


數控磨床的自動對刀裝置設計
2018-6-12 來源:太重(天津(jīn))濱海重(chóng)型機械有限公司 作者:鄭田
摘要:自動對刀裝置是數(shù)控(kòng)磨床的主要部件。數控磨床對工件(jiàn)完成裝夾後,首先要通過自動對刀係統準確找到砂輪加工切入的(de)位置,從而實現高效率更加(jiā)精確的自動(dòng)對刀功能。在各類數控磨床上裝置自動(dòng)對刀係統,能夠更好地優化(huà)生產工藝,提高生產效率。本文對自動對刀裝置的測量原理與(yǔ)結構形式(shì)進行分析(xī),並深入介紹了數(shù)控端外圓磨床自動對刀裝置設計(jì)以及數控螺母磨床自動對刀裝置設計。
關鍵詞:數控磨床 自動對刀裝置 定位(wèi)
1、自動對刀裝置的結構形(xíng)式分析
數控磨(mó)床自動對刀裝置(zhì)的(de)結構形式主(zhǔ)要有直線式和(hé)回轉式。關於兩種結(jié)構形式的確定,主要取決於數控磨床對自(zì)動對刀裝置布局上的滿足度,然後是根據測量(liàng)的(de)功能、準確度以及性能大小等方麵來(lái)進行(háng)確定。自動對刀裝置無論是哪一個結構形式都必須結(jié)構緊湊,而且需要在準確測量後,將側頭(tóu)脫離數控(kòng)磨(mó)床(chuáng)的磨削區(qū)域。但是,需要注意的是,不能影響到需要磨削的工件裝夾,要做好設備調試,及時更(gèng)換砂輪(lún),同時要確(què)保自(zì)動對刀裝置結構形式的密封性能。通常,數(shù)控磨床自動對裝置中的回轉式所采用的是液壓傳動的方式,這樣能夠快速實現數據線回轉減速(sù)定位,目的是(shì)確保重複定位的精確度,保持在磨(mó)削過程中的可靠性與平穩性。
2、數(shù)控端麵(miàn)外(wài)圓(yuán)磨(mó)床自動(dòng)對刀裝置
2.1 對刀(dāo)位置設計與(yǔ)方法
數控端麵(miàn)外圓磨床的主要用途是對滾珠絲杠螺母的外圓與端麵進行磨削,而(ér)自動對(duì)刀裝置的目的是對端麵位置進行測量,如圖(tú) 1 所示。
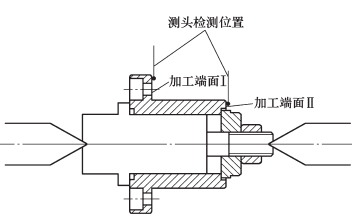
圖 1 自動對(duì)刀裝置
2.2 測量原理分析
工件完成裝夾後,需要通過手動方式正確(què)設定自動(dòng)對刀的安全(quán)起始位置。需要注意的是,此時側頭並沒(méi)有接觸(chù)到需要磨削的工件。檢(jiǎn)查完畢後,啟動自動磨削程序。首先,要將 X 軸(zhóu)砂輪架移(yí)動到安全區域,將側頭伸(shēn)出來,然(rán)後(hòu)將 X軸(zhóu)直接切入(rù)到大端麵,沿著 Z 軸的正方向開始(shǐ)進行移動。當側頭(tóu)接觸到端麵後,數控磨(mó)床係統(tǒng)會將此次移動的位置準確記錄下來,然後再返回到安(ān)全位置。其次,側頭(tóu)還(hái)需要切入(rù)到(dào)小端麵(miàn),並且沿著 Z 軸的(de)正方向移動,側頭接觸的(de)係統會將第二次移動的位置準確記錄下來(lái)。最後,結合前麵兩次記錄的數據,對側頭、工件、砂(shā)輪的位置進行最後調整,然後開始自動磨削。另外,數控磨床自動對刀裝(zhuāng)置的安全保護(hù)措施需要納入磨削程序,並且切實執行。例如:手動操作過程中,側頭能夠任意退(tuì)出或者收回。但是,在具(jù)體運作的(de)過程中,側頭要在 X 軸與 Z 移動至對刀區域的情況(kuàng)下才能伸出來,其他任(rèn)何情況側頭不能伸出。
2.3 機械結構設計分析
機械結構設計一般是機床生產廠家根據機床產品的實際需(xū)要(yào)來設計的,采(cǎi)用液壓驅動,導柱導套在直線傳動過程中一般都會發生回轉情況,例如:在機床上裝置回轉控製機(jī)構,但是整體結構(gòu)便會更加龐大。通常會采用直(zhí)線滾動(dòng)導軌副傳動,以(yǐ)能夠更好地(dì)控製(zhì)除開直線(xiàn)運動以外的自由度,而且結構比較(jiào)緊湊,運作過程中能夠保持更高的精準度,還(hái)能(néng)提升傳動效率。另(lìng)外,考(kǎo)慮到單機改造下的支架(jià)設計,采取鑄件形式成本較高(gāo),因此根據實際情況選擇焊接的方式,讓整體結(jié)構能夠更加緊湊,也方便生產,能夠更好(hǎo)地滿足(zú)與輕載(zǎi)狀態的直線運作(zuò)實際的(de)需求。
3、數控螺母磨床自動對刀裝置
3.1 對刀設計(jì)與方法
數控螺母磨床的主要用途是磨削滾珠螺母螺紋滾道。在進行對刀的過程中,要校(xiào)準螺母外圓上的返向器,要將對刀對準滾道的重心,誤差不能超過 0.03mm,對刀位(wèi)置如圖 2 所示。
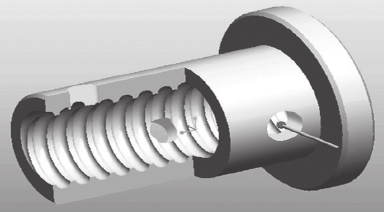
圖 2 對刀位置
3.2 測(cè)量原理分析
螺母磨床測量原理需要(yào)將對刀準確對向工件的返向器孔中心。主要的對刀程序是:首先,要將工件安裝好,將 X軸的行動位置提前設定好,同(tóng)時還要將側頭(tóu)伸出來,X 軸沿著正方向開始進(jìn)行移(yí)動,讓側頭進入返向器的中心(xīn)孔;其次,Z 軸與 C 軸必須(xū)要分別沿著正(zhèng)負方(fāng)向進行移動,側頭開始觸(chù)碰時係統開(kāi)始記錄坐標,一般需要記錄 4 個坐標。係統將數據進行(háng)歸納後(hòu),經過計算,能夠準確規劃出滾道的中(zhōng)心,然後將 Z 軸與 C 軸(zhóu)進行(háng)調整,達(dá)到正確的螺旋位置後,才能開始進(jìn)行自動磨削。
3.3 機(jī)械結構設計分(fèn)析(xī)
螺母磨床自動對刀裝置機械結構設計過程中需要滿足:首先,側頭在伸出過程中,螺母磨床的高度和縱(zòng)向在方向上必須與砂輪中心保持一致;其(qí)次,當側頭開始退回時,注意應該是(shì)低於砂輪電主軸端麵;最後,機床上側(cè)頭與砂輪中心的橫向距離應該大於機床能夠加工的最大螺母外援尺寸,重複定位精度不能超過 0.002m。螺母(mǔ)磨床的機構比較複雜,砂輪架周圍的空(kōng)間(jiān)也不多,氣缸行程應該選(xuǎn)擇 250mm,型號是 MAL20X250SCM,機械設計結構設計如圖 3 所示。
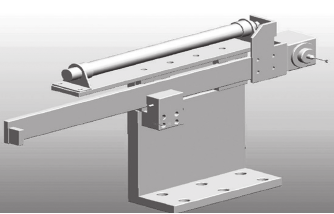
圖 3 機械設計結(jié)構設計
投稿箱:
如果您有機(jī)床行業、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽(qì)車(chē)銷量情況
- 2024年10月 新能源汽車產量(liàng)數據(jù)
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據