式可分為5組,同一組類型變換

4、算法驗證
基於上述求(qiú)解算法,在vs2olo中以(yǐ)c#語言開發了一套(tào)後置處理軟件,並集成到了EcutterSim數字化加工仿真軟件當中。該軟件可以(yǐ)對砂(shā)輪初始軸向(xiàng)、工件坐標(biāo)係方向進行設置,同時考慮各個軸行程限製等因素,滿足各種五軸磨床後置求解需求,其參數(shù)設置界麵如圖(tú)4所示。
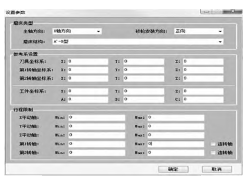
圖4 軟件參數設置界麵
以安卡某型磨(mó)床為原型進行刀具磨削加工後置求解的算法驗證。該磨床為(wéi) A' - C( Y) 型五軸磨(mó)床,其毛坯需要橫向裝夾(jiá),工件(jiàn)坐標係與機床坐標係(xì)方(fāng)向不同(tóng),同時砂輪初始軸向在 Y 軸(zhóu)上,能夠(gòu)很好的驗證(zhèng)算法的正確(què)性。圖 5 為三齒立銑刀(dāo)在該磨床(chuáng)上磨削加(jiā)工(gōng)後置處理的主要參數和求解結(jié)果。
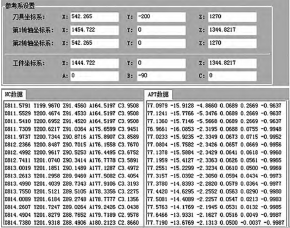
圖 5 後置處理主要參數(shù)與結果
求解得到的 NC 文件,在數控加工(gōng)仿真軟件 VERI-CUT 中建立磨床模型進(jìn)行仿真,結果能夠精確加工,很好的證明(míng)該算法在處(chù)理砂(shā)輪初始軸向,工件坐標(biāo)係與機床坐標係不同向等問題的正確性。加(jiā)工仿真結果如圖 6 所(suǒ)示(shì)。
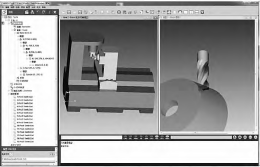
圖 6 刀具磨削加工仿真
5、 結論
(1) 定義工件坐標係方(fāng)向角,提出刀位數據預(yù)處理的後置求解方法,實現工件坐(zuò)標係不同的情況下磨床運動量的統一(yī)求解,提(tí)高了數控程序的(de)可移植性。
(2) 以建立輔助機床坐標係的方式對機床(chuáng)類型(xíng)進行變(biàn)換,從而將所有機床類型的角度求解方法(fǎ)縮小到2 種(zhǒng),將平動量的求解方法(fǎ)縮小到(dào) 6 種。
(3) 設計了一套工(gōng)具磨(mó)床後置處理軟件,並進行了仿真驗證,結果表明本文提出的算法很好地解決了(le)具磨床的後置處理(lǐ)問題。
投稿箱(xiāng):
如果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金(jīn)馬")
業界視點
| 更多
查(chá)")
行業數據
| 更多
- 2024年11月(yuè) 金(jīn)屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 分地(dì)區金屬切削(xuē)機(jī)床(chuáng)產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源(yuán)汽(qì)車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據